“鑄件砂型近凈成形成套裝備”的研究及應用
2018-06-08 03:47:38姚繼成崔瑞奇李來升趙林棟蔡少剛董永博孫玉霞張戰(zhàn)友李琛郝連濤
中國鑄造裝備與技術 2018年3期
姚繼成 ,崔瑞奇 ,李來升 ,趙林棟 ,蔡少剛 ,董永博 ,孫玉霞 ,張戰(zhàn)友 ,李琛 ,郝連濤
(1.國機鑄鍛機械有限公司,山東濟南 250306;2.濟南鑄鍛所檢驗檢測科技有限公司,山東濟南 250306;3.濟南鑄造鍛壓機械研究所有限公司,山東濟南 250306)
鑄造是汽車、裝備制造業(yè)、船舶、電力等國家支柱產業(yè)的基礎行業(yè),2016年我國鑄件總產量達到4720萬噸,產值超過5000億元,鑄件產量連續(xù)17年居世界首位,約占世界總產量的二分之一,已成為名副其實的鑄造大國。但鑄造行業(yè)大而不強,一方面大量出口普通鑄件,另一方面進口高端鑄件。據統(tǒng)計,出口普通鑄件約1400美元/噸,而進口高端鑄件約7000美元/噸。國內高產量、低端的鑄件很大程度上是以高能(資源)耗、高污染和廉價勞動力為代價換來的,其主要原因是鑄造機械裝備的技術水平低、缺乏智能化。
鑄件砂型近凈成形成套設備集成了靜壓造型、自動澆注、智能化連線等先進技術,已經成為鑄造行業(yè)高新技術的代表,相對于傳統(tǒng)砂型鑄造工藝設備,鑄型具有輪廓清晰、表面硬度高且均勻、表面粗糙度低、拔模斜度小、型廢率低等優(yōu)點,而且更加節(jié)能和環(huán)保,是新建鑄造廠的首選裝備。
國內砂型近凈成形成套裝備水平與發(fā)達國家相比存在很大差距,大部分企業(yè)在關鍵、共性技術方面的研究能力薄弱、獨立自主知識產權匱乏;鑄造行業(yè)長期沿用傳統(tǒng)的微震造型、高壓造型、氣沖造型等工藝技術;依賴人工澆注或者人工操作的半自動澆注模式;整條生產線的生產率在200箱/小時以下;生產出來的鑄件表面粗糙、加工余量大、內部質量差,并且高能耗、高污染。以上狀態(tài)嚴重阻礙了我國裝備制造業(yè)和汽車、電力等支柱產業(yè)的進步和發(fā)展。
鑒于以上鑄造行業(yè)的背景,國家批準了“鑄件砂型近凈成形成套裝備”項目的立項,項目編號為:2009ZX04006-021。
1 本項目的主要研究內容
針對項目中的“靜壓造型自動生產線”、“全自動澆注機”及“鑄件抓取機械手”等近凈成形裝備的關鍵技術,進行了如下研究:氣流預緊實+多觸頭高壓壓實雙工藝的造型技術(簡稱靜壓造型);全自動澆注技術;靜壓線的智能化連線技術。依此形成高效率、高質量的鑄件砂型近凈成形成套裝備。
1.1 靜壓造型緊實技術
砂型鑄造由造型、熔化、砂處理、制芯及清理工部組成,在這五大工部中,造型是龍頭。任何新建鑄造工廠都是首先制定造型的工藝方法和選擇造型裝備。
國內逐漸淘汰了手工造型和微震造型。目前采用較多的是高壓造型和氣沖造型。高壓造型是采用液壓油缸對型砂進行壓實。其缺點是:只使用一個壓板進行壓實,當砂箱尺寸增大時,無法使壓實缸的缸徑或油壓滿足需要。這樣無法制作比較大的鑄件,也勢必導致鑄件存在內部質量缺陷。氣沖造型經過幾十年的使用和發(fā)展,人們逐漸發(fā)現單一氣沖造型也存在許多問題:鑄件粘砂、飛邊、變形,不適宜造高模樣和復雜的鑄型。
根據以上問題,近凈成形成套裝備項目組通過調查研究和大量試驗,研發(fā)了氣流預緊實+多觸頭造型技術(簡稱靜壓造型)。
靜壓造型工藝采用氣流預緊實技術和多觸頭高壓工藝來實現造型過程。其中“靜”是因為大大的減少了噪音,“壓”是因為采用了多觸頭高壓造型。氣流預緊實所帶來的背面砂層壓實力不夠的問題由多觸頭高壓來解決。而多觸頭高壓對分型面或復雜型腔內的型砂壓實不均的問題由氣流預緊實技術解決,兩項技術相輔相成完美的完成了整個造型過程(見圖1)。
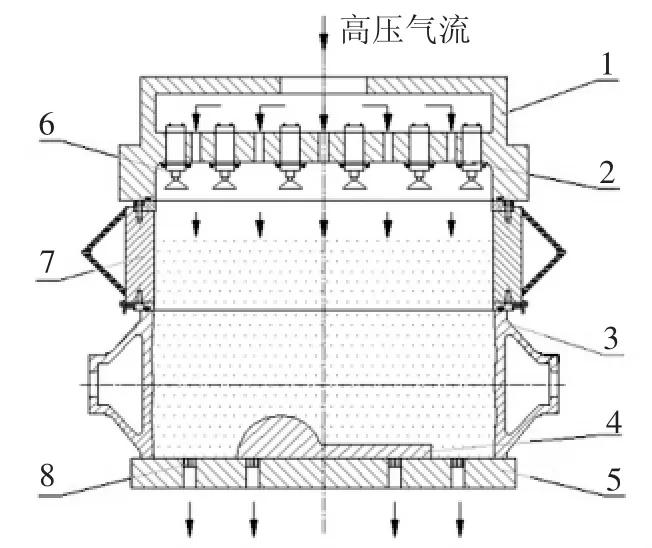
圖1 氣流預緊實+多觸頭壓實示意圖1—壓頭體 2—氣沖孔 3—砂箱 4—模型5—模板 6—多觸頭 7—輔助框 8—排氣塞
靜壓造型的關鍵技術主要包括氣流預緊實技術、多觸頭壓實技術和靜壓造型機壓實梁有限元分析。
1.1.1 氣流預緊實技術
氣流預緊實的關鍵技術為大流量吹氣閥(亦稱靜壓閥)的研發(fā)。主要由撞塊、進氣油缸、閥體、進氣密封板、排氣閥、排氣缸、排氣密封板組成(見圖2)。靜壓閥工作時,高壓氣體充滿整個閥體3,此時進氣密封板4關閉,防止高壓氣體往下部砂箱供氣;當系統(tǒng)通知需要氣流預緊實時,進氣油缸2驅動進氣密封板4快速打開然后快速回彈關閉,要求整個過程在0.3秒內完成。使得高壓氣體快速進入下部砂箱,完成對型砂的氣流預緊實。為了滿足油缸的快速開啟及關閉,研究設計了雙活塞桿油缸。油缸背面的活塞桿上設計了撞塊1,在活動和靜止兩個撞塊之間安裝了彈簧以便快速回彈。
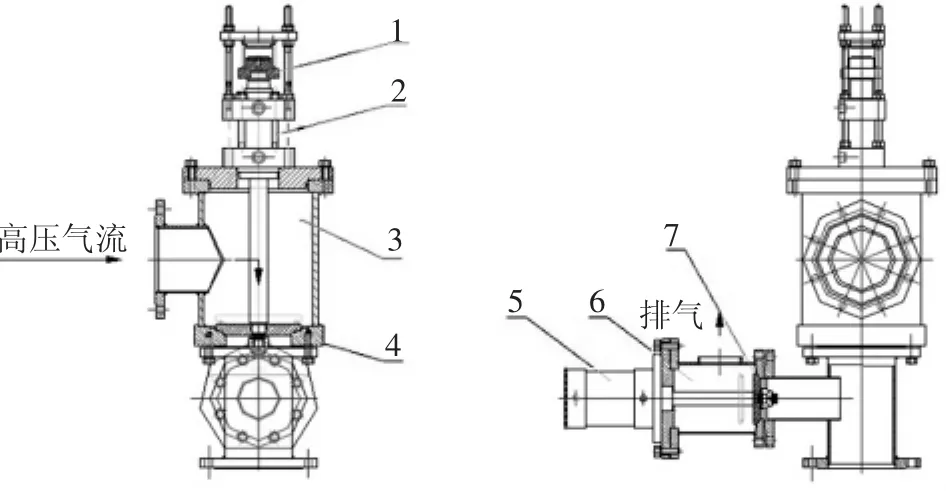
圖2 靜壓閥示意圖1—撞塊 2—進氣油缸 3—閥體 4—進氣密封板5—排氣缸 6—排氣閥 7—排氣密封板
在氣流預緊實結束后,因為時間短,高壓氣體不能全部排出,在起模前需要對密閉的鑄型型腔進行排氣。排氣閥有一個氣缸排氣密封板7,在正常工作時是關閉的,當氣流預緊實完成后則打開進行排氣。排氣閥足夠大的排氣通徑有效降低了排氣噪聲。該靜壓閥使氣體在0.3s內將型砂預緊實。
1.1.2 多觸頭壓實技術
針對專項中規(guī)定的砂箱尺寸(1000mm×800mm),通過試驗研究,采用多觸頭壓實技術,共采用了30個壓實油缸。由于每個油缸都是獨立的,在壓實時壓頭的自導向性是關鍵。項目組研發(fā)了雙向組合密封的活塞密封形式以提高其高速運行和自導向性,同時在缸頭密封處設計了兩級導向環(huán)。
30個油缸需要同時下壓,壓頭相對的同步誤差設計要求不能超過5mm。在油缸的無桿腔供油處進行了阻尼設計,通過反復的理論計算和試驗,確定了阻尼孔的孔徑,實現了油缸的同步,并將同步誤差控制在5mm以內,同時不喪失壓實速度。
方形壓頭比較圓形壓頭具有型砂接觸面大,壓實均勻的優(yōu)點,但存在油缸活塞桿可能出現自轉帶來的弊病。通過試驗研究,研發(fā)了防止油缸活塞桿自轉的裝置,該裝置由固定在缸蓋法蘭上的方形止轉桿和固定在活塞桿上的止轉套組成。
每個壓實油缸都是獨立運行,每個缸的壓頭每次回縮后都要保證在頂位,否則就會出現撞擊油缸的事故。為了解決這一問題,項目組研發(fā)了多觸頭壓實缸(見圖3)。在油缸的缸蓋法蘭上設計了耐高壓接近開關,以確認油缸是否回縮到位,此接近開關為齊平設計以防止無感應周邊,且感應距離為3mm。超出感應距離則報警,保證了設備的正常運行。該多觸頭壓實缸活塞桿具有同步、止轉及檢測位移等特點。
1.1.3 靜壓造型機壓實梁有限元分析
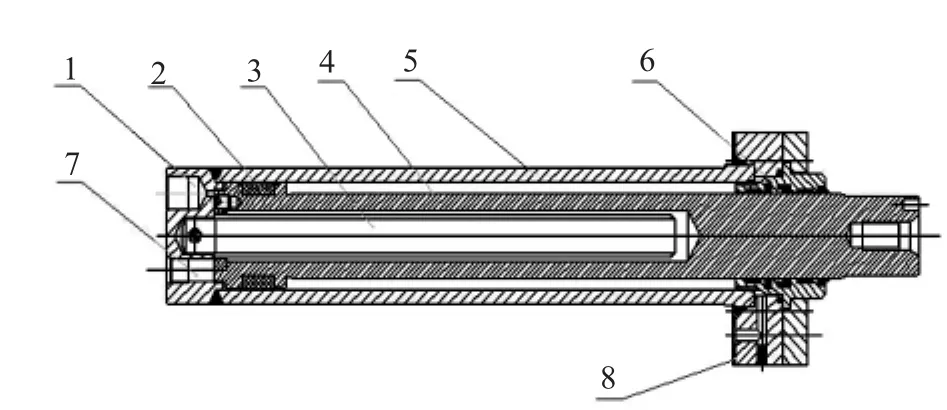
圖3 壓實缸1—帶阻尼的供油孔 2—活塞上的雙向組合封 3—止轉機構 4—體的活塞桿 5—油缸體 6—帶一級防塵兩級導向兩級密封前端法蘭密封銅套 7—耐高壓接近開關安裝口 8—缸頭法蘭密封墊
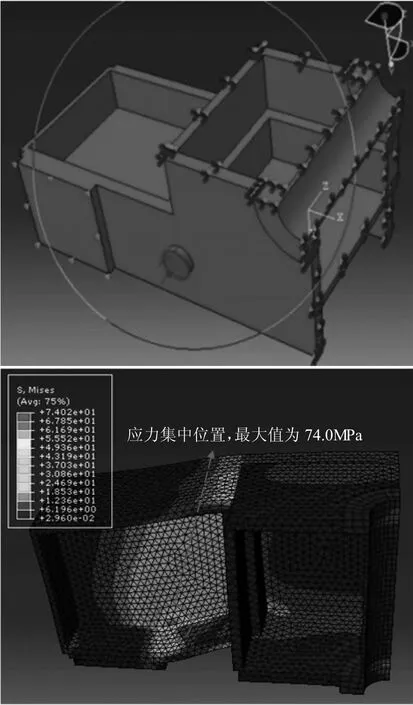
圖4 有限元分析
在靜壓過程中多觸頭壓實產生的力作用到靜壓造型機的壓實梁上。為了取得壓實梁在受力、變形、材料、重量等方面的優(yōu)化,項目組對壓實梁進行了有限元分析(見圖4)。最終優(yōu)化了結構并減輕了整體重量,并保證運行精度和使用壽命。
以上靜壓造型緊實技術已應用于近30個用戶,使用效果非常理想。(未完待續(xù))