基于濾膜稱重法的在線式煙塵濃度監測系統設計
2018-06-12 08:00:10鄧喆程永強
現代電子技術 2018年11期
鄧喆 程永強
摘 要: 鑒于諸多現有大氣煙塵監測方法無法實現在線連續監測,監測流程繁瑣,監測效率低等缺點,根據我國基于稱重法的煙塵固體顆粒物監測的相關標準,設計了一種基于濾膜稱重法的在線式煙塵濃度監測系統。該系統使用PLC和WINCC上位機對系統各部分進行實時控制,實現濾膜自動加載要求,對監測數據進行實時分析處理。使用該系統對太原二電廠現場煙塵濃度進行實時監測,監測結果表明,該系統實現了濾膜自動加載以及在線式連續監測和無人值守,對各種需要實時煙塵監測的場所極具實用意義。
關鍵詞: 煙塵濃度監測; 在線監測; 濾膜稱重法; 可編程邏輯控制器; 機械手; WINCC
中圖分類號: TN02?34; TP23 文獻標識碼: A 文章編號: 1004?373X(2018)11?0144?05
Design of on?line smoke concentration monitoring system
based on filter membrane weighing method
DENG Zhe, CHENG Yongqiang
(College of Information Engineering, Taiyuan University of Technology, Yuci 030600, China)
Abstract: The available smoke concentration monitoring methods can′t realize the on?line continuous monitoring, and has the defects of tedious monitoring process and low monitoring efficiency. On the basis of the national standards related to smoke solid particle monitoring based on weighing method, an on?line smoke concentration monitoring system based on filter membrane weighing method is put forward. The PLC and WINCC upper computer are used in the system to control each component of the system in real time, implement the automatic loading of filter membrane, and analyze and process the monitoring data in real time. This system was used to monitor the site smoke concentration of Taiyuan Second Thermal Power Plant in real time. The monitoring results show that the system can realize the automatic loading of filter membrane, on?line continuous monitoring and unattended running, and has extremely practical significance for various sites needing real?time smoke monitoring.
Keywords: smoke concentration monitoring; on?line monitoring; filter membrane weighing method; programmable logic controller; manipulator; WINCC
0 引 言
眾所周知,人類的生存離不開空氣,人們的生活質量與大氣環境質量息息相關。如何解決大氣環境問題成為大家關注的焦點,其中對大氣煙塵濃度的監測尤為重要。當前在線式煙塵監測方法中,濾膜稱重法監測結果不受煙塵顆粒物屬性限制,準確率高,在國家標準中經常被當作其他監測方法的對比方法,但缺點是該方法一般操作較繁瑣,測量周期比較長,噪聲大,不能進行實時監測[1]。根據濾膜稱重法的不足和國家關于煙塵濃度監測的相關標準,本文設計并實現了基于濾膜稱重法的在線式煙塵濃度監測系統,其中包括PLC控制濾膜自動加載系統和稱重系統,大大改善了操作繁瑣問題,使用WINCC組態軟件繪制監測界面、煙塵濃度曲線和歷史數據表格,便于監控人員實時監控操作,保存的各項重要數據為后續分析研究提供了便利。
1 系統結構
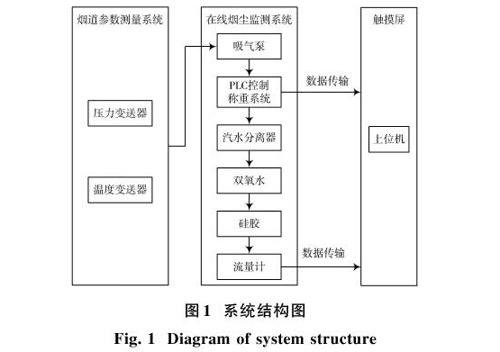
本監測系統采用濾膜稱重法,系統結構圖如圖1所示,將采樣槍伸入煙道中,采樣嘴正對氣流方向,采樣前先打開反吹泵進行反吹;反吹結束后打開吸氣泵進行等速采樣,采集含有煙塵顆粒物的煙道氣體;煙氣流經稱重系統,氣體中的煙塵顆粒物被截留在采樣筒內部的濾膜上,根據采樣前后的濾膜重量差得到煙塵顆粒物的重量;將采樣后的氣體依次通過汽水分離器、雙氧水、變色硅膠等裝置,除去氣體中的水蒸汽和雜質;根據流量計測得煙氣流量;再根據煙氣流量和煙塵顆粒物重量計算出煙塵濃度;最后將煙塵顆粒物重量、煙氣流量、煙塵濃度等重要數據實時顯示在上位機界面上,并對這些數據進行儲存管理。
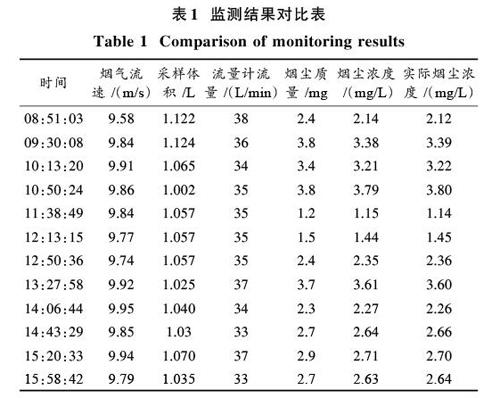
稱重系統是整套設備的核心,系統結構圖如圖2所示,機械手在7個工位之間旋轉。
1) 系統開始運行時,由于機械手所處位置未知,機械手順時針旋轉尋找起始位置,通過1號和6號位接近開關監測機械手,使機械手轉回1號位起始位置;
2) 機械手到達起始位置后,通過光電開關檢測各工位上是否有濾膜,若某工位上有濾膜,機械手轉到該工位吸取濾膜,然后轉到7號廢膜筒處丟棄濾膜;
3) 機械手重新轉回起始位置,吸取2號位濾膜筒內的初始濾膜,順時針旋轉到3號烘干位置,對初始濾膜進行烘干處理;
4) 機械手吸取干燥濾膜,順時針旋轉到5號位電子天平處,稱取初始濾膜質量[m0];
5) 機械手吸取稱重后濾膜,逆時針旋轉到4號位采樣筒處,將濾膜放入采樣筒內,閉合采樣筒,開始抽氣采樣;
6) 采樣完成后,打開采樣筒,機械手吸取采樣后濾膜,順時針旋轉到3號烘干位置,對采樣后濾膜進行烘干處理;
7) 機械手吸取干燥濾膜,順時針旋轉到5號位電子天平處,稱取采樣后濾膜質量[m1];
8) 若[m1≥mmax](濾膜承載上限質量),機械手吸取濾膜,順時針轉到7號位廢膜筒位置將濾膜丟棄,若[m1 9) 丟棄濾膜后,機械手順時針轉回1號位起始位置,等待下一個稱重命令。2 系統控制方案
該系統采用全自動控制方式,自動控制即通過按下啟動按鈕操作完成系統的單機自動運行,無需人工干預;全自動控制指根據現場要求和參數設定實現系統的正常運行,并能夠及時阻斷各種非正常運行,同時進行聲光報警[2]。
采樣裝置前端裝有皮托管和溫度變送器,溫度變送器可以測得煙道中的實時溫度,皮托管可以測得煙道中煙氣的動壓和靜壓[3]。動壓與靜壓的差值為差壓值[ΔP],差壓與煙氣流速成正比關系,通過式(1)和式(2)可以計算得到煙氣流速[Vs](單位:m/s)。測得流速大小以后可以使用PLC的PID模塊對采樣的吸氣泵進行實時調節[4],從而實現等速采樣。
[Vs=1.414×Kp×Pdρ] (1)
[ρ=1.34×273273+ts×Ba+Ps101.325] (2)
式中:[Kp]為皮托管系數;[Pd]為煙氣動壓;[Ps]為煙氣靜壓;[ρ]為煙氣濃度;[ts]為煙氣溫度;[Ba]為大氣壓強。
計算出煙氣的實時流速[Vs]后,再根據式(3)和式(4)計算得到煙塵濃度[C]。
[V=Qs×t] (3)
[C=mn-mn-1V×106] (4)
式中:[n]為大于1的正整數;[m0]為初始濾膜質量;[m1]為第一次采樣后濾膜質量;[mn]為第[n]次采樣后濾膜質量;[V]為干氣體的體積;[Qs]為流量計測得的氣體流量;[t]為采樣時間。
2.1 硬件選型
控制系統PLC選用德國西門子公司S7?200系列的CPU224型號,該型號PLC一共有24個I/O點,14個輸入點,10個輸出點。它可以連接7個功能擴展模塊,并且具有6個高速脈沖計數器和2個獨立的高速脈沖輸出點,具有較強的控制能力[5];同時具有2個RS 485通信口,RS 485通信口可連接計算機,通過PC Access軟件完成與WINCC上位機的通信,從而可以實現對整個系統的在線監控。
1,6號位接近開關選用的是電感式PNP直流三線常開開關,型號為LJ18A3?8?Z/BY,工作電壓為24 V,電流為300 mA,能迅速精準地檢測到機械手位置。
3號烘干處選用的是額定電壓24 V、額定功率50 W的加熱板,通電時表面溫度可達到220 ℃左右,可以快速將濾膜烘干。
5號位電子天平選用的是梅特勒?托利多TLE104E型號,精度可達到ug級別,可以準確稱量煙塵顆粒物的質量。該天平具有RS 232的通信接口,可使用RS 232轉RS 485的數據線與PLC的RS 485通信口連接,從而實現PLC與電子天平的數據交換。它還提供一系列完整的指令,可以使用PLC對天平進行完整的控制。
2.2 稱重系統硬件設計
稱重系統包括多個工位,為滿足系統測量精度,需對多個裝置進行特別定制,其中包括濾膜筒部分、采樣筒部分、廢棄筒部分、控制部分、機械手部分和上位機部分。
2.2.1 濾膜筒部分
濾膜筒結構圖如圖3所示,濾膜筒底部同心圓(半徑為30 mm)上固定三根彈簧,彈簧上方放置一個方形托盤,將100張直徑為90 mm的圓形濾膜和100張邊長為90 mm的方形濾紙交替疊放在托盤上,彈簧處于壓縮狀態。機械手旋轉到濾膜筒位置,吸取最上面的一張濾膜,彈簧向上彈起些許距離,此時最上面一張為濾紙,方形濾紙四角被濾膜筒四角上的四個擋片擋住。由于濾膜透氣,采用濾膜濾紙交替放置和濾膜筒四角有擋片的設計,可以保證每次只吸取一張濾膜,無需對濾膜做任何特殊處理,將濾紙丟棄后可循環取膜,為后續稱重環節做好準備。
濾膜選用的是直徑為90 mm的超細玻璃纖維濾膜,對大氣煙塵顆粒物的捕獲率達到99%以上。
2.2.2 采樣筒部分
采樣筒結構圖如圖4所示,采樣筒由上下兩部分組成。采樣筒上部頂端裝有電動推桿裝置,電動推桿選用的是最大行程為210 mm、最大載重為15 kg的220 V交流電動推桿,由24 V直流電機驅動。在電動推桿作用下可實現采樣筒上下開合。采樣筒下部中放置濾膜托盤,托盤上放置PTFE平墊,機械手吸取濾膜旋轉到采樣筒位置后,濾膜掉落到墊片上。濾膜托盤為不銹鋼材質,托盤上布滿直徑為5 mm的小孔,采樣時煙氣可從小孔通過,同時可避免濾膜受氣流沖擊發生形變。采樣筒上下部分端口處設計成斜口狀,為采樣筒精準閉合提供一定的自由度,端口處的凹槽內裝有PTFE密封圈,確保抽氣采樣時采樣筒的氣密性良好。
2.2.3 廢棄筒部分
廢棄筒尺寸與濾膜筒相同,內部為空,上端四角無擋片,當機械手吸取的是濾紙或過載濾膜時,機械手旋轉到廢棄筒位置,將其丟棄到廢棄筒內。
2.2.4 控制部分
該部分包括PLC控制單元,PLC對各監測數據進行統計、分析,最終控制采氣流量[6]。該部分流量計選用北京七星CS230系列質量流量計,輸入煙氣系數后,該流量計可直接輸出管路中標況下流量;采氣泵選用隔膜式真空泵,流量范圍為0~100 L/min,通過變頻器可實時調節管路中流量的變化。
2.2.5 機械手部分
機械手結構圖如圖5所示,機械手前端上部裝有電磁鐵,電磁鐵選用直流24 V、最大行程為15 mm的微型電磁鐵;電磁鐵前端裝有用于接近開關檢測的鐵片,電磁鐵下端裝有吸嘴座,吸嘴座底端裝有真空吸嘴,吸嘴座側面通過橡膠管連接吸氣泵,吸氣泵選用直流24 V的小型真空吸氣泵;電磁鐵控制真空吸嘴上下移動,吸氣泵控制吸嘴吸取濾膜;機械手尾端與步進電機軸固定,步進電機驅使機械手旋轉。步進電機選用諾力28GP?28H250E10型號的行星減速步進電機,配套使用NL?BJH?01型號的二相混合式驅動器,精度最高為3 200步/轉,可以實現機械手精準定位。
2.2.6 上位機部分
上位機采用西門子WINCC軟件繪制,實時顯示現場工作情況,形成歷史存檔。
2.3 系統通信
綜合控制系統PLC通過接收各變送器的4~20 mA信號,控制系統各部分運行,優化PID算法,實現整個稱重過程。WINCC與PLC之間的通信依靠通信驅動程序來實現,通過PC Access軟件與PLC、上位機分別通信,上位機可獲取在線煙塵稱重系統的運行情況[7]。系統網絡結構圖如圖6所示。
3 軟件系統設計
本系統的軟件設計包括PLC程序設計和上位機程序設計兩部分。PLC程序設計是系統設計的核心,其中包括控制監測系統中各部分精準運行和實時采集在線數據;上位機程序設計對系統中各部分的運行情況進行實時監控并生成數據存檔,同時可以通過更改或設置上位機參數來協同PLC控制。
3.1 PLC程序設計
本設計采用結構化編程思想,將整個程序分為若干個子程序模塊,通過在OB1主程序中對各子程序模塊進行組合、調用[8]。在本系統中,子程序模塊包括系統初始化模塊、機械手尋找起始位置程序、吸取濾膜程序、濾膜烘干程序、濾膜稱重程序、煙塵采樣程序,濾膜重復使用模塊,丟棄濾膜程序等。程序流程圖如圖7所示。
3.2 上位機程序設計
上位機采用西門子WINCC 7.0軟件,該軟件具有強大的數據庫功能,可以實時保存重要的檢測數據和故障信息,進行事件記錄,為報表處理及事故調查提供支持[9]。本系統運行狀況用指示燈顯示,在界面將各數據予以表示,同時用報表的形式儲存歷史數據和報警信息,供環保部門等職能管理部門及時掌握在線式煙塵濃度監測系統實時運行狀況[10]。上位機程序結構圖如圖8所示。
上位機監控界面分為三部分:監控主畫面、煙塵濃度趨勢圖畫面、煙塵濃度表格畫面。監控主畫面如圖9所示,從主界面中可以直觀地看到各種重要參數的實時數值,如煙氣流速、天平讀數、煙塵質量、流量讀數、煙塵濃度值等,同時狀態指示區實時顯示系統運行情況;煙塵濃度趨勢圖畫面顯示煙塵濃度曲線;煙塵濃度表格畫面顯示各種重要的歷史數據。
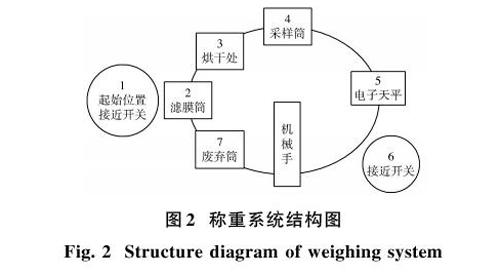
選取2016年3月6日為實例,將本監測系統所測結果與現場儀表所測結果進行比較,測量數據如表1所示,結果顯示本監測系統監測效果良好,監測數據準確。
4 結 論
基于濾膜稱重法的在線式煙塵濃度監測系統通過PLC控制步進電機和機械手上的吸氣泵和電磁鐵實現自動加載和丟棄濾膜;通過PID調節實現煙道氣體的等速采樣;同時通過控制接近開關、加熱板、電子天平等實現監測機械手位置、濾膜烘干、濾膜稱重等步驟的全自動化;通過WINCC組態軟件繪制監測組態界面,實現系統的全自動化控制和煙塵濃度監測重要數據的實時顯示,大大提高了監測效率,增強了在線式煙塵濃度監測系統的自動化水平。
參考文獻
[1] 李昆,鐘磊,張洪泉.煙塵濃度測量方法綜述[J].傳感器與微系統,2013,32(2):8?11.
LI Kun, ZHONG Lei, ZHANG Hongquan. Review of smoke concentration measurement methods [J]. Sensors and microsystems, 2013, 32(2): 8?11.
[2] 朱軍,邵威,王超.基于ARM的煙氣分析儀測控技術設計[J].工業安全與環保,2010,36(6):23?25.
ZHU Jun, SHAO Wei, WANG Chao. Design of measurement and control system of flue gas analyzer based on ARM [J]. Industrial safety and environment protection, 2010, 36(6): 23?25.
[3] 國家環保總局.空氣和廢氣監測分析方法[M].4版.北京:中國環境科學出版社,2003.
State Environmental Protection Administration. Air and exhaust monitoring analysis method [M]. 4th ed. Beijing: China Environmental Science Press, 2003.
[4] 李庭弼,饒依群.利用PLC實現PID控制的方法[J].現代制造,2002(13):70?71.
LI Tingbi, RAO Yiqun. Methods of using PLC to realize PID control [J]. Modern manufacturing, 2002(13): 70?71.
[5] 蔡行健.深入淺出西門子S7?200PLC[M].北京:北京航空航天大學出版社,2003.
CAI Xingjian. Deep penetration of Siemens S7?200PLC [M]. Beijing: Beijing University of Aeronautics and Astronautics Press, 2003.
[6] 王萬林,齊小娟.火電廠煙氣排放流量測量方法研究[J].浙江電力,2009,28(6):17?19.
WANG Wanlin, QI Xiaojuan. Study on the measurement method of flue gas emissions from thermal power plants [J]. Zhejiang electric power, 2009, 28(6): 17?19.
[7] 蘇昆哲.深入淺出西門子WINCC V6[M].北京:北京航空航天大學出版社,2004.
SU Kunzhe. Deep penetration of Siemens WINCC V6 [M]. Beijing: Beijing University of Aeronautics and Astronautics Press, 2004.
[8] 范治剛,徐超,曹生現,等.火力發電廠煙塵測試技術與儀器[J].儀表技術,2005(5):71?72.
FAN Zhigang, XU Chao, CAO Shengxian, et al. Smoke testing technology and instrumentation of thermal power plants [J]. Instrumentation technology, 2005(5): 71?72.
[9] 楊士建,陸上嶺.鍋爐煙塵測試方法探討[J].中國環境監測,2005,21(6):44?46.
YANG Shijian, LU Shangling. Exploration of smoke test method for boiler [J]. China environmental monitoring, 2005, 21(6): 44?46.
[10] 于正然,劉光銓,單嫣娜,等.煙塵煙氣測試實用技術[M].北京:中國環境科學出版社,1990.
YU Zhengran, LIU Guangquan, SHAN Yanna, et al. Practical technology of smoke and smoke test [M]. Beijing: China Environmental Science Press, 1990.
