不銹鋼立式光亮退火爐爐內帶鋼張力控制分析
2018-05-30 02:20:06程金山左懷龍喬愛民
設備管理與維修 2018年3期
關鍵詞:不銹鋼
林 剛,程金山,左懷龍,喬愛民
(寧波寶新不銹鋼有限公司,浙江寧波 315807)
0 引言
不銹鋼立式全氫光亮退火爐是冷軋不銹鋼光亮板生產的關鍵設備。由于不銹鋼鋼帶在爐子加熱段和冷卻段運行過程中,全程無輥子對帶鋼進行支撐,且爐內帶鋼運行通道相對狹窄,如張力不穩或者過大、過小,極易引起表面與周圍設備接觸,導致帶鋼表面發生擦劃傷等質量缺陷,甚至發生帶鋼跑偏斷帶等惡性事故。為此,爐內帶鋼張力的控制極為關鍵。張力控制設備主要由彈跳輥(俗稱跳舞輥)、氣缸、鋼構以及保護限位等裝置構成,其中彈跳輥起非常重要作用。以某冷軋不銹鋼廠1#光亮退火機組為背景解析張力控制機理。
1 設備主要技術參數
(1)彈跳輥主要技術參數。輥身材料鋁合金,輥身直徑840 mm,輥身長度1700 mm,輥身重量358 kg,輥身覆膠NBR,shore(80±5)mm,厚度 15 mm,擺動角度±15°,彈跳輥帶鋼包角 45°。
(2)氣缸主要技術參數。缸徑160 mm,桿徑40 mm,行程250 mm 壓力調節范圍(0~0.6)MPa,
氣缸活塞面積:大活塞面積S1=20 106.2 mm2;小活塞面積S2=1884.950 mm2。
2 爐內帶鋼控制機理分析
2.1 張力控制原理
張力控制裝置主要由推拉氣缸,彈跳輥和支撐機座組成(圖1)。
不銹鋼帶退火過程中,不同規格的鋼帶需要不同的爐內張力F,帶鋼的實際張力F與單位張力以及帶鋼寬度、厚度成正比,見式(1)。

式中f——帶鋼設定單位張力,N/mm2
W——帶鋼寬度,mm
T——帶鋼厚度,mm
機組在運行狀態下,彈跳輥支撐臂擺角處于中間位置,支撐臂水平,即跳舞輥在帶鋼合張力,氣缸推(拉)力以及輥子重力的共同作用下處于平衡位置。由于輥子重力為定值,不銹鋼帶的張力大小僅與氣缸壓力的大小有關。因此,依據帶鋼的規格(寬度、厚度、密度)改變氣缸的給定壓力可達到控制爐內帶鋼張力的目的。氣缸的設定壓力和實際壓力通過比例氣動閥(4~20)mA自動閉環控制使得爐內的張力保持恒定不變。為保障彈跳輥支撐臂始終在水平位置,在彈跳輥的軸線處裝設有彈跳輥位置補償電位計,其信號送入爐子入口帶鋼速度調節程序,當支撐臂處于水平位置時,其值為50%,>50%時,降低爐子入口帶鋼速度,<50%時,提高爐子入口速度,控制彈跳輥支撐臂保持在水平位置。為保護設備,彈跳輥裝備了2個極限位置限位開關,低極限開關用于檢測帶鋼斷帶,高極限開關防止入口帶鋼速度控制出錯時彈跳輥被帶鋼拉起,彈跳輥到達任何一個極限位位置,機組將停止運行。
2.2 彈跳輥受力分析

圖1 張力控制設備原理
對于同一規格的帶鋼,其所需張力大小為定值。分析彈跳輥支撐臂水平時的受力情況。由圖1及彈跳輥、氣缸技術參數可知,彈跳輥所受重力G,氣缸推(拉)力及帶鋼和張力F合。
(1)彈跳輥重力G=3508 888 N,方向向下,力臂為900 mm;
(2)氣缸拉力(或推力)T,方向水平,力臂為400 mm;
(3)由彈跳輥包角45°以及張力F方向,計算可得帶鋼張力作用在彈跳輥的合力(圖2)。

由力矩平衡原理,可得式(2)。

根據式(2)可以求得不同規格鋼帶下,氣缸所需的拉(推)力T,當T為正時,氣缸無桿腔充壓,即活塞S2受壓,表現為推力;當T為負時,氣缸有桿腔充壓,即活塞S1受壓,表現為拉力;依據T的正負情況,結合氣缸活塞面積S1,S2面積,即可得出不同規格鋼帶下氣缸的設定壓力 P1和 P2。

圖2 帶鋼張力合力
3 控制軟件分析
該冷軋不銹鋼廠1#光亮退火機組控制系統為SIEMENS公司的S7-400PLC控制系統,爐體帶鋼張力控制相關軟件功能:
(1)讀彈跳輥比例閥 1 實際壓力(4~20)mA=(0~0.6)MPa。
(2)比例閥1超出范圍判定。比例閥1(-100~27 749)有效。
(3)讀彈跳輥比例閥 2 實際壓力(4~20)mA=(0~0.6)MPa。
(4)比例閥2超出范圍判定(-100~27 749)有效。
(5)彈跳輥負載計算 根據帶寬、厚度、密度計算帶鋼張力,并且(4~20)mA 輸出到氣缸比例調節閥1或2,算出實際帶鋼單位截面張力。
(6)根據帶鋼張力,彈跳輥比例閥1壓力設定輸出(0~0.6)MPa=(4~20)mA。
(7)根據帶鋼張力,彈跳輥比例閥2壓力設定輸出(0~0.6)MPa=(4~20)mA。
(8)判斷比例閥1壓力給定是否到達(誤差±0.035 MPa)。
(9)判斷比例閥2壓力給定是否到達(誤差±0.035 MPa)。
(10)彈跳輥到上限位置判定。
(11)彈跳輥到下限位置判定。聯合輻射冷卻段斷代進行帶鋼斷帶判斷。
(12)斷帶時,入口密封控制柜指示燈-H28亮。
(13)彈跳輥位置給機組線控制系統用于爐前張力輥組的速度調節。
4 模擬仿真
4.1 模擬仿真的方法和目的
仿真環境為SIEMENS STEP7中“simulation”仿真測試功能,通過輸入不同規格的鋼帶數據,驗證氣缸壓力給定是否在氣缸壓力范圍(0~0.6)MPa內(機組生產帶鋼最大厚度2 mm,寬度1250 mm),同時,較直觀地得出鋼帶規格與氣缸有、無桿腔壓力P1,P2的關系。仿真界面見圖3。
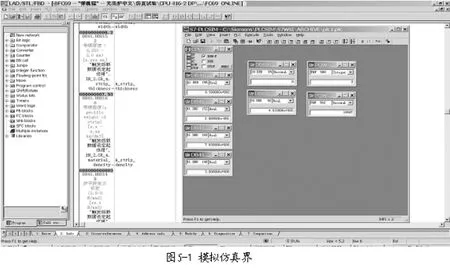
圖3 模擬仿真界面
4.2 模擬仿真數據
(1)數據設定符號及范圍。DB41.DBD156帶鋼寬度范圍(650~1350)mm,DB41.DBD152帶鋼厚度范圍 (0.25 ~2)mm,DB41.DBD160帶鋼密度7.93kg/dm3,DB41.DBD148爐子段帶鋼張力設定(2.5~5)N/mm2。
(2)仿真帶鋼規格數據(表1)。
(3)模擬仿真結果(表2)。
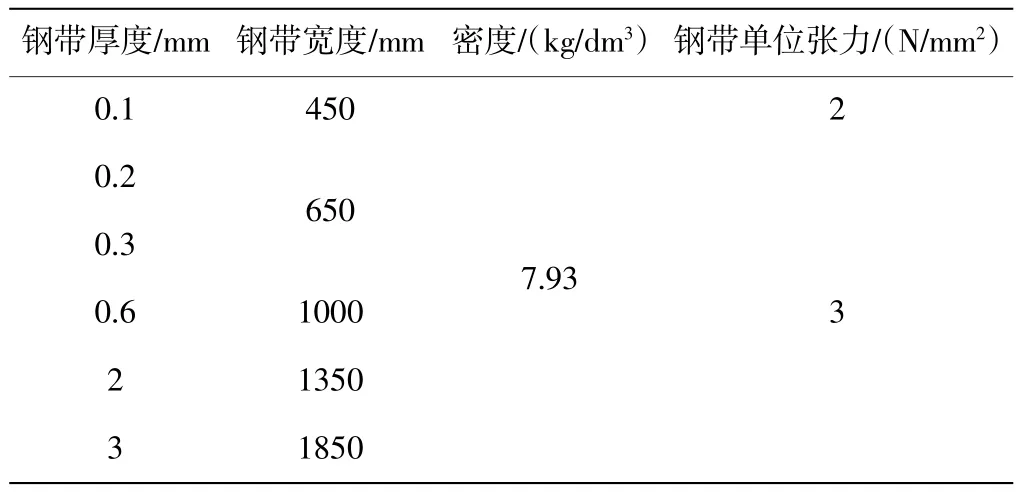
表1 仿真帶鋼規格數據表
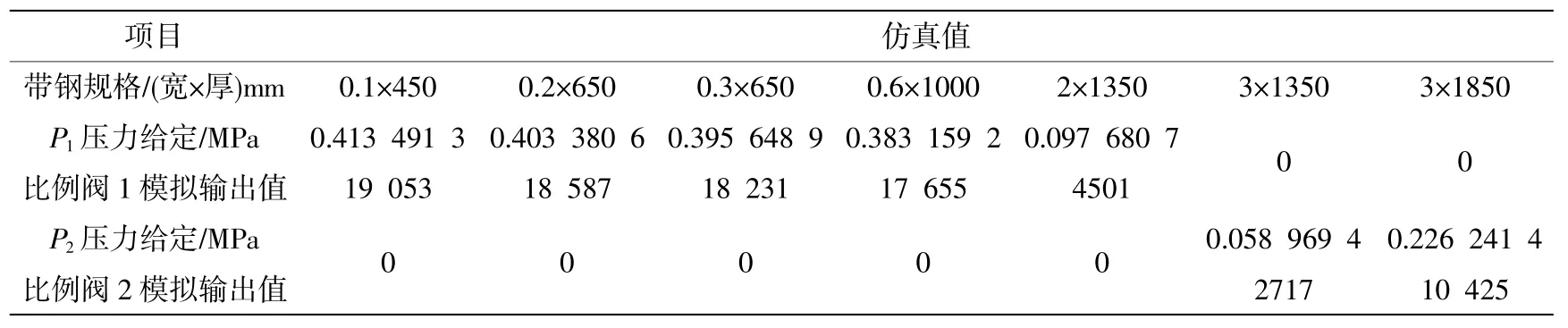
表2 模擬仿真結果
表(2)顯示,氣缸壓力給定范圍(0~0.45)MPa,在氣缸壓力范圍(0~0.6)MPa之內,隨著帶鋼寬度和厚度的增加,P1壓力給定越來越小,P2壓力給定越來越大。
5 日常維護要點
立式退火爐爐內張力控制的主要部件為彈跳輥、氣缸、比例閥,通過日常維護和設備保養保障其狀態良好是關鍵。
(1)彈跳輥及支撐臂轉動部位按周期進行加油,保障潤滑良好,不能出現因潤滑不良導致的轉動不靈、卡阻問題。
(2)保障氣動動力源清潔、干燥,定期查看氣源壓力是否正常,比例閥、氣缸及連接部位要定期檢查是否存在泄漏。
(3)更換跳舞輥要做好輥重檢測,輥重發生變化,要修改相應程序參數。
(4)限位開關、比例閥插頭、電位器等電氣設備及線路要做好周期清掃緊固,比例閥做好周期性能測試。
6 結語
以某冷軋不銹鋼廠1#光亮退火機組為背景,分析不銹鋼立式光亮退火爐張力控制機理,解讀控制軟件,并通過模擬仿真直觀地得出鋼帶規格與氣缸設定壓力的關系。同時,結合多年工作經驗,介紹張力控制設備的日常維護要點。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
