夾具結構設計實例
2018-06-03 23:46:04李虎
機電工程技術 2018年5期
關鍵詞:結構
李 虎
(東莞市電子商貿學校,廣東東莞 523000)
0 引言
隨著工業科技的高速發展,當今各行各業對各種產品零件的需求也層出不窮。在零件的機械加工中單靠傳統的常規裝夾方式很難滿足實際生產中一些零件的加工,因此,必須要為產品零件設計能順利完成其裝夾進行加工且成本低、加工效率高、滿足精度要求的夾具[1-2]。
如圖1所示的零件圖,為某產品上的零件,材料為A3鋼,客戶要求100件,并且時間較緊。由于零件批量較大,根據圖紙分析,若采用常規裝夾方法進行加工,很難控制零件精度,加工效率低下,影響生產進度,工人的勞動強度大而且成本較高,針對上述情況,通過分析比較法設計出了一組合理、經濟的針對該零件加工的夾具結構,有效的提高了效率、降低了成本和減輕了工人的勞動強度[3-8]。
1 零件的工藝分析
1.1 零件圖的尺寸分析
如圖1所示,根據零件圖要求其中?9.5mm尺寸精度要求較高,其他部分尺寸為自由公差。
1.2 常規工藝存在的問題
若按傳統加工工藝和裝夾方式對該零件進行加工,其工藝如下:
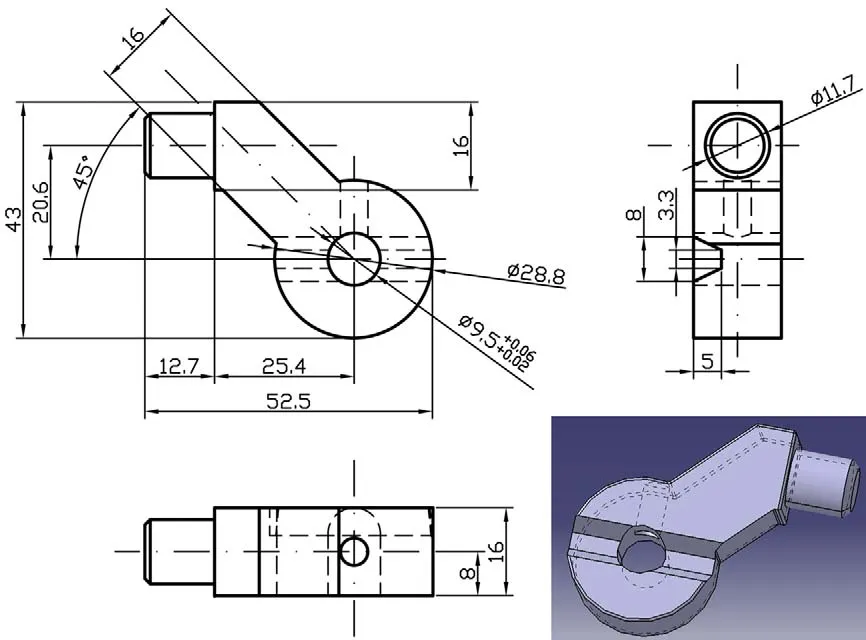
圖1 零件圖
(1)銑出零件外形。
(2)傳統裝夾,車削?11.7 mm外圓和倒角。
(3)傳統裝夾,鉆削?9.5mm的孔。
(4)傳統裝夾,銑削梯形槽。
(5)傳統裝夾,鉆?5.0 mm的螺紋底孔。
(6)攻M6的螺紋。
通過上述加工過程不難看出,其裝夾過程中是相當困難的,費時費力而且浪費較大、成本較高、零件質量也難以保證。由于批量生產更是得不償失。這就需要借助于夾具生產加工才能提高效率、降低成本、裝夾方便和減輕工人的勞動強度。因此,必須改用借助于夾具生產的加工工藝才是合理的、經濟的。
1.3 采用夾具生產的零件的加工工藝過程
通過比較分析,該零件必須采用如下加工工藝過程才是比較經濟的,同時效率也是較高的。該零件的加工工藝如下:
(1)根據圖形特點,該零件的外形只有采用線切割是比較節省材料的并且加工也是最為方便的,依據現有的線切割設備確定該零件備料尺寸為:296 mm 132 mm;
(2)銑削加工,將坯料的上下表面粗銑,并留一定余量;
(3)磨床加工,使其厚度達到16 mm即可;
(4)線切割加工,如圖2示加工方案利用自動編程生成程序進行加工,效率高又節省材料,而且零件外形尺寸的一致性也非常高;
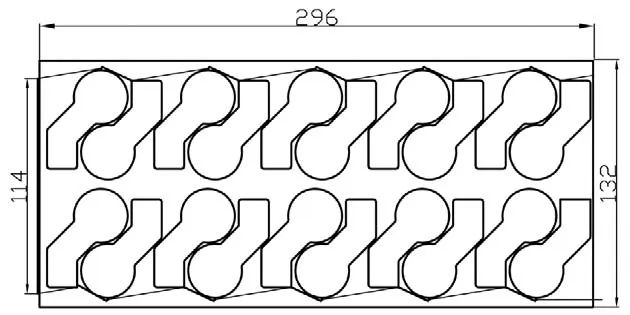
圖2 線切割工藝圖
(5)利用夾具裝夾,車削?11.7 mm外圓和倒角;
(6)利用夾具裝夾,鉆削?9.mm的孔;
(7)利用夾具裝夾,銑削梯形槽;
(8)利用夾具裝夾,鉆?5.0 mm的螺紋底孔;
(9)攻M6的螺紋。
2 夾具結構方案的確定
2.1 夾具結構方案的分析
依據上述采用夾具生產的零件的加工工藝來對夾具進行結構設計,而夾具結構設計的好壞則直接影響該零件的加工精度、加工效率以及夾具的難易程度與成本等。基于這一點,以下通過分析比較法來確定合理的、經濟的夾具結構。根據夾具設計要點:要準確的定位、安全有效的夾緊的原則下,對該零件的夾具結構進行如下方案設計。
方案一:如圖3。
如圖3所示,(1)定位點的選擇:定位點選擇①、②處和B面就能夠準確的對該零件進行定位。定位點①處的選擇是為了解決零件在放置時不會因定位點②處的外圓轉動的不確定性而影響零件的正確位置。定位點②處采用V形定位是對圓形定位常用的方式。(2)零件的夾緊:確定了零件的正確位置后,需對零件進行夾緊,按照圖示若只有③方向的夾緊力,在切削的過程中很可能使零件沿⑥方向上發生旋轉;若只有④方向的夾緊力,很可能在零件安放時或加工中,造成⑦方向的位移而使零件產生位置誤差;應在③、④方向都施夾緊力是最好的,夾緊也是最可靠的,但這樣勢必會使夾具夾緊結構復雜化,若在③、④方向的合力方向⑤方向上施加夾緊力時,設置夾緊機構會相對簡單些。在車削?11.7 mm圓柱面時,還需在A面施加一夾緊力,這樣才是完全的定位與夾緊。
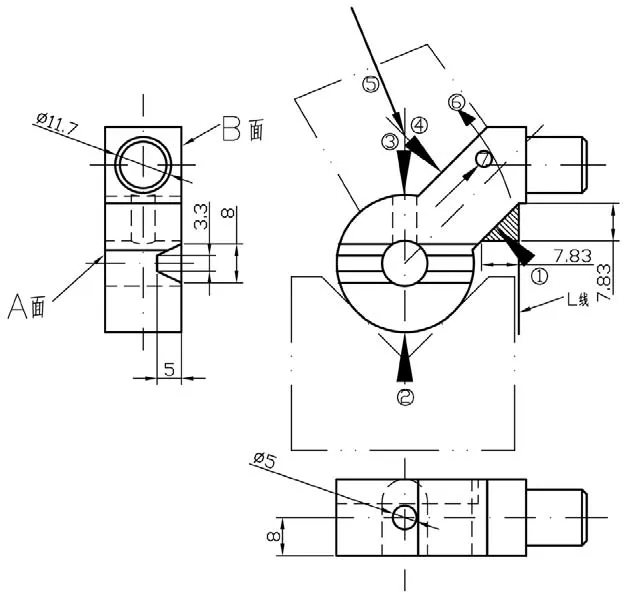
圖3 夾具結構方案一
在定位和夾緊方式確定以后,現在從結構上來分析采用此定位和夾緊方式的合理性,從圖示分析可知:首先,定位點①處,如圖采用的定位塊只有7.8 mm×7.8 mm左右,是難以對定位塊進行固定和定位的,如果要加大其尺寸會使其位置超出L線右邊位置,其結構會直接影響車削?11.7 mm圓柱面的加工,導致其無法加工。其次,在⑤方向上施加夾緊力時設置夾緊機構,也是相當復雜的,同時需在圖示中⑤方向處使用類似雙點畫線框的壓力塊,使夾緊力分解成③、④方向的力,而壓力塊剛好又阻礙了鉆?5.0 mm的螺紋底孔的加工工序,該結構形式只能完成鉆削?9.5mm、銑削梯形槽的加工內容。所以,仍須想辦法解決車削?11.7 mm圓柱面及倒角工序的問題,同時再設計一副鉆?5.0 mm的螺紋底孔的夾具。
通過以上分析可知,若采用上述方案要想使夾具結構合理,在進行夾具結構設計時是相當復雜的,即使設計合理了,但制造上也會帶來很大的難度,同時需要兩副夾具。
方案二:如圖4。
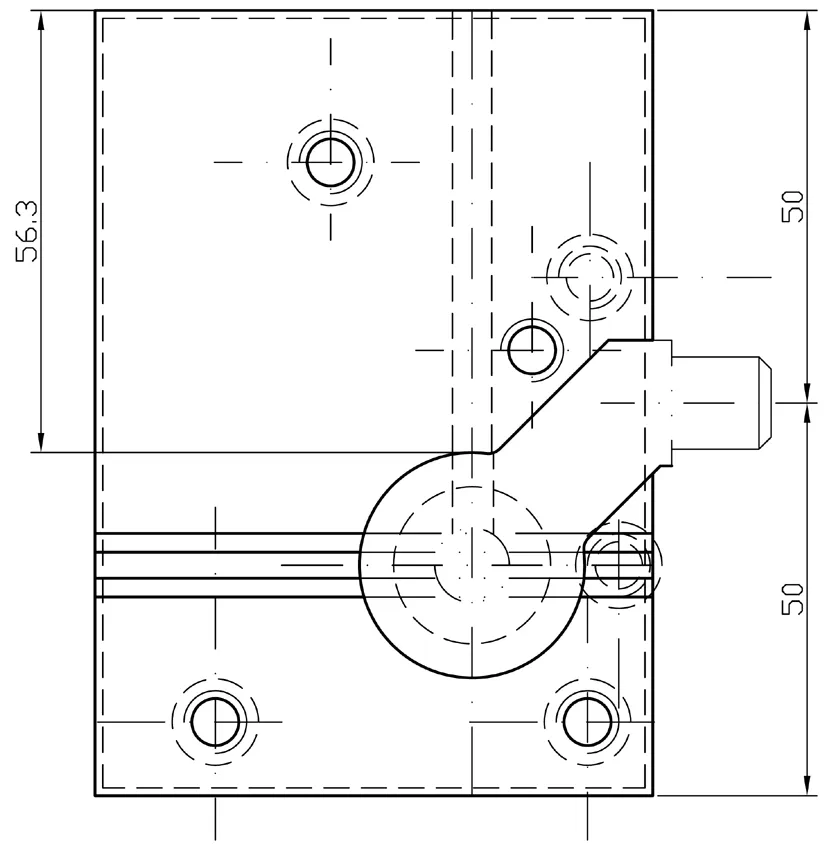
圖4 夾具結構方案二
對圖4夾具結構圖進行分析,此零件采用B面定位、A面夾緊和采用零件外輪廓與夾具上的定位槽孔間較小間隙配合的方式進行定位,間隙量選為0.01 mm~0.02 mm范圍內,因采用對零件的大部分外輪廓進行定位,同時存在間隙,所以缺少外形定位的夾緊機構,只有A面提供夾緊力,但通過圖4可以看出,因為存在間隙在加工的過程中可能由于放置或切削力而是零件存在定位誤差,如圖5定位誤差圖能夠清晰的了解到,如果按照最大間隙量0.02 mm進行分析,該零件無論是放置還是切削力的作用,致使該零件的最大定位誤差只有0.02 mm,當零件向前、后、左、右位移達到最大0.01 mm時,將與夾具上的定位槽孔產生剛性接觸,將無法再產生位移。
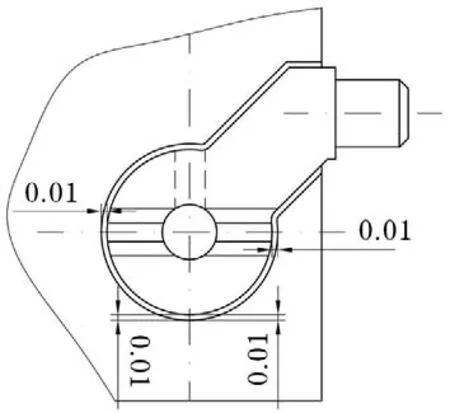
圖5 定位誤差圖
根據零件圖的尺寸要求,經分析采用該定位夾緊結構方式可以滿足其精度要求。同時,從該夾具結構上來看,也可以滿足各加工工序的內容,所以該結構應該說是合理的了,從夾具的加工方法上來看,該夾具的制造也是比較容易的,同時成本也較低。
但是,由于夾具制造安裝問題導致其結構尺寸受到限制,其尺寸很難小于100 mm(如圖4),這樣以來,鉆?5.0 mm的螺紋底孔時,要在夾具上先預制出導向孔,從圖4的結構圖中可以清楚地看到其導向孔深度不小于56 mm,因考慮導向孔較深,?5.0 mm鉆頭較小剛性較差,很可能造成導向孔產生歪斜而不垂直,從而影響夾具的質量。所以,決定這一處結構將有待考慮。
方案三:如圖6。
因方案二中僅是在鉆?5.0 mm的螺紋底孔時,要在夾具上先預制出導向孔的結構決定有待考慮,其他加工內容依然采用方案二的結構是可以滿足加工需求的。
經分析,考慮到對該零件客戶要求比較急,為了進一步加大生產效率,按時交付零件,同時,又由于對方案二中對在鉆?5.0 mm的螺紋底孔時,要在夾具上先預制出導向孔的質量問題的顧慮,決定另設一副專門用于鉆?5.0 mm的螺紋底孔時夾具結構,而重新設計用于鉆?5.0 mm的螺紋底孔時的夾具結構,只需把導向孔的深度尺寸減小,即可提高導向孔的質量。因此,又另設了一副如圖6所示的夾具結構,即此方案采用了兩副夾具結構。
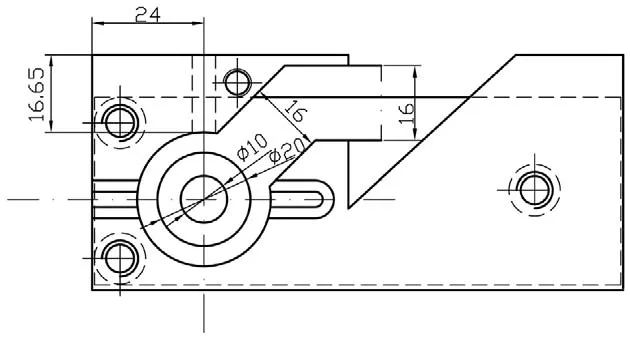
圖6 夾具結構方案三之鉆孔處結構
2.2 夾具結構的選用確定
經過對三個夾具結構方案的對比分析,決定選用方案三的夾具結構設計形式是比較合理的,原因如下。
第一,從方案一的分析不難看出:因方案一有諸多不合理之處,夾具結構也較為復雜,不僅夾具本身制作復雜,成本較高,而且夾具的操作也是相當麻煩的,既不合理,又不經濟。因此方案一的該零件的夾具結構是不予采用的。
第二,方案二的結構操作簡便快捷,夾具的制造也較為簡單。在方案二中假設在鉆?5.0 mm的螺紋底孔時,要在夾具上先預制出導向孔的深度對導向孔的質量沒有影響,此結構應該是最經濟的。若采用了方案二,對于要利用夾具加工的各工序內容只能有一個人逐步的分工序的對零件進行生產加工,為了節省時間提高效率,唯一采用的辦法也只能是:
(1)在車床完成車削?11.7 mm外圓和倒角,完成工件100件。
(2)在銑床上鉆削?9.5mm的孔,完成工件100件。
(3)在銑床上銑削梯形槽,完成工件100件。
(4)在銑床上鉆?5.0 mm的螺紋底孔,完成工件100件。
(5)攻M6的螺紋。
從上述加工方式來看,這是采用方案二時最省時的做法,效率是最高的。但從另一個方面來看,效率又是相對低下的,因為只有操作者每完成一道工序才能騰出手來去做下一道工序,所以,例如當在車削?11.7 mm外圓和倒角的工序時,車出的零件只能空置等待第100件的完成,才能去做下一道工序,操作者及他人均無能為力,這樣加工效率就降下來了,同時一個人的操作強度也比較大。
第三,相對于方案二所言,若采用了方案三的兩副夾具結構,同樣具有操作方便快捷的特點。只是對于要利用夾具加工的各工序內容不再是只有一個人來逐步的分工序的對零件進行生產加工了,而是第一個操作者在車削?11.7 mm外圓和倒角的工序時,車出的零件可以馬上被第二個操作者利用圖六的夾具結構去做下一道工序在銑床上進行鉆削?9.5mm的孔加工,第一個加工者完成車削?11.7 mm外圓和倒角的工序后,可繼續接替在銑床上銑削梯形槽的工序,第二個操作者在完成鉆削?9.5mm的孔的工序后,可繼續接替在銑床上鉆?5.0 mm的螺紋底孔的工序內容,這時第一個操作者又可以進行攻M6的螺紋的工序內容。從這里不難看出,在加工效率上該方案比方案二提高了一倍,而操作者的勞動強度卻降低了一倍。同時,也把這兩副夾具的功用發揮到了極致,不再是當初結構設計時只完成指定的一項或幾項工序內容。從客戶角度考慮,因為客戶要求比較迫切,顯得方案三更為符合實際需求。
綜上所述,通過分析比較法確定了使用方案三的夾具結構進行該零件的生產加工。所以,綜合考慮,方案三相對合理、經濟,且針對該零件加工的夾具結構,確實有效地提高了加工效率,降低了成本和減輕了工人的勞動強度。
3 夾具的結構總裝圖
3.1 夾具局部結構的作用
在圖7(a)中,在夾具體的下體板開設一?20 mm的孔,其主要作用是當鉆削?9.5mm的孔時或銑削梯形槽時,防止加工廢渣進入夾具體的下體板的定位面上影響定位精度,同時用于輔助卸件作用;在圖7(b)中,在夾具的定位上體板上開口處設有兩個螺釘緊固,其主要作用是增強定位板開口處抵抗變形的能力,尤其在車削時防止車削力使其產生變形擴大開口處,造成定位誤差或失去定位作用。
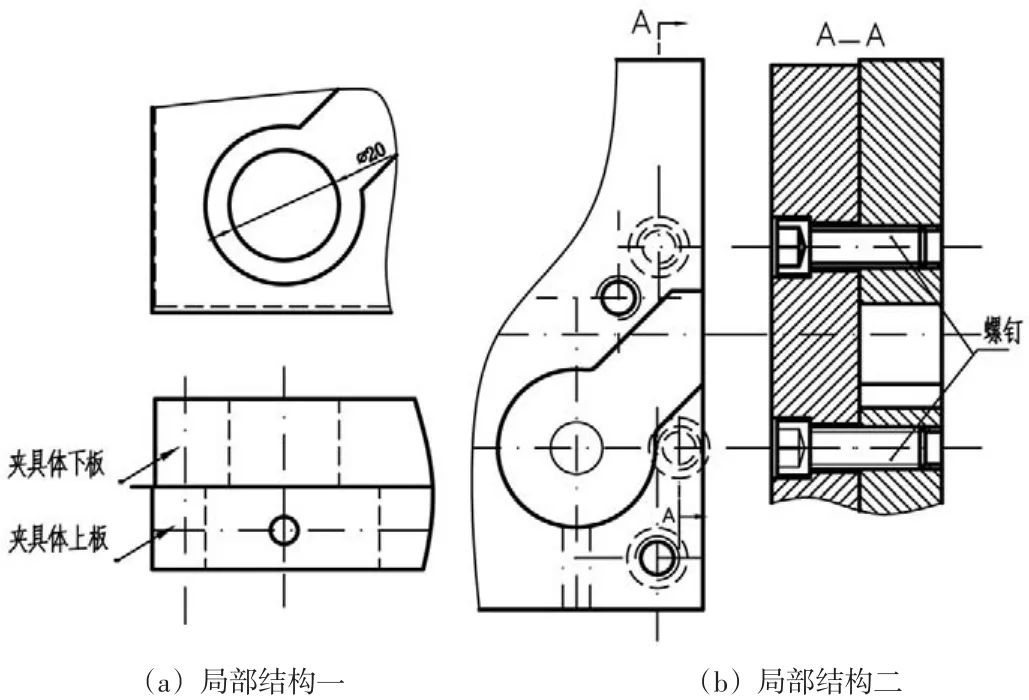
圖7 夾具的局部圖
3.2 夾具結構總裝圖
夾具結構總裝圖如圖8、圖9所示。
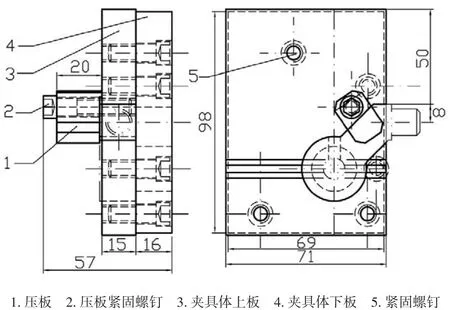
圖8 夾具結構總裝圖一
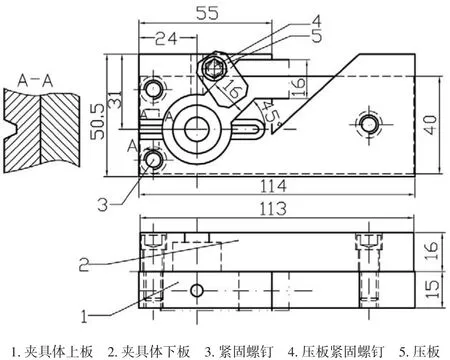
圖9 夾具結構總裝圖二
4 結論
通過對該夾具結構的設計,突破了書本上典型的傳統的定位夾緊的方式,利用先進的線切割設備制造出了采用配合形式的合乎使用的定位準確、夾緊有效、操作簡單的夾具結構,并且夾具結構較為合理、經濟。該夾具結構在實際生產中使用效果良好能滿足使用要求。
[1]周增文.機械加工工藝基礎(第1版)[M].長沙:中南大學出版社,2003.
[2]王先逵.機械制造工藝學(第1版)[M].北京:機械工業出版社,1995.
[3]廖念釗.互換性與測量技術(第3版)[M].北京:中國計量出版社,2002.
[4]李名望.機床夾具設計實例教程(第1版)[M].北京:化學工業出版社,2011.
[5]吳拓,方瓊珊.機械制造工藝與機床夾具課程設計指導(第1版)[M].北京:機械工業出版社,2010.
[6]朱耀祥,浦林祥.現代夾具設計手冊(第1版)[M].北京:機械工業出版社,2010.
[7] 李存霞,姬瑞海.機床夾具設計與應用(第5版)[M].北京:北京交通大學出版社,2012.
[8]吳拓.現代機床夾具設計(二版)[M].北京:化學工業出版社,2011.
猜你喜歡
小獼猴智力畫刊(2023年4期)2023-04-23 08:49:58
哲學評論(2021年2期)2021-08-22 01:53:34
中華詩詞(2019年7期)2019-11-25 01:43:04
模具制造(2019年3期)2019-06-06 02:10:54
中學生數理化·高一版(2018年1期)2018-02-10 05:20:03
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
七彩語文·寫字與書法(2016年7期)2016-07-28 21:40:22
七彩語文·寫字與書法(2016年6期)2016-07-15 19:36:34
人間(2015年21期)2015-03-11 15:23:21
現代企業(2015年9期)2015-02-28 18:56:50