有限元數(shù)值模擬技術在大型鋯合金鑄錠鍛造加工過程中的應用
2018-06-06 02:15:22王練國核寶鈦鋯業(yè)股份公司
鍛造與沖壓 2018年11期
文/王練·國核寶鈦鋯業(yè)股份公司
隨著有限元理論的廣泛應用及計算機技術的快速發(fā)展,運用計算機數(shù)值模擬技術對鍛造過程進行仿真分析,在盡可能少或者無需物理試驗的條件下,模擬得到金屬流動規(guī)律、溫度場、應力場甚至晶粒組織的演變規(guī)律等相關信息,再根據(jù)得到的信息修改工藝參數(shù)和模具設計已成為可能。
鋯合金因其具有密度低、比強高、耐腐蝕、加工性能優(yōu)異以及熱中子吸收截面低等一系列優(yōu)點,而被廣泛用作水堆的結(jié)構材料,如包殼管、定位格架和端塞等。開坯鍛造過程作為鋯合金管棒材生產(chǎn)過程的重要一環(huán),主要目的是改善組織,提高金屬的綜合性能,即在獲得合理坯料尺寸的同時,為后續(xù)熱處理、擠壓及軋制過程提供必要的組織基礎。
鍛造過程中,合金的鍛前加熱機制及鍛造工藝,對最終鍛件的質(zhì)量有著重要影響。為防止鍛件出現(xiàn)如表面裂紋、內(nèi)部分層、表面折疊、組織粗大不均勻等缺陷,應嚴格控制工件的鍛造工藝;而傳統(tǒng)的研究手段只有通過控制變量、重復試驗的途徑來獲得數(shù)據(jù),這不僅使研發(fā)周期長、工作量大,而且需要耗費大量的鋯材資源,產(chǎn)生高昂的研發(fā)成本,對于核工業(yè)領域的鑄錠大型化發(fā)展趨勢來說顯然已極不適合。
隨著有限元理論的廣泛應用及計算機技術的快速發(fā)展,運用計算機數(shù)值模擬技術對鍛造過程進行仿真分析,在盡可能少或者無需物理試驗的條件下,模擬得到金屬流動規(guī)律、溫度場、應力場甚至晶粒組織的演變規(guī)律等相關信息,再根據(jù)得到的信息修改工藝參數(shù)和模具設計已成為可能。在國內(nèi),該方法已由中科院金屬研究所、西北工業(yè)大學等科研院校在鈦材鍛造加工輔助分析中成功應用,效果較好。不僅極大提高了研發(fā)效率,同時也節(jié)約了大量寶貴資源。但在核級鋯材加工領域,受實際加工技術條件限制,該方面的研究工作還鮮有報道。
本文正是基于此,針對大型鋯合金的開坯鍛造過程,以實際的鍛造工藝為基礎,借助新興的有限元數(shù)值模擬手段,通過系統(tǒng)分析不同加工工藝對坯料鍛造過程及組織情況的影響規(guī)律,綜合介紹了有限元數(shù)值模擬技術在傳統(tǒng)鋯材加工分析中的應用情況,以期在為實際工業(yè)生產(chǎn)提供技術參考的同時,也為新型鋯合金的加工工藝開發(fā)提供一種新的研究思路。
研究方法
本文以大型 Zr-4合金鑄錠的一火次鍛造過程為例,坯料及工裝模具有限元模型均使用Pro/E 5.0軟件建立,合金主要熱物理性能參數(shù)包括彈性模量、泊松比、比熱、熱導率、熱膨脹系數(shù)及熱輻射率等參考文獻。材料鍛造變形時的真應力-應變數(shù)據(jù)通過Gleeble-3800型熱物理模擬試驗機測試獲得。同時,根據(jù)文獻中提供的Zr-4與5CrMnMo模具材料的熱交換系數(shù),確定坯料與機械手、坯料與上下砧塊及坯料與環(huán)境之間的熱輻射和熱對流系數(shù)。坯料與工裝模具之間的摩擦采用剪切摩擦模型,摩擦系數(shù)設定為0.44。計算均采用六面體網(wǎng)格,六面體單元尺寸為32mm,總共劃分了30360個六面體網(wǎng)格。合金加熱、轉(zhuǎn)移、空冷處理以及一火鍛造過程的數(shù)值仿真均借助于Simufact.forming-12.0版軟件完成,總體有限元模型如圖1所示。
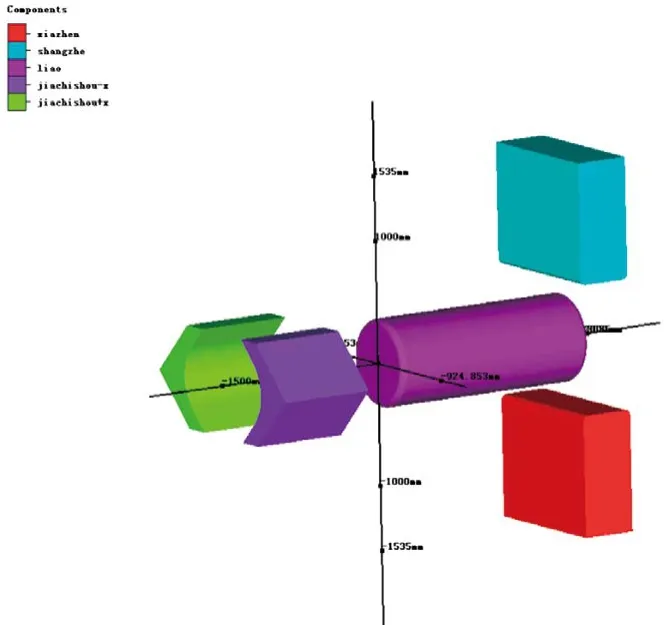
圖1 Zr-4合金一火鍛造過程有限元模型
結(jié)果與討論
鍛前工藝仿真
針對研制的大型Zr-4鑄錠,鍛前依據(jù)以往生產(chǎn)經(jīng)驗以及現(xiàn)場設備能力設計了兩組加工工藝參數(shù),分別是低溫持續(xù)變形以及高溫大變形方式,為預判兩者可行性與否,仿照具體工藝參數(shù)分別進行了工藝仿真。

圖2 □430~470mm坯料表面溫度場分布
圖2所示即為材料低溫持續(xù)變形方式下,由原始鑄錠鍛至中間□430~470mm時的表面溫度場分布。由圖可看出,坯料頭部表面溫度約625℃、尾部表面溫度約615℃,均已低于終鍛溫度控制點650℃。
分析發(fā)現(xiàn),當將坯料鍛至□430~470mm時,如圖3所示其表面最大拉應力A面約81MPa、B面約92MPa。這同Zr-4合金在該溫度下的抗拉強度(約80~90MPa)非常接近,因此可預測坯料繼續(xù)鍛造表面會有開裂的風險。
進一步分析驗證可借助鑄錠樣品的Gleeble試驗來實現(xiàn),選取試驗溫度620℃和650℃、應變速率0.1/s、應變量0.9,觀察熱壓縮后的樣品表面狀況,從圖4中可看出:溫度低于650℃時,樣品表面已出現(xiàn)明顯裂紋,且溫度越低開裂越嚴重,此即表明實際鍛造時,若坯料表面溫度低于650℃,繼續(xù)加工將有可能使表面出現(xiàn)裂紋,從而影響表面質(zhì)量,因此坯料需進行回火處理。
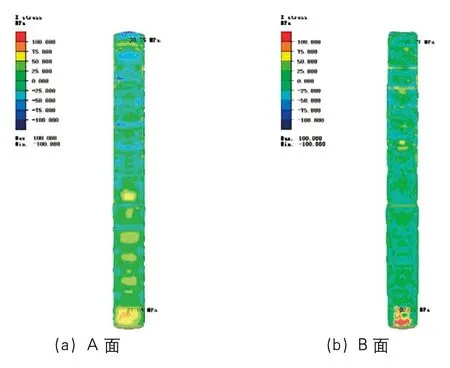
圖3 □430~470mm坯料不同表面拉應力分布
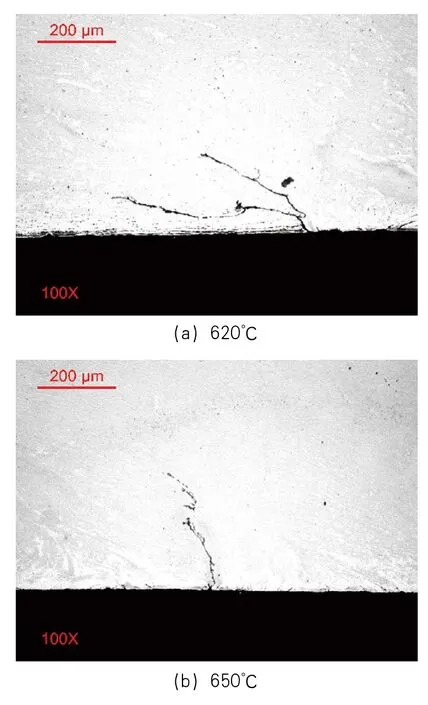
圖4 □430~470mm坯料不同表面裂紋
相較于低溫持續(xù)變形工藝,當試驗采用高溫大變形方式時,由第二組數(shù)值仿真結(jié)果(圖5)可發(fā)現(xiàn),即使當坯料由□430~470mm鍛至一火終鍛尺寸□340~370mm時,其頭尾端表面溫度也將遠遠高于650℃,達到750℃;而同時,材料表面拉應力峰值僅30MPa左右,因此該工藝下可不用進行回火處理。綜合比較兩組工藝,從縮短工藝流程、節(jié)約生產(chǎn)成本的角度來說,在鍛造設備能力允許的情況下,宜選擇第二種高溫大變形成形方式。

圖5 工藝2□340~370mm坯料表面溫度場和應力場分布
鍛后輔助分析
一火次鍛造結(jié)束后,為對比分析坯料不同區(qū)域的組織差異以及變形工藝的影響規(guī)律,在整根鍛坯的中間位置切取了一段20mm厚的板坯,又進一步取其1/4作為全局代表,然后分別沿中線(“Z”表示)及對角(“D”表示)兩個方向分區(qū)域取樣(圖6),再在50×下進行了金相觀察試驗。
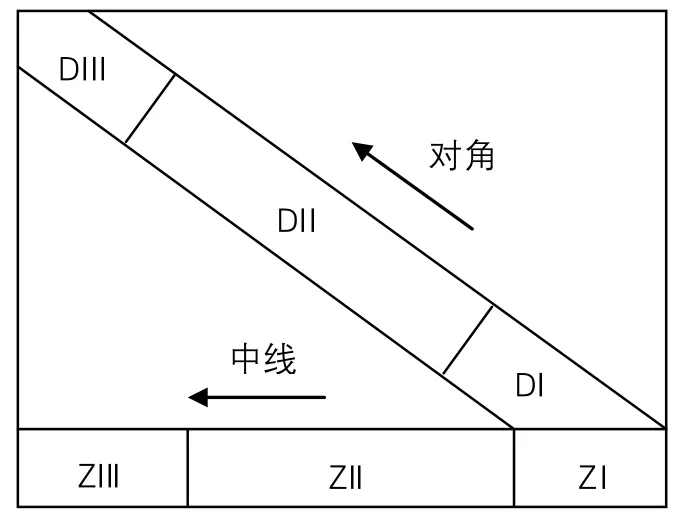
圖6 □340~370mm坯料1/4取樣位置示意圖
圖7(a)、(c)、(e)所示為對角線方向內(nèi)、中、外三區(qū)域的50×金相組織照片。整體來看,三區(qū)域的晶粒由里至外似乎呈現(xiàn)尺寸逐漸“減小”趨勢,但嚴格區(qū)分可發(fā)現(xiàn),三個位置的晶粒組織類型有所差異。實際上,坯料心部區(qū)域(DI)晶粒形態(tài)主要是一定粒度的等軸晶粒,尺寸均在40~50μm左右;邊角區(qū)域(DIII)微觀組織則是由等軸晶粒和破碎的鑄態(tài)組織共同構成,且由內(nèi)至外(DIII細分為幾個區(qū)域)等軸晶粒數(shù)量逐漸減少,而細小的鑄態(tài)組織逐漸增多;中間區(qū)域(DII)處于內(nèi)外過渡位置,組織中以等軸晶粒為主,輔以極少量的鑄態(tài)組織,且與心部區(qū)域?qū)Ρ龋涞容S晶粒尺寸更為細小,鑄態(tài)組織更為粗大。
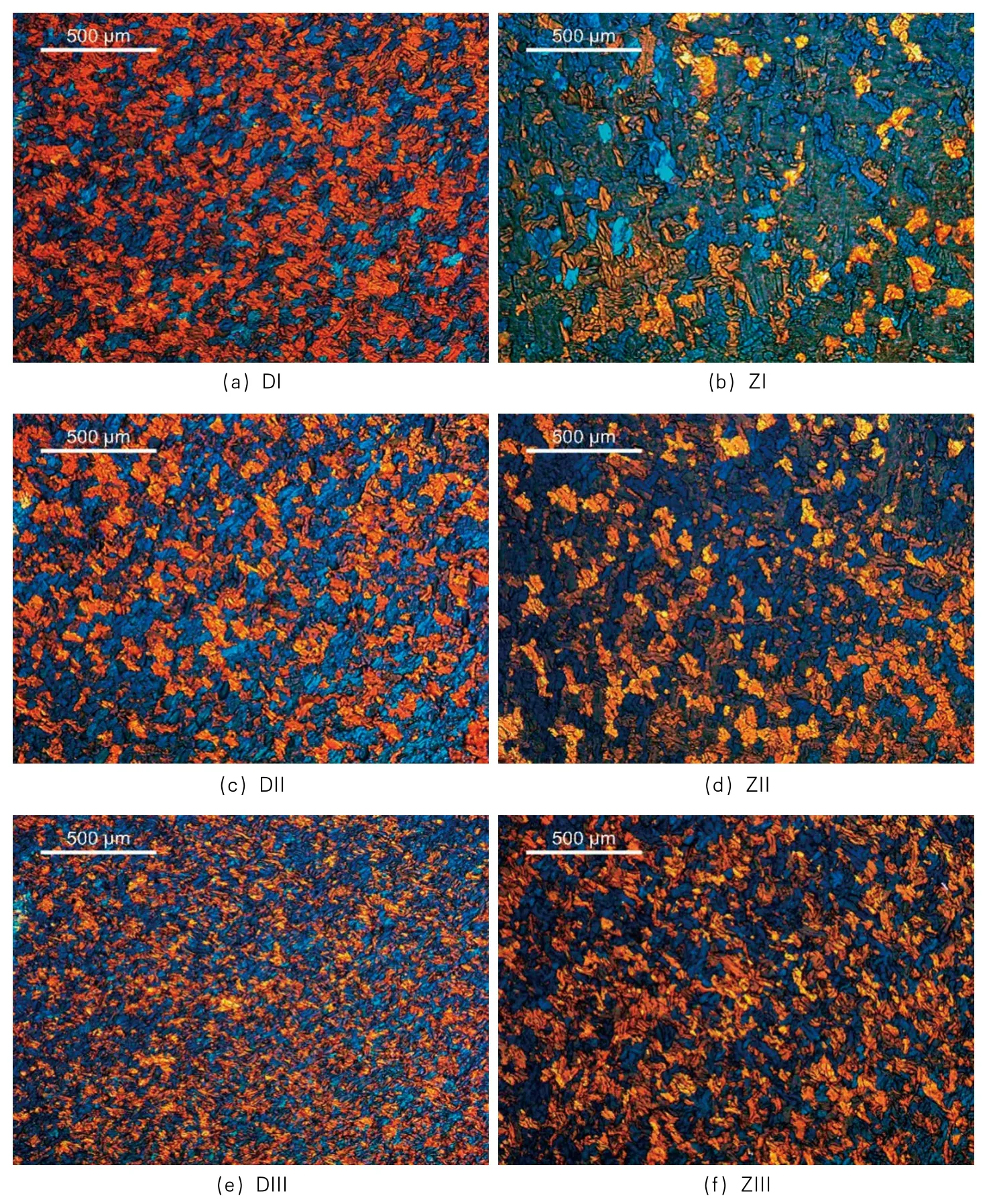
圖7 □340~370mm坯料對角和中線方向50×金相照片
坯料中線方向上內(nèi)、中、外區(qū)域的50×金相組織照片如圖7(b)、(d)、(f)所示。由圖7可看出,其各自形貌特征以及對比情況均與對角線方向上類似。另外,由圖(e)(f)對比還可發(fā)現(xiàn),相較于邊緣位置(ZIII),坯料邊角位置(DIII)的晶粒尺寸要更為細小一些。
鍛造過程中,坯料晶粒組織分布差異主要由不同區(qū)域溫度分布及變形程度差異造成。一方面,由第二組工藝仿真結(jié)果(圖8)可看出,坯料由原始鑄錠加工至□340~370mm時,受鍛造變形熱及熱輻射影響,心部溫度要明顯高于中間及表層;另一方面,從一火鍛造模擬□340~370mm坯料50%處的應變場分布圖(圖9)可發(fā)現(xiàn):坯料心部區(qū)域變形程度最為劇烈,往外逐漸減弱,四個對角較邊緣中心處又要強一些。

圖8 □340~370mm坯料橫截面溫度場分布圖

圖9 □340~370mm坯料50%處應變場分布圖
坯料區(qū)域變形程度越劇烈,晶粒被擠壓破碎得越徹底,其尺寸也就可能越細小;同時變形量越大,晶粒再結(jié)晶溫度也越低。因此,對于□340~370mm坯料對角線方向來說,心部區(qū)域一方面由于劇烈的擠壓變形,使得原始鑄態(tài)組織能夠被充分破碎,可能獲得細小晶粒;另一方面,由于長時間處于β相區(qū),高溫下鑄態(tài)組織晶界處開始發(fā)生再結(jié)晶,且受大變形量的影響,再結(jié)晶溫度降低,短時間內(nèi)即能再結(jié)晶完全;隨后晶粒便開始長大。最終兩方面因素共同作用使得心部區(qū)域主要由一定粒度的等軸晶粒組成。坯料邊角位置變形程度較心部小,溫度因與空氣接觸也較低,因此該區(qū)域由于發(fā)生再結(jié)晶而形成的細小等軸晶粒較少,而主要是由原始鑄造組織受擠壓破碎獲得的細小長條組織。中間區(qū)域變形量和溫度值均介于內(nèi)外之間,因此既有比心部區(qū)域更加細小的再結(jié)晶等軸晶粒組織,也有因再結(jié)晶不完全而殘留的破碎鑄態(tài)組織。
另外,對于坯料邊角及邊中兩位置的組織差異,由于原始組織同為鑄態(tài)組織,且鍛造過程中溫度差異也較小,因此出現(xiàn)差異的主要原因在于兩位置的變形程度不一樣。圖9中線上的邊緣區(qū)域應變值低,在變形過程中屬于難變形區(qū);而對角線上的邊角區(qū)域顏色明顯要深一些,因此受擠壓變形程度更劇烈一些,從而晶粒組織也將被破碎得更充分一些。
綜上分析可見,在大型鋯合金鑄錠開坯鍛造過程中,有限元數(shù)值模擬技術無論是針對鍛前的工藝設計,還是關于后期鍛造組織的形成機理,均能起到很好的輔助分析作用,表現(xiàn)出極強的學術及工程應用價值。
結(jié)論
本文基于Zr-4合金的一火次開坯鍛造過程,利用有限元數(shù)值模擬手段,通過系統(tǒng)分析不同加工工藝對坯料鍛造過程及組織的影響規(guī)律,綜合介紹了有限元數(shù)值模擬技術在傳統(tǒng)鋯材加工分析中的應用情況,得到如下結(jié)論:
⑴將有限元數(shù)值分析技術結(jié)合企業(yè)生產(chǎn)實際,應用于大型鋯合金鑄錠鍛造的加工工藝制定,可在較少甚至不需要物理試驗的條件下,完成鍛前工藝參數(shù)的優(yōu)化設計;
⑵將新興有限元分析技術與傳統(tǒng)金相等檢測手段相結(jié)合,可在鋯合金鍛造組織形成機理分析工作中,相得益彰,發(fā)揮重要作用;
⑶有限元數(shù)值模擬技術的應用不僅能夠極大地提高研發(fā)效率,同時也將節(jié)省大量寶貴的鋯材資源,對我國新型核用鋯合金的研發(fā)將具有重要的工程價值和學術意義。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
機械工程師(2015年10期)2015-02-02 01:14:03
石油化工應用(2014年8期)2014-03-11 17:40:03
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24