BS700MCK2低合金高強鋼焊接工藝及焊接接頭性能分析
2018-05-31 02:28:10王洪權趙河林王許濤
時代汽車 2018年2期
王洪權 趙河林 王許濤
河南森源重工有限公司 河南省長葛市 461500
1 序言
低合金高強度鋼是在低合金鋼中添加C、Si、Mn等主要元素(含量≤5%)及Nb、V、Ti等微量元素,并采用先進的冶煉工藝和熱處理工藝生產的屈服強度大于600MPa的鋼種[1]。低合金高強鋼含碳量低,可焊性好,晶粒細小,屈服強度高。
BS700 MCK2是寶鋼2005年開發的具有優良低溫韌性的第二代高強鋼。BS系列高強鋼為低碳低合金結構鋼,具有良好的可焊性和冷成形性,廣泛應用于工程機械、車輛結構、集裝箱等制造行業。
本公司研發的泵車等產品主要采用BS700MCK2低合金高強度鋼,因此對BS700MCK2鋼的焊接工藝及接頭性能進行了試驗及評定,為生產提供合適的焊接工藝。
2 試驗材料及試驗方法
試驗用屈服強度700MPa級高強鋼板BS700MCK2由寶鋼生產,交貨狀態為扎態(TMCP),鋼板厚度12mm。鋼板化學成分見表1,其力學性能見表2。
BS700MCK2試件焊接選用瑞典伊薩OK.Aristorod.69低合金氣保護實芯焊絲,符合標準EN ISO 16834-A: G 69 4 M Mn3Ni1CrMo。焊絲成分見表3,熔敷金屬力學性能見表4。

表1 BS700MCK2鋼板化學成分(wt.%)
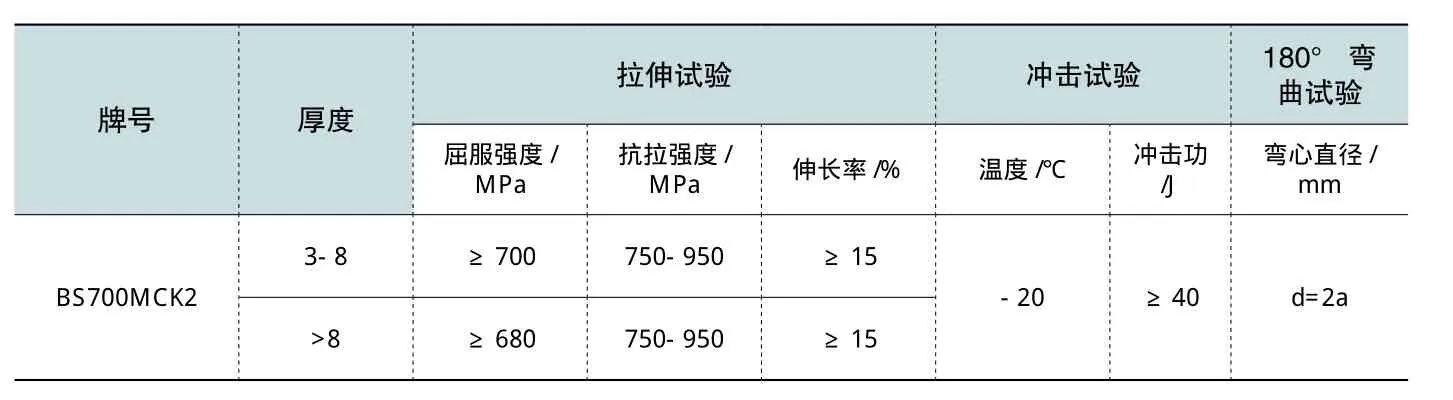
表2 BS700MCK2鋼板力學性能

表3 OK.Aristorod.69焊絲成分

表4 OK.Aristorod.69焊絲熔敷金屬力學性能
試件尺寸12mm×150mm×300mm,采用雙邊60°V形坡口的對接形式,鈍邊2mm,裝配間隙2mm,如圖1所示。
試件焊前除油、除銹。焊前不預熱,焊后不熱處理。MAG焊焊接順序為:(1)正面打底焊;(2)背面打底焊,焊前清根;(3)背面蓋面焊,焊前清理焊道表面;(4)正面蓋面焊,焊前清理焊道表面,防止焊道間夾渣。焊接參數見表5。
試件抗拉試驗按照GB/T 2651規定的試驗方法制備抗拉試樣形式及尺寸,并測定焊接接頭的抗拉強度。試件彎曲試驗按GB/T 2653規定的試驗方法制備彎曲試樣形式及尺寸,并測定焊接接頭的完好性和塑性。試件沖擊試驗按照GB/T 2650規定的試驗方法制備試樣形式,并測定焊接接頭或焊縫在受沖擊載荷時的抗折斷能力。
BS700MCK2焊接工藝評定試樣明細如表6所示。
3 BS700MCK2鋼焊接性分析
焊接性是指金屬材料在采用一定的焊接工藝(如焊接方法、焊接材料、焊接規范及焊接結構形式等)條件下,獲得優良焊接接頭的難易程度。主要包括兩方面內容:一是工藝性能,在一定焊接工藝條件下,形成焊接缺陷的敏感性;二是使用性能,在一定的焊接工藝條件下,其焊接接頭對使用要求的適用性,如承受靜載荷、沖擊載荷、疲勞載荷及抗高低溫性能、抗氧化、腐蝕性能等。金屬如果能夠用較多普通又簡單的焊接工藝獲得優質接頭,可認為這種金屬具有良好的焊接性能。
金屬材料的焊接性主要采用三個指標:碳當量,冷裂紋敏感系數及熱影響區最高硬度等。碳當量計算公式如式3-1,冷裂敏感系數計算公式如式3-2。
Ceq=C+Mn/6+(Cu+Ni)/15+(Cr+Mo+V)/5 (式3-1)
Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B (式3-2)
當Ceq≤0.4%時,材料焊接性較好;Ceq=0.4%~0.6%,材料焊接性稍差,易產生冷裂紋,焊前需要適當預熱;Ceq≥0.6%時,材料焊接性較差,屬于難焊材料,需要采用較高的預熱溫度和嚴格的焊接工藝方法。
根據BS700MCK2鋼成分含量計算其碳當量Ceq≤0.42%和冷裂紋敏感指數Pcm≤0.21%。試驗環境溫度為20℃,不需要預熱直接可以焊接;但環境溫度低于0℃時,試件需要預熱防止產生冷裂紋。
4 試驗結果及分析
焊接接頭的機械性能主要取決于焊縫金屬組織、晶粒大小及焊縫金屬化學成分等因素,還與試件焊前焊后熱處理狀態有關。
4.1 焊接接頭抗拉性能分析
表7是BS700MCK2試件拉伸試驗結果。從表中可以看出,試樣PL1和PL2抗拉強度檢測值均超過母材最低抗拉強度值,且斷裂位置出現在熔合區。焊縫熔合區具有明顯的化學和物理不均勻性,組織性能突變明顯,是焊接接頭中最薄弱的部位,對于低合金高強鋼來說,問題更突出[2-3]。
試樣PL3試樣經過500℃加熱,試樣在母材處斷裂,即熱影響區母材,且其抗拉強度值低于母材抗拉強度最低值的95%(712MPa)。其原因是熱影響區組織不均勻導致力學性能的差異。雖然試樣經過500℃加熱,但加熱時間過長,導致熱影響區組織晶粒嚴重長大,冷卻后得到晶粒粗大的過熱組織,最終導致焊接接頭抗拉強度降低。
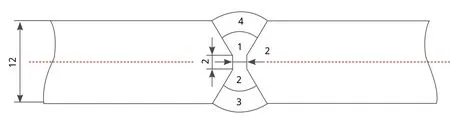
圖1 試件接頭形式
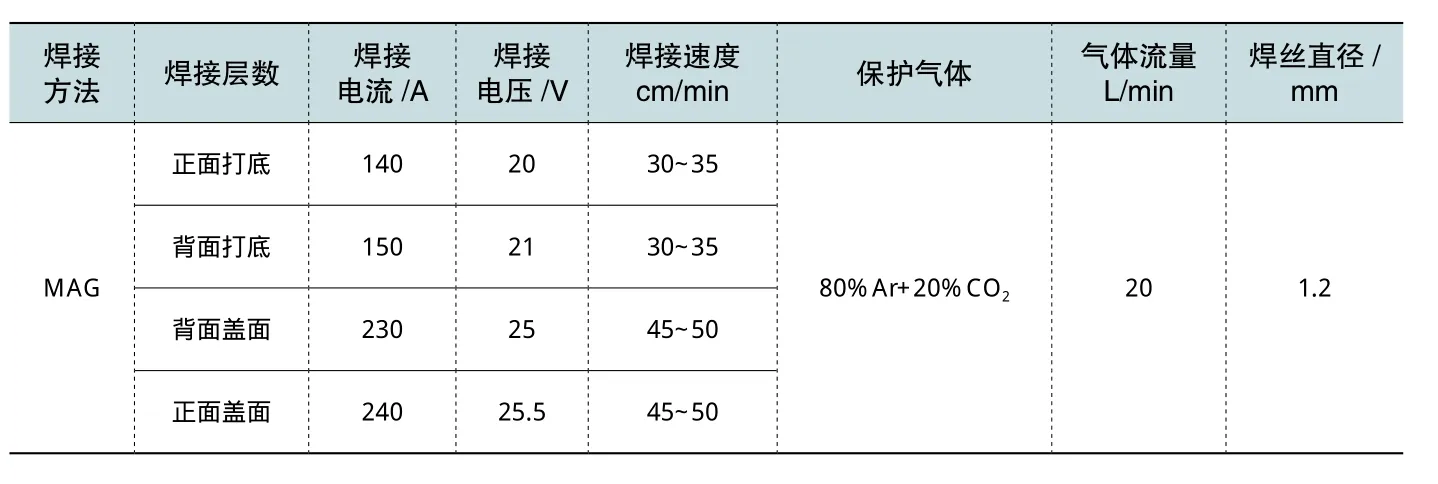
表5 BS700MCK2鋼焊接參數

表6 BS700MCK2焊接工藝評定試樣明細
4.2 焊接接頭彎曲性能分析
表8是BS700MCK2試件彎曲試驗結果。其中一個面彎試樣拉伸面的焊縫區出現了7mm的裂紋,其它彎曲試樣的焊縫及熱影響區均未出現裂紋。
4.3 焊接接頭沖擊性能分析
BS700MCK2試件沖擊試驗結果如表9所示。焊縫金屬和熱影響區-20℃夏比V形缺口沖擊功平均值分別為88.7J和73.3J,均超過技術指標,說明BS700MCK2試件焊接接頭沖擊性能較好,可以滿足設計需求。但是試件熱影響區的沖擊韌性比焊縫金屬沖擊韌性低,其主要原因是低合金高強鋼焊接后,其熱影響區組織比較粗大,降低了熱影響區的沖擊韌性[4-5]。
5 結語
低合金高強鋼焊接面臨的主要問題是:一是防止裂紋;二是在保證高強度的同時,提高焊縫金屬和熱影響區的沖擊韌性。因此低合金高強鋼焊接時,選擇和制定合適的焊接工藝及規范是十分重要的。

表7 BS700MCK2試件拉伸試驗結果
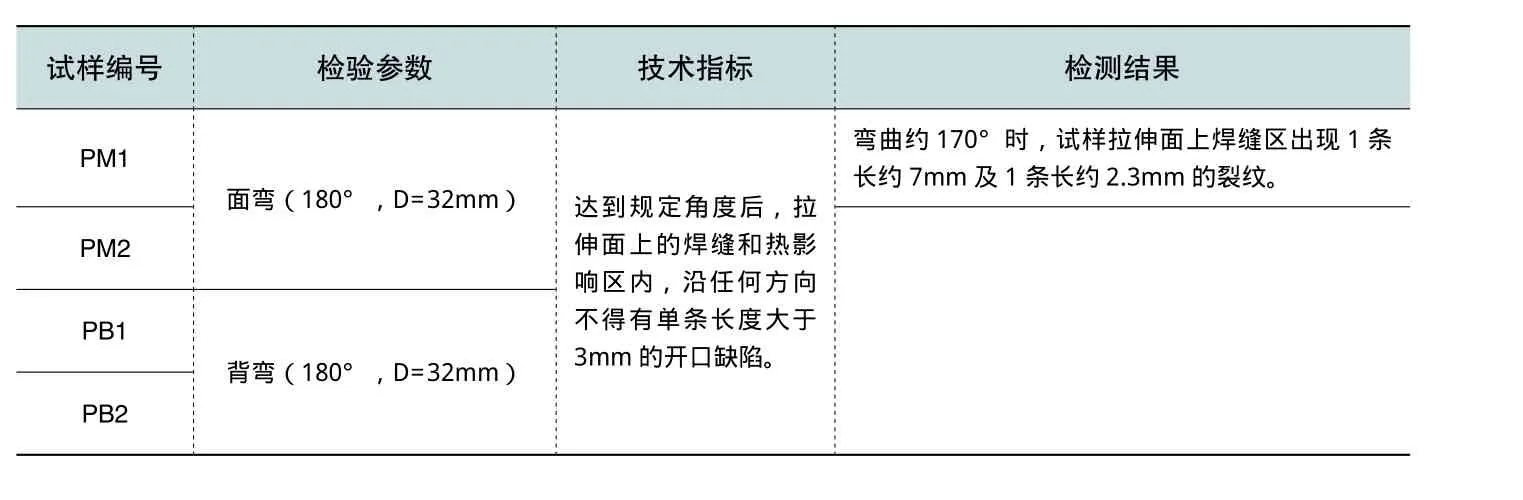
表8 BS700MCK2試件彎曲試驗結果

表9 BS700MCK2試件沖擊試驗結果
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
石油化工應用(2014年8期)2014-03-11 17:40:03
