基于制造特性的馬達軸孔裝配有限元分析
2018-06-15 02:07:26
導航與控制 2018年3期
(北京理工大學微小型制造研究所,北京100081)
0 引言
研究表明精密馬達系統中的馬達軸裝配體是影響系統運行特性的主要機械結構,而馬達軸孔裝配精度直接影響馬達軸質心位置偏移,進而影響整個系統的實際使用性能。在零部件的加工精度已達到精密甚至超精密制造水平的情況下,裝配后的結構精度卻難以滿足設計要求,主要原因在于裝配過程中忽視了零件制造特性[1]引入的裝配誤差,直接影響了馬達軸孔裝配精度。
北京理工大學微小型制造研究所[2-4]致力于精密微小型零件的制造特性對精密系統裝配性能影響研究,并取得了較為系統的研究成果。張之敬、金鑫等以精密微小型結構件為研究對象,深入分析零件制造誤差對機構運行特性的影響,保證了機構運行準確性和可靠性;此外,基于Pro/E的逆向工程技術重構了實際誤差表面,仿真分析了誤差面接觸應力分布及裝配體精度變化情況。Cheon等[5]采用混合有限元方法分析了制造誤差對行星齒輪系統的靜態性能和軸承支承剛度的影響,并建立了基于承載力和臨界應力的公差控制準則。Haefner等[6]采用高精度三維測量設備測量微齒輪表面形狀誤差,并建立CAD模型,用以研究建立合適的疲勞壽命預測模型。Wang等[7-8]以實際渦輪增壓器為研究對象建立了帶有浮環軸承的動力學有限元模型,并根據內外環油膜的極限間隙確定了4種軸承誤差狀態,結果表明外環間隙最小和內環間隙最大時可以獲取最好的動態響應特性。Jia等[9]建立了帶有制造誤差的高速轉子有限元模型,分析了平行度誤差和對稱度誤差對轉子力學性能及動力學特性的影響機理,結果表明轉子的應力和應變與制造誤差呈線性變化關系,而高速轉子的固有頻率基本保持不變。
上述研究成果表明,零部件制造特性對機械系統性能有不可忽視的影響,尤其是對于精密機械系統,忽略制造誤差而得到的仿真結果往往與實際相差甚遠。本文針對精密馬達系統中的馬達軸孔裝配體建立考慮制造特性的仿真模型,分析制造誤差和裝配力等引起的關鍵接觸面應力分布狀態和馬達質心位置變動,并依據仿真結果確定優化區域和優化方法,為裝配工藝優化提供理論指導和技術支撐。
1 誤差測量與三維建模
精密馬達系統中的馬達軸孔裝配結構體如圖1所示。裝配過程中的關鍵操作工藝在于將馬達軸放置于框架兩個半圓孔上,上端采用壓蓋壓緊并通過螺釘緊固。框架半圓孔的制造誤差直接影響馬達軸孔裝配精度,最終影響馬達質心位置。

圖1 馬達軸孔裝配體模型Fig.1 Assembly model of motor shaft
基于Pro/E逆向工程建立帶有制造誤差的三維實體模型,首先采用三坐標測量機測量框架孔表面形貌特征,如圖2所示。三坐標測量機精度為(2.5±L/1000)μm,在徑向測量19個點,軸向測量6圈;在完成表面形貌的數據點云測量工作之后,利用Matlab對測量數據進行濾波處理,而后構建NURBS曲面,最終得到帶有制造誤差的實際半圓孔表面;將該誤差面輸入Pro/E,并替換掉理想面,得到帶有實際制造誤差的框架三維實體模型。
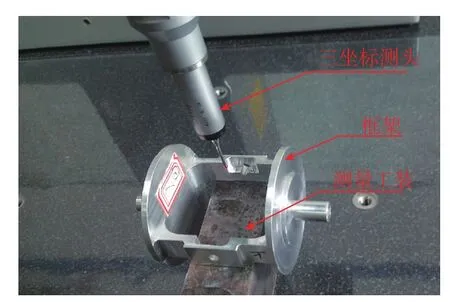
圖2 三坐標測量框架半圓孔Fig.2 Measuring frame hole with three coordinate measuring machine
帶有制造誤差的孔表面不再具有理想幾何形狀,若馬達軸仍按照理想軸線裝配,則馬達軸和框架必然產生干涉或者間隙,不符合實際裝配操作并難以進行接觸仿真計算。本文基于最小勢能尋優方法[10]尋找誤差面裝配接觸點,首先將同一裝配坐標系下的框架半圓孔和馬達軸圓柱面離散為相同規格的數據點并分別記為和。
以靜水壓力勢能表征各個接觸面的勢能,則接觸面上每一點勢能表示為:

其中,W為每個點的勢能,ρ為靜水密度,h為裝配坐標系下每個點深度方向坐標值(本文中為z向)。
最小勢能尋優是指改變兩個裝配接觸面的位姿狀態,使得總勢能最小,這是符合實際裝配情況的最穩定狀態。以框架半圓孔表面各點為勢能零點,則馬達軸圓柱面各點勢能以此相對零點進行計算,尋優目標為兩者勢能總和取得最小值,優化條件為馬達軸和框架不發生干涉,即馬達軸表面各點勢能均≤0, 如式 (2)、 式 (3)所示:
其中,為框架半圓孔表面各點勢能,為馬達軸表面各點勢能,i=1,2,3…。
根據整體勢能最小時的馬達軸位姿反求出原始裝配接觸點坐標,將該坐標分別輸入框架和馬達軸零件模型,并依據相應坐標重合完成兩者裝配。馬達軸孔裝配體誤差測量與三維建模流程如圖3所示。

圖3 基于制造誤差的三維實體建模流程Fig.3 Three-dimensional solid modeling process based on manufacturing errors
2 有限元仿真模型的建立
基于上述帶有制造誤差的三維實體裝配模型建立裝配體仿真模型,由于實際框架模型的微小特征不利于網格劃分,并且對仿真結果影響較小,因此為了建立有效的有限元模型,首先對實際框架結構進行簡化,通過去除框架兩端微小溝槽特征達到有效建模和控制模型規模的目的。如表1和表2所示,在HyperMesh中完成材料參數設置和網格劃分。網格劃分應充分考慮精確性、單元形狀良好性、網格有效過渡性和網格自適應性,最后通過.inp文件將網格模型導入Abaqus并設置邊界條件、載荷、相互接觸作用和求解器等仿真參數。
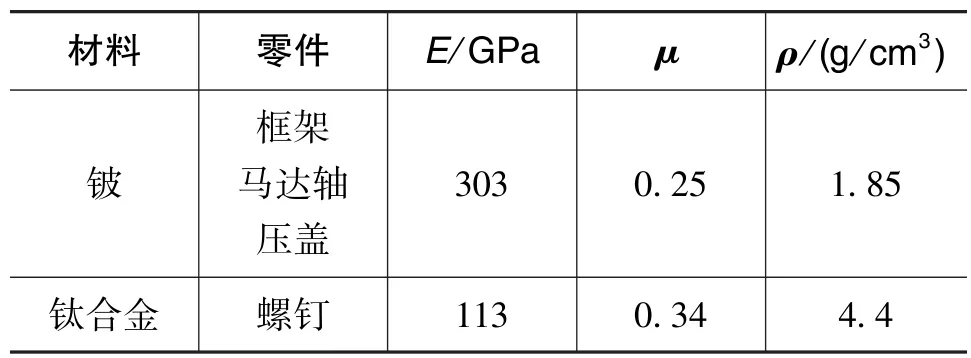
表1 材料屬性Table 1 Material properties

表2 網格參數Table 2 Mesh parameters
為了有效模擬框架軸兩端的磁懸浮支承,選用Abaqus提供的特殊連接單元Bushing,該單元能夠實現6個分量的彈塑性行為模擬,且能夠分別定義每個分量的彈性、阻尼和摩擦等參數。根據實際磁懸浮支承力換算得到6個分量的相應數值,并賦予框架軸兩端的Bushing連接單元,以有效模擬實際工作環境中框架的邊界條件約束。采用軟件提供的Bolt Load預緊力單元模擬實際螺釘預緊力,預緊力單元通過一個預緊節點與定義的預緊力截面相綁定,對節點施加集中力并傳遞給預緊截面來模擬實際螺釘預緊過程。該節點只有一個自由度,用于表示預緊截面兩側在截面法線方向的相對位移,該節點的坐標位置不影響仿真效果,且在軟件交互界面下不可見。
采用Bolt Load預緊力單元模擬螺釘預緊過程時需要輸入預緊力大小,而實際工程中多規定扭矩值,因此兩者之間通過式 (4)進行轉換:

其中,k為擰緊力矩系數,文中取0.3;T為擰緊力矩;F為預緊力;D為螺釘公稱直徑。經過換算得到馬達軸孔裝配體中的標準螺釘預緊力為500N,將此數值輸入預緊力單元即可。
由于框架和馬達軸裝配接觸面為多個點和圓柱面的接觸,加強了仿真模型的非線性,在仿真計算過程中設置接觸穩定性控制,以避免由于非均勻接觸導致的計算不收斂情況;為了保證仿真計算的準確性和提高仿真精度,選用靜力學隱式算法直接求解。為了簡化有限元模型前處理工作量,上述操作均在Abaqus CAE界面下完成,最終建立帶有制造誤差的馬達軸孔裝配體有限元模型,如圖4所示。

圖4 基于制造誤差的馬達軸孔裝配體有限元模型Fig.4 FE model of motor shaft assembly based on manufacturing errors
3 裝配力學特性有限元分析
3.1 制造誤差對馬達軸孔裝配精度的影響
基于第四強度理論采用Mises等效應力分析馬達軸孔裝配后的誤差接觸面非均勻應力大小,研究制造誤差對框架和馬達軸裝配接觸面應力分布的影響,并分析制造誤差引起的馬達質心位置變動。對比誤差仿真模型和理想仿真模型中框架半圓孔接觸面應力分布如圖5所示,兩類模型均施加標準螺釘預緊力500N。
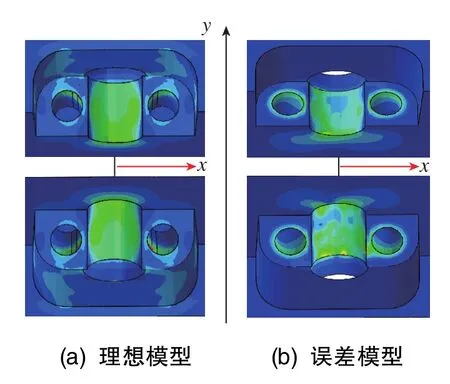
圖5 理想模型和誤差模型接觸面應力分布Fig.5 Stress distribution on the contact surface of ideal model and error model
從圖5可以看出,制造誤差導致接觸面應力呈現明顯不均勻分布狀態,且接觸面上存在多處應力集中點,這些應力集中點為誤差面上的高點,直接參與框架和馬達軸的接觸。長時間的放置或運行使得接觸點受到磨損,同時新接觸點的出現改變了接觸作用位置并影響馬達軸孔裝配精度,進而使得馬達質心位置處于動態變化中,因此接觸面上的不均勻應力分布和應力集中會影響馬達質心的穩定性。
理想模型和誤差模型中馬達軸孔裝配體變形如圖6所示,制造誤差直接改變了馬達軸理想裝配位姿和裝配體結構變形,影響了馬達軸孔裝配精度。從表3可以看出,制造誤差對馬達軸質心偏移有顯著增大趨勢,因此制造誤差對精密馬達系統有重要影響且不容忽視,研究基于制造誤差的建模和仿真具有實際指導意義。
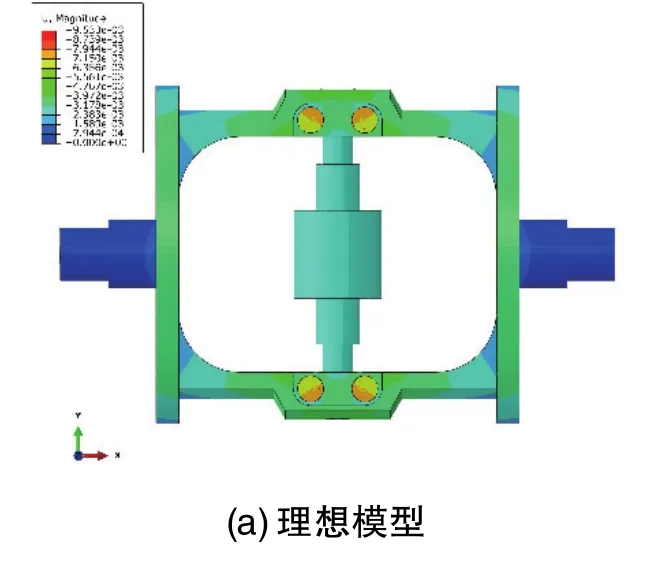

圖6 理想模型和誤差模型變形圖Fig.6 Total deformation of ideal model and error model
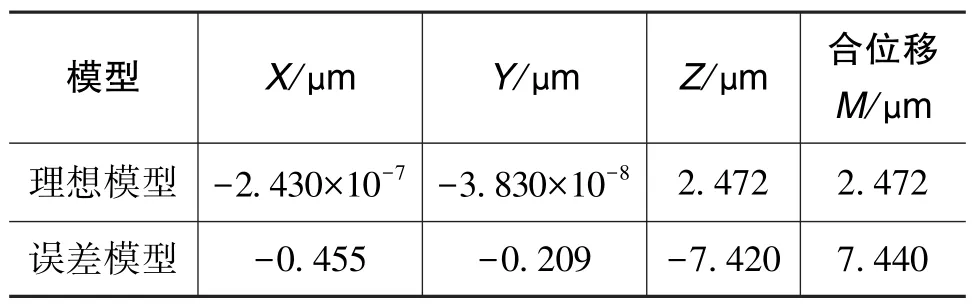
表3 馬達軸質心位移Table 3 Centroid deviation of motor shaft
3.2 螺釘預緊力水平對馬達質心位置的影響
馬達軸孔裝配結構體主要通過螺釘緊固連接,現有裝配工藝主要依據裝配工藝師的經驗手動完成螺釘預緊。經過測量多位馬達產品裝配師對螺釘施加的擰緊力矩,發現僅憑手感擰緊后的螺釘力分散度較大,多次擰緊后的螺釘力一致性較差,對最終的馬達軸孔裝配精度影響差異性明顯。經過實際測量裝配師擰緊后的螺釘扭矩,其數據分布在335N~590N之間,因此對所有螺釘分別取預緊力300N、400N、500N、600N和700N這5種情況,分析不同預緊力對馬達軸質心位置的影響規律。
圖7為不同預緊力作用下的馬達軸質心在各個方向分量和總位移的變化趨勢。可以看出,馬達軸質心位移 (絕對值)變化規律與預緊力具有一致性,且每增加100N,質心總位移大約增加8%,因此預緊力對質心位移有顯著影響。除了制造誤差的影響,預緊力導致的馬達軸質心偏移主要來自于框架本身結構特性。由于框架結構剛度較差,框架變形的同時帶動了馬達軸變形和質心偏移,影響了馬達軸孔裝配精度和馬達系統的質心位置。因此,在裝配空間允許范圍內修正框架幾何結構,增強其結構剛度,可在一定程度上減小馬達軸質心偏移,提高馬達軸孔裝配精度,增強精密馬達系統的質心穩定性。
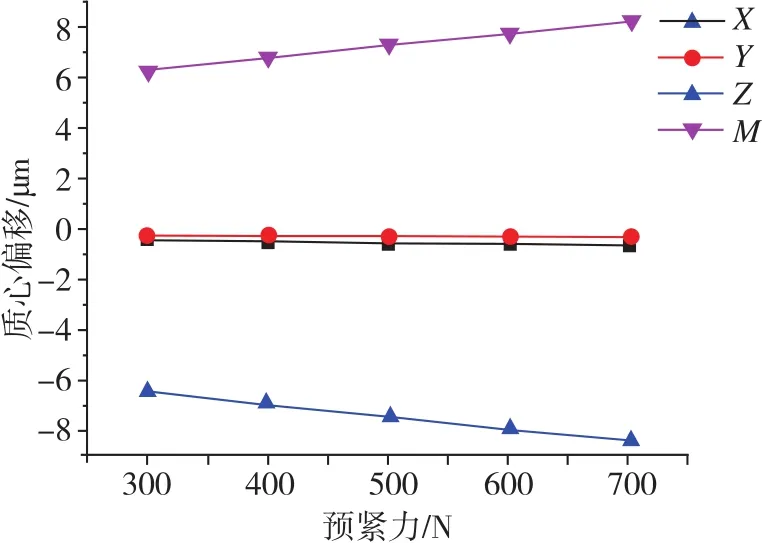
圖7 馬達軸質心位移變化趨勢圖Fig.7 Effect of preloading levels on centroid deviation of motor shaft
3.3 螺釘擰緊順序對馬達質心位置的影響
實際馬達軸孔裝配過程中存在螺釘擰緊順序不一致的情況,兩個螺釘作用于同一個壓塊,其螺釘間的彈性相互作用會改變已擰緊螺釘的預緊力大小,導致裝配體中實際螺釘預緊力不一致。通過分析不同擰緊順序對馬達質心位置的影響,選取合適的擰緊順序減小馬達軸質心偏移,提高裝配精度。對馬達軸孔裝配過程取6種不同的螺釘擰緊順序,如圖8所示。
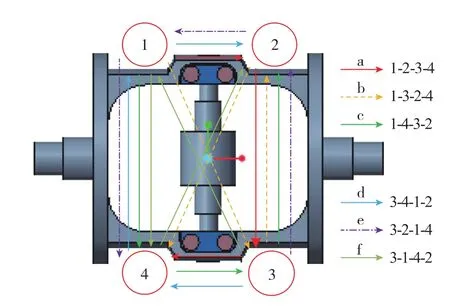
圖8 螺釘擰緊順序Fig.8 Screw tightening sequence
施加螺釘預緊力時,采用多步加載的方式模擬螺釘擰緊的先后順序。以擰緊順序a為例,從計算結果中提取4個螺釘預緊力隨時間變化趨勢,如圖9所示。從圖9(a)可以看出,預緊力變化分為以下幾個階段:第1階段施加較小的螺釘力,建立接觸關系;第2階段為接觸穩定性控制;第3階段為全部螺釘加載預緊力300N;第4階段為分步依次加載預緊力500N。該加載方式比較貼近實際擰緊過程,能較大程度反應實際螺釘擰緊后的殘余預緊力。
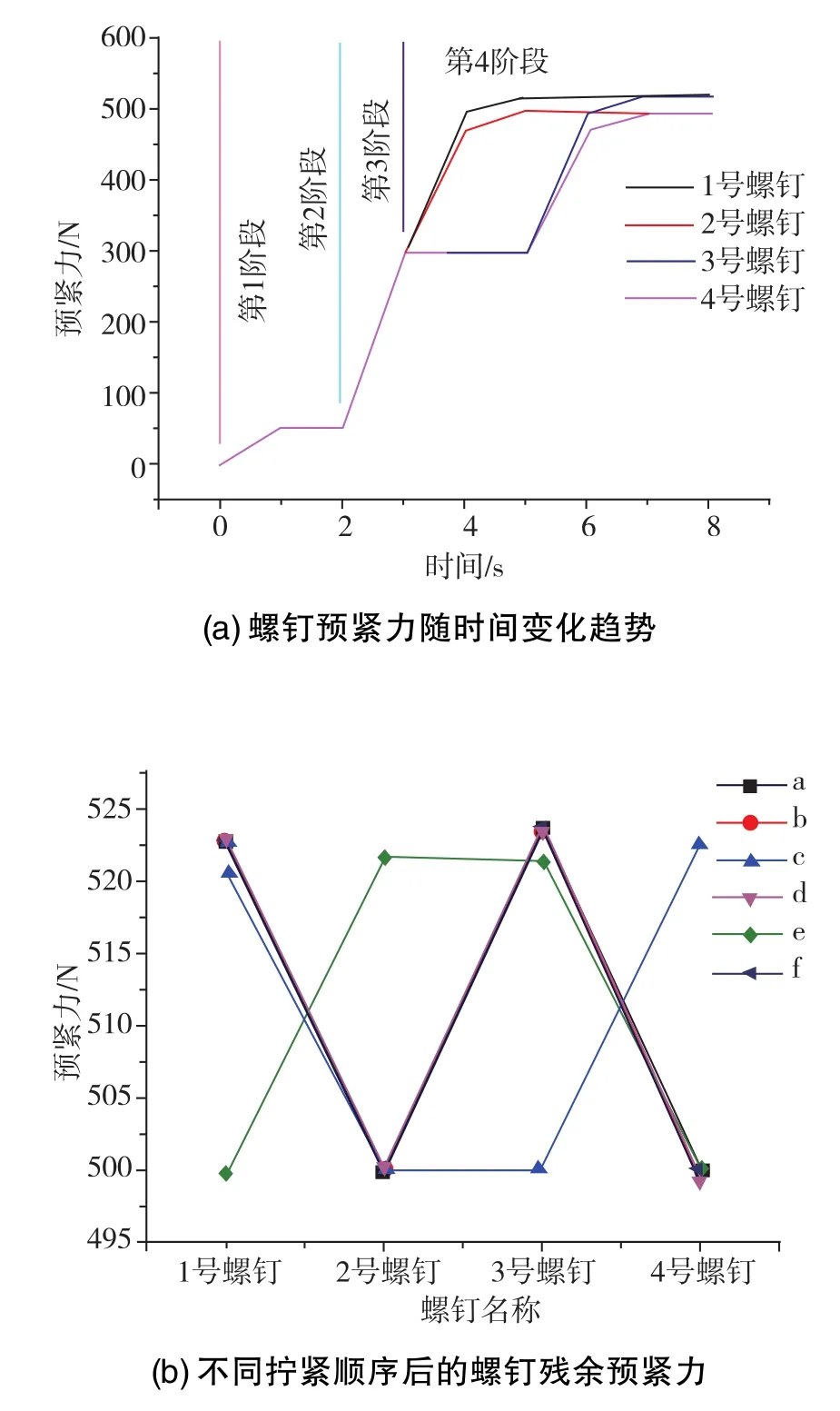
圖9 多步加載螺釘預緊力變化趨勢圖Fig.9 Change of screw preload with multi-step
進一步比較分析馬達軸孔最終裝配后的殘余預緊力與標準預緊力500N的差異性,發現先擰緊的螺釘最終預緊力增加了大約5%,這僅影響同一壓塊兩側的螺釘,對其余螺釘無直接影響。對馬達軸質心偏移進行分析,如圖10所示。擰緊順序d得到的馬達軸質心位移最小,且各個分量具有相同的變化趨勢;由于同一批零件的加工誤差分布具有一致性,因此在實際擰緊工藝中,采用d擰緊順序可減小馬達軸質心偏移,提高馬達軸孔裝配精度。
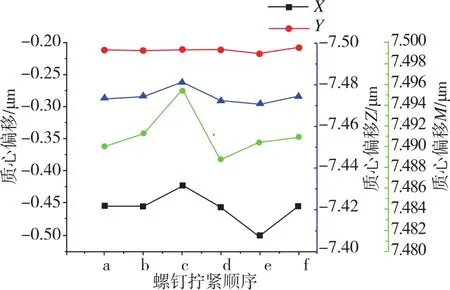
圖10 馬達軸質心偏移Fig.10 Effect of tightening sequence on centroid deviation of motor shaft
3.4 螺釘預緊力大小對馬達質心位置的影響
對考慮了接觸面表面制造特性的精密馬達軸孔結構體,分析不同預緊力大小及分布狀態對馬達軸孔裝配精度的影響,進一步控制馬達質心位置的變動。根據標準預緊力500N得到的馬達軸質心偏移,調整預緊力大小如表4所示。調整的基本原則為增大質心偏移方向的螺釘預緊力,并減小反方向預緊力。

表4 螺釘預緊力調整表Table 4 Adjustment of screw preload
分析上述預緊力作用下的馬達軸質心偏移,如圖11所示。從圖11可以看出,預緊力調整后的馬達軸質心偏移有明顯變化,X和Y方向質心偏移明顯減小,Z方向質心偏移主要取決于整體預緊力大小,與幾何結構剛度有關,且質心偏移對2號、4號螺釘預緊力敏感度較高。因此在實際工程中,可通過優化預緊力大小及分布狀態提高裝配精度和控制質心位置,具體優化方法需根據實際產品中關鍵零部件制造特性而確定。
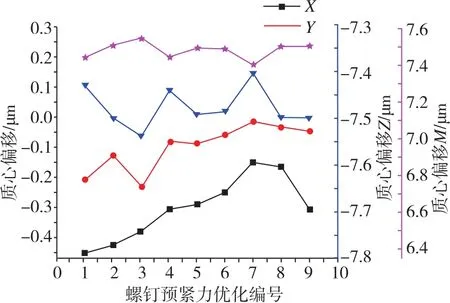
圖11 預緊力優化后的馬達軸質心偏移Fig.11 Centroid deviation of motor shaft after optimizing the screw preload
4 結論
本文通過對馬達軸孔結構體中關鍵接觸面進行了誤差測量和建模,采用基于最小勢能尋優方法確定裝配面接觸點并建立了裝配體仿真有限元模型。通過分析理想模型和帶有制造特性的誤差模型的接觸面應力分布及馬達軸質心偏移,得出了制造特性對精密馬達軸孔裝配仿真有重要影響且不容忽視,是仿真預測裝配精度和質心位置必須考慮的因素。針對螺釘裝配力開展了裝配特性分析,研究了螺釘力大小、擰緊順序及分布狀態對馬達軸質心偏移的影響規律,并指出修改幾何結構以提高結構剛度、控制螺釘擰緊順序和螺釘力分布狀態來提高裝配精度和控制馬達質心位置的基本方法,為精密馬達軸孔裝配工藝及其優化方法的提出奠定了基礎。
[1]毛起廣.表面粗糙度的評定和測量[M].北京:機械工業出版社,1991.MAO Qi-guang.Evaluate and measure of surface roughness[M].Beijing: China Machine Press, 1991.
[2]金鑫,張之敬,劉克非.面向微小型齒輪-軸過盈裝配的仿真建模與驗證[J]. 機械, 2004, 31 (9): 1-3+18.JIN Xin, ZHANG Zhi-jing, LIU Ke-fei.Simulation model building and validation of microminiatute gear&shaft shrink fitting[J].Machinery, 2004, 31 (9): 1-3+18.
[3]張之敬,張國智,金鑫.基于制造特性的微小型擒縱機構有限元仿真[J].北京理工大學學報,2007,27(10): 859-863.ZHANG Zhi-jing, ZHANG Guo-zhi, JIN Xin.Finite element simulation of microminiature escapement mechanism based on its manufacturing characteristics[J].Transactions of Beijing Institute of Technology, 2007, 27 (10):859-863.
[4]呂亮霞.基于制造特性的螺旋慢波結構裝配性能仿真與優化[D].北京理工大學,2016.LYU Liang-xia.Simulation and optimization of the assembly performance for the helical slow wave structure based on manufacturing characteristics[D].Beijing Institute of Te-chnology,2016.
[5]Cheon G J, Parker R G.Influence of manufacturing errors on the dynamic characteristics of planetary gear systems[J].KSME Internationa Journal, 2004, 18 (4): 606-621.
[6]Haefner B,Quiring M, Gullasch J, et al.Finite element simulation for quality dependent lifetime analysis of micro gears [J].Procedia Cirp, 2015, 31: 41-46.
[7]Wang L K, Bin G F, Li X J,et al.Effects of floating ring bearing manufacturing tolerance clearances on the dynamic characteristics for turbocharger[J].Chinese Journal of Mechanical Engineering, 2015, 28 (3): 530-540.
[8]Wang L K, Bin G F, Li X J, et al.Effects of unbalance location on dynamic characteristics of high-speed gasoline engine turbocharger with floating ring bearings[J].Chinese Journal ofMechanicalEngineering, 2016, 29 (2 ):271-280.
[9]Jia M H, Wang C L, Ren B.Manufacturingerror effects on mechanical properties and dynamic characteristics of rotor parts under high acceleration[J].Chinese Journal of Mechanical Engineering, 2017, 30 (4): 920-932.
[10]房燕.基于非線性接觸的精密光學結構裝配耦合誤差形成與傳遞機理[D].北京理工大學,2017.FANG Yan.Assembly coupling error formation and transfer mechanism in precise optical structure based on nonlinear contact[D].Beijing Institute of Technology, 2017.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24