高自動化高柔性化條件下的車身尺寸精度控制
2018-06-18 08:59:26蔣治松劉國斌張爭廖志梅
時代汽車 2018年8期
蔣治松 劉國斌 張爭 廖志梅
上汽通用五菱汽車股份有限公司 廣西柳州市 545007
1 柔性制造策略
1.1 本公司焊裝車間采用高速輥床+隨行夾具的柔性線模式,實現多平臺全車型柔性共線(三廂、兩廂、SUV、MPV等) 。既可滿足爆款產品(單一品種月銷2萬輛以上),也可兼顧同平臺多品種需求。
1.2 線體方式:雙層輥床+隨行夾具,上層輥床為焊接平臺,下層為隨行夾具返回通道,由PLC和變頻電機共同實現驅動和控制,單工位輸送時間比往復桿形式減少7s。不同品種車型通過UB10#夾具庫的機器人進行隨行夾具定位單元的切換,生產線每小時最高節拍為50JPH,整條線自動化率達到95%。
1.3 主夾具NBL結構,框架式懸掛和移動。主夾具平臺上設有7個存儲為,最大可容納6個車型主夾具,通過電控程序操作即可進行切換,單次切換時間約8min。
1.4 主線零件定位采用機器人+柔性抓手+Docking定位方式,不同車型切換待換槍盤的抓手即可。工裝基體部分一致,根據產品結構不同重新設計專用部分定位單元。
1.5 左右側圍采用人工預裝+工裝自動定位+機器人焊接和搬運;由Pickup輸送系統+自動預裝將側圍線與主線結合,實現側圍與下車體的自動預裝。自動化率達90%。
1.6 夾具定位精度:定位銷±0.1,同基準定位銷±0.1;定位面±0.15,測量符合率100%。
2 產品結構優化:名義值驅動和偏公差設計間隙理念相結合
在設計面向制造的背景下,我們提出了偏公差設計間隙和名義值驅動理念:偏公差設計間隙是針對制造過程中零部件的封閉盒狀配合、制造難點(材料回彈、冷作變形/硬化等)位置進行偏公差設計,在設計上允許0.5~1.0mm的間隙。名義值驅動是零件數模及GD&T圖紙鎖定后,零部件的制造偏向名義值靠攏,避免因公差累計帶來的尺寸問題。
2.1 偏公差設計要點:
(1)偏公差的要求直接在3D數據設計中體現,開發模具和檢具可直接體現在零件和檢具上;
(2)偏公差的要求在模具和檢具制造過程中體現,模具調試周期短,后期匹配成本低;
偏公差間隙設計原則:

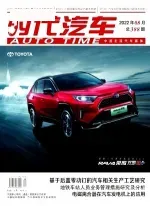
圖1 側圍與地板(多零件、多型面)配合間隙的偏公差設計
(1)保證重要定位系統的可靠性
例如:為保證車身坐標系下側圍X方向的穩定性,在側圍與地板合裝工位需要設計輪罩與地板的X方向的設計間隙。對地板按照圖示方向設計偏移1mm:各留1mm設計間隙 。
(2)保證重要功能面到位
例如:圖示兩根梁存在2Z+2Y面貼合要求,為了保證兩根梁Z向功能面尺寸穩定性,需要考慮Y和Z向設計間隙;按照圖示方向設計偏移Y向0.5mm,Z向0.5mm:各留0.5mm設計間隙,見圖2。
(3)保證零件裝配到位
例如:為了保證兩個加強件在公差范圍內每次都能夠順利裝配到縱梁上, 需要考慮Y向的設計間隙;按照圖示方向設計偏移Y向0.25mm:各留0.25mm設計間隙,見圖3。
2.2 名義值驅動
名義值驅動,即零部件的重要匹配特征盡可能向數模值靠攏,避免公差累計帶來的尺寸問題。簡單來說,就是以結果為導向,為了能夠實現零部件的最終狀態無限接近設計值,需要考慮材料在拉延、切邊、沖孔、翻邊、整形過程中的的力學性能以及材料回彈、頸縮、開裂的失效模式,充分研合模具,使量產零件無限接近設計值。
3 工藝方法、工裝結構優化
3.1 高速輥床及隨行夾具(也稱為滑撬)
高速輥床系統采用PLC、變頻器的閉環控制,變頻器的工作啟停由PLC信號控制,PLC與變頻器之間采用總線控制方式。高速輥床的速度和位置采用變頻器閉環控制方式。檢測馬達轉速的編碼器和輥床位置的編碼器,直接接入變頻器編碼器的編碼器板卡,變頻器通過編碼器反饋信號 ,實現了輥床速度和位置的控制。
根據定位功能的不同,輥床分為定位升降輥床和非升降輥床,定位升降輥床應用在尺寸精度要求高的工位,如重要的尺寸定位及零部件安裝工位,非升降輥床用于普通的焊接工位。其目視差別最明顯的有兩點:①輥床后部有個直徑Ф40mm的定位銷及隨行夾具的升降導向輪,采用硬質耐磨材料,定位精度到+/-0.05mm。②升降輥床前部采用X/Y向導向輪,精度為+/-0.1mm,普通輥床只有Y向導向輪。升降過程中,隨行夾具在變頻器和PLC信號控制下,只有Z向存在自由度,見圖4。
隨行夾具的主定位孔在后部,配合輥床的主定位銷使用,上部分布有4組柔性工裝,當產品切換時,可在主線入口處UB10#工位采用機器人自動切換和堆垛。上部4組柔性工裝由氣控元件+機械部分固定在滑撬的基體上,為了保證柔性工裝的穩定性,在尺寸精度要求高的工位,當升降輥床下降到位后便接通安裝在輥床鋼結構上的氣源并進行充氣鎖緊,見圖5。
為便于隨行夾具定期進行測量和維護,需要安裝一個離線的測量輥床。為了實現測量的穩定和精度,需要該離線輥床具有很高水平度(±0.05mm)以及良好的穩定性。輥床上分布有8個X/Y/Z向帶坐標值的測量基準孔,使用便攜式三坐標測量設備建標確認水平度符合后,即可開始隨行夾具的測量。隨行夾具上也部有8個建標基準孔,采用同樣的建標方式及測量方式測量隨行夾具精度,見圖6。
3.2 下車體門檻、前側板Docking工裝:工裝的基礎部分共用,不同車型之間根據產品結構的差異及定位策略的不同,只需調整定位孔/夾緊點即可實現。車型切換時只需通過換槍盤切換抓手工裝即可實現柔性。

圖2 頂梁配合(盒狀空間)間隙的偏公差設計
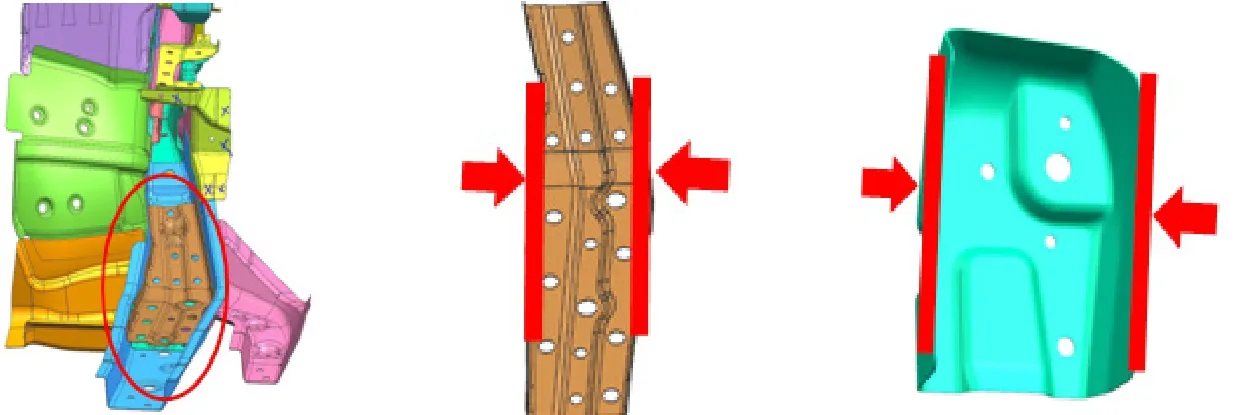
圖3 腔體結構配合間隙的偏公差設計
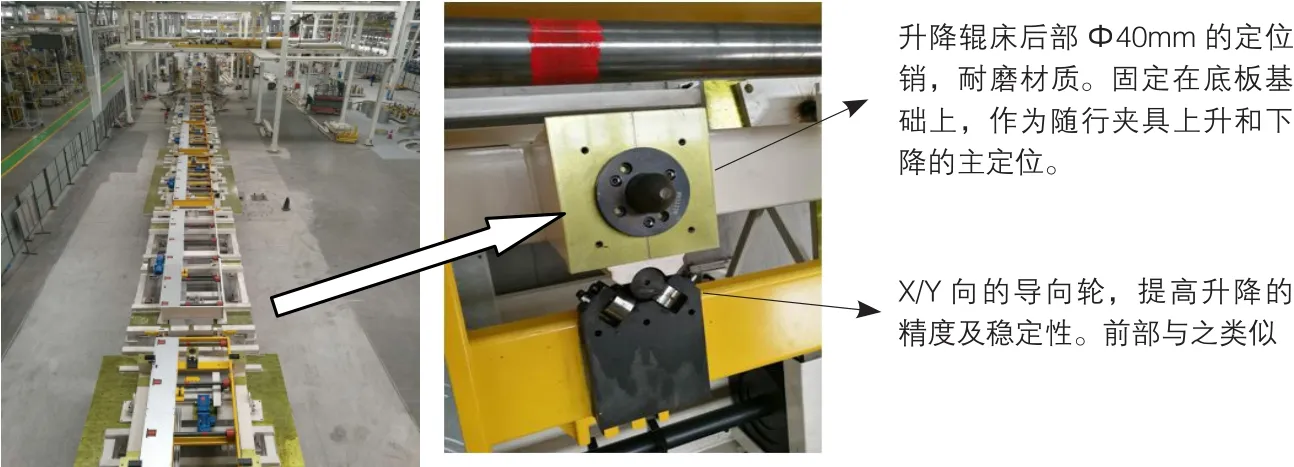
圖4 升降輥床的定位

圖6 線下測量輥床及隨行的結構、建標基準
3.3 側圍自動預裝的精度控制:升降輥床+機器人預裝(升降輥床能保證隨行夾具的一致性(以隨行夾具為基準,采用整車坐標來測量側圍),通過檢測能確認側圍預裝的精度及一致性;
3.4 NBL主夾具的柔性及尺寸精度控制。
與傳統側框式主夾具相比,NBL主夾具具有柔性高的優點,但也有不少弊端:
①主夾具由整個框架承載,由于懸臂太長,其剛性不足;且長期承受變頻電機加減速負載(最大速度50m/min),容易產生撓度。
②主夾具Z向行程受限,Z向不能對整個側圍約束;
③主夾具由側圍上端進入車身,Z向到位后工裝由內向外展開對車身進行定位,結構緊湊,剛性偏弱;
④由于受產品結構限制,所選取的焊鉗型號及工裝的空間約束,主夾具工位的定位焊點位置和數量有限;使產品在隨隨行夾具轉移過程中容易發生尺寸偏差。
改進方法:
①側圍A柱主定位由90°DCU旋轉氣缸結構改為由氣缸+滑塊結構從向內向外進行定位。該位置的內板孔改為翻邊孔,通過冷作硬化,提高鈑金的剛性。
②采用柔性NC工裝。NC由PLC和變頻器控制,單側在側圍裙邊上布置3組,配合主夾具工裝,提高側圍的Z向穩定性。不同車型之間根據產品數據的差異,設置NC的參數。NC的精度可達±0.1mm。
③主夾具后部增加2個變頻器控制的立柱,提高主夾具框架的剛性。
④主夾具運功結構件采用優質材料,滿足強度和剛度性能。提高氣缸、滑塊、旋轉鉸鏈副結構的加工精度,見圖7。
3.5 頂蓋總成的安裝和定位,目前常用的有兩種方式
(1)日系車頂蓋總成與側圍總成在同工位定位和焊接,上部Y向剛性充足,不容易變形;
(2)本公司車型頂梁較多(通常5~7根),頂蓋必須獨立在分拼工位生產,最后通過機器人預裝和定位。由于MB30#工位上部無頂梁,不能形成穩定的盒狀結構;且側圍總成與下車體的定位焊點數量少,側圍上部容易出現Y向尺寸偏差。
優化方案:
①3#頂梁由頂蓋分拼轉移至MB30#焊接(如圖8),可以有效提高側圍上部的剛性,避免白車身在轉移過程中因振動等產生的尺寸偏差。
②MB70#工位增加柔性Docking工裝(如圖8),該工裝對側圍B/C柱上端Y向及頂蓋進行定位,機器人及抓手將頂蓋總成由分拼工位搬運至MB70#工位進行定位焊接,消除了白車身由MB30#工位至MB70#轉移和焊接的尺寸偏差。
3.6 使用精確料架,提高機器人抓取的精度和穩定性。
圖7 NBL主夾具、三立柱升降機、NC結構


圖9 MB70#頂蓋工裝,可兼容其它車型
3.7 如圖10所示X/Y/Z三向可調節待刻度標示塊,工裝夾具切換后,只需檢查該處的X/Y/Z刻度對齊情況便可判斷本次切換的狀態。
3.8 全面使用工裝設計模板和大力推廣標準化,以提高效率并縮短設計時間,同時提高柔性化和再利用率,從而達到降低工裝設備成本和提高其設計與制造質量的目的。
3.9 以尺寸工程科開發的CDLS為指導,結合以往項目的經驗尺寸控制理念進行設計。為便于安裝、測量和調試,采取獨立定位,多向可調的定位方式。

圖10帶刻度標識塊:
5 檢測方法
(1)PA件采用藍光掃描:對于外觀覆蓋件的型面尺寸連續性、圓角一致性情況,成像報告可清晰呈現出,為外觀配合的提升提供了便利。
(2)雙懸臂式cmm測量設備:根據CDLS基準策略開發測量系統的定位基準,通過柔性測量支架切換可以實現多品種/多車型兼容。根據整車的尺寸差異,測點約1500~1700個,單車測量時間約4h。目前本公司的一個焊裝車間具有2套雙懸臂測量設備,提升測量能力。
(3)公共補焊線安裝在線測量設備:編制關鍵測點后,系統能100%實時監控所生產的車輛尺寸數據情況,避免了雙懸臂測量抽檢的監控盲區。由于測點選取較少,可在50s內測量完成單車。與雙懸臂測量形成互補。
(4)單懸臂測量:工裝檢具測量、零件的柔性測量。通過柔性支架,理論上能對任一零件進行測量。
(5)開閉式檢具:車身鈑金件檢具、內外飾檢具、前后罩燈開口檢具、整車TAC檢具。
(6)局部測量基準(相對基準)建立:局部基準是根據所關注區域而建立的一定范圍內的尺寸基準,可靈活選取,與整車坐標系基準不同。局部測量基準可根據整車的尺寸關注范圍分為前臉(前蒙皮、前格柵、發罩、前照燈、翼子板)、中部(前后側門、水切、翼子板A柱)、尾部(后蒙皮、后照燈、尾門燈),適當選取基準體系,同于比較與基準體系的尺寸相關性,更方便工程師在實際過程中的問題解決,具有更高的靈活性。
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
藝術啟蒙(2018年7期)2018-08-23 09:14:18
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21