沖壓成形仿真中自由振動(dòng)問題研究
2018-06-20 03:22:26李彥波廣州中國(guó)科學(xué)院工業(yè)技術(shù)研究院
鍛造與沖壓 2018年12期
關(guān)鍵詞:振動(dòng)
文/李彥波·廣州中國(guó)科學(xué)院工業(yè)技術(shù)研究院
背景資料
模具是基礎(chǔ)裝備制造業(yè)的重要組成部分,是制造業(yè)中各有關(guān)行業(yè)產(chǎn)業(yè)升級(jí)和技術(shù)進(jìn)步的重要保障之一。隨著時(shí)代的進(jìn)步和科技的發(fā)展,過去長(zhǎng)期依賴鉗工、以鉗工為核心的粗放型、作坊式的生產(chǎn)管理模式,正逐漸被以技術(shù)為依托、以設(shè)計(jì)為中心的集約型現(xiàn)代化生產(chǎn)管理模式所替代。模具制造過程的前移,使調(diào)試問題被提前到加工數(shù)模設(shè)計(jì)乃至沖壓工藝設(shè)計(jì)階段解決,成為廣泛應(yīng)用模式。目前,國(guó)際模具領(lǐng)先企業(yè)已廣泛采用CAE模擬仿真技術(shù)。通過前期的CAE仿真模擬,無論從產(chǎn)品品質(zhì)的提高、交付周期的縮短、研發(fā)成本的降低等方面都可以增強(qiáng)企業(yè)的核心競(jìng)爭(zhēng)力。
隨著沖壓模具企業(yè)應(yīng)用CAE越來越廣泛,對(duì)CAE的精度也愈加重視。然而,針對(duì)沖壓成形中最常見的成形工序,例如直接成形或翻邊等。利用CAE工具進(jìn)行仿真確認(rèn)時(shí),經(jīng)常會(huì)遇到在仿真結(jié)果中顯示制件中部分幾何形狀如側(cè)壁或法蘭面上某固定節(jié)點(diǎn)沿著某個(gè)方向(X/Y/Z軸)的位移線圖呈現(xiàn)周期性的波動(dòng)(圖1)。
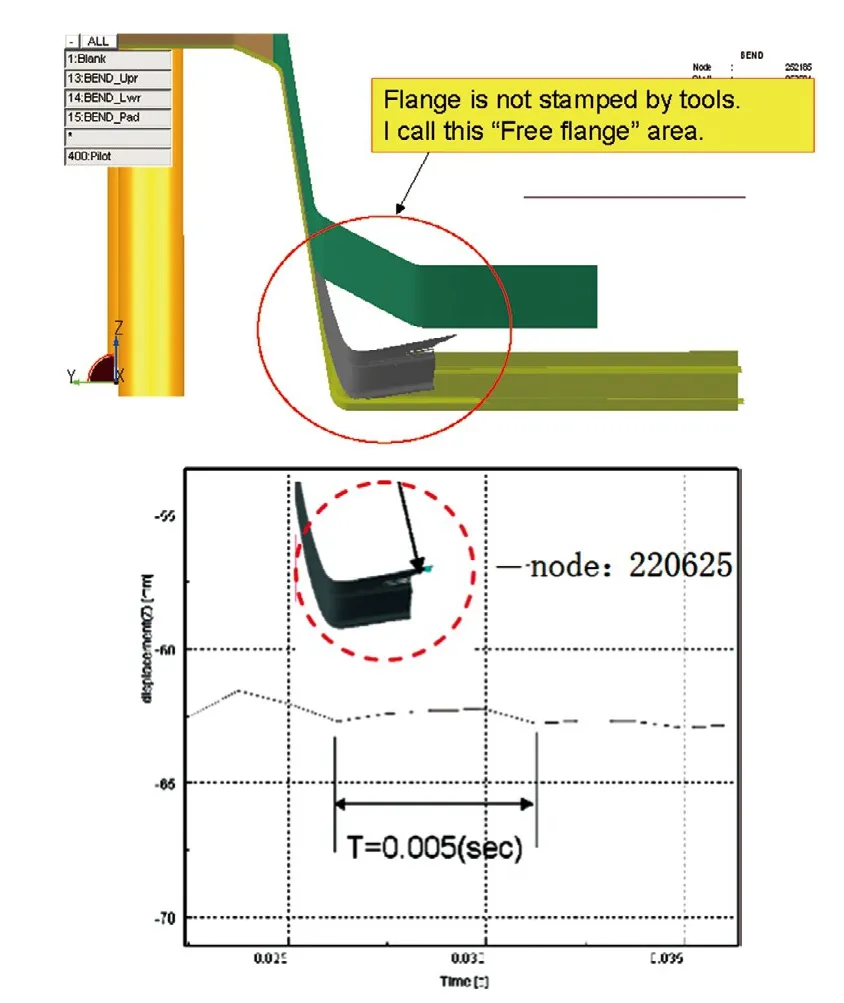
圖1 翻邊成形仿真有限元模型及其固定節(jié)點(diǎn)的Z方向位移線圖
上述仿真結(jié)果利用后處理動(dòng)畫方式來查看,表現(xiàn)為該制件的法蘭沿Z軸上下往返地運(yùn)動(dòng)。從物理機(jī)理的角度來看,即為該處發(fā)生了自由振動(dòng)。仿真結(jié)果顯示該制件的運(yùn)動(dòng)狀態(tài)顯然與現(xiàn)場(chǎng)試模加工時(shí)不吻合。由此可知,該仿真結(jié)果存在失真現(xiàn)象,從而會(huì)造成仿真結(jié)果的不可靠,失去了使用CAE工具輔助指導(dǎo)模具研發(fā)的意義。分析造成上述異常仿真結(jié)果的原因,針對(duì)性地修改仿真控制參數(shù)是可以消除制件在仿真過程中出現(xiàn)的自由振動(dòng)現(xiàn)象。下面從自由振動(dòng)基本理論出發(fā),探討解決自由振動(dòng)問題的有效方法。以某成形仿真工序?yàn)榘咐瑧?yīng)用高精度鈑金成形仿真解決方案JSTAMP/NV軟件(基于LSDYNA求解器)詳細(xì)說明在沖壓成形仿真中出現(xiàn)自由振動(dòng)問題的解決辦法。
自由振動(dòng)基本理論
振動(dòng)是自然界最普遍的現(xiàn)象之一。在許多情況下,振動(dòng)被認(rèn)為是消極因素。如振動(dòng)會(huì)加劇機(jī)械設(shè)備磨損,縮短設(shè)備和結(jié)構(gòu)的使用壽命,引起結(jié)構(gòu)破壞。以下從最簡(jiǎn)單的單自由度系統(tǒng)的自由振動(dòng)問題,用有阻尼自由振動(dòng)模式推演與解釋說明自由振動(dòng)的基本理論。
單自由度系統(tǒng)有阻尼自由振動(dòng)
無阻尼自由振動(dòng),其振幅保持不變,振動(dòng)能夠持續(xù)進(jìn)行。但實(shí)際中的自由振動(dòng)振幅隨時(shí)間的增加不斷減少,直到振動(dòng)停止。這是因?yàn)檎駝?dòng)過程中,還存在某些影響振動(dòng)的阻力。這個(gè)阻力被稱為阻尼。
當(dāng)振動(dòng)速度不大時(shí),阻力近似地與速度成正比,方向與速度相反。這樣的阻尼稱為粘性阻尼。假設(shè)振動(dòng)質(zhì)點(diǎn)的速度為υ,粘性阻尼的阻尼力可表示為:
其中比例常數(shù)C稱為阻尼系數(shù),負(fù)號(hào)表示阻力與速度的方向相反。
圖2(a)的質(zhì)量彈簧系統(tǒng)中,用一個(gè)阻尼器表示系統(tǒng)的阻尼。以物塊為研究對(duì)象,取靜平衡位置為原點(diǎn),坐標(biāo)軸X向下為正。通過推演得知可以通過增大阻尼參變量來消除系統(tǒng)的自由振動(dòng)。
沖壓成形仿真存在自由振動(dòng)的案例
圖3為有限元仿真模型,該沖壓件包含兩個(gè)成形工序:翻邊成形和彎曲成形。
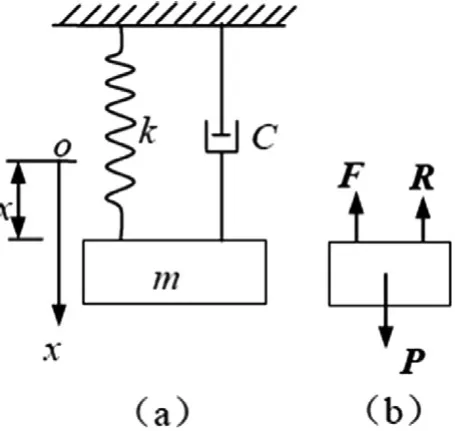
圖2 有阻尼的質(zhì)量彈簧系統(tǒng)示意圖
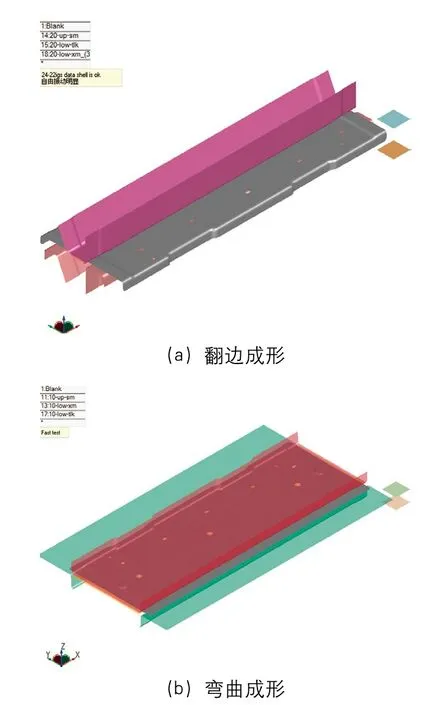
圖3 有限元仿真模型
對(duì)應(yīng)板材的材料牌號(hào)及力學(xué)性能參數(shù)如表1所示,仿真過程中使用的工藝參數(shù)如圖4所示。
圖5為兩個(gè)成形工序的仿真結(jié)果:板厚減薄率變化云圖。從該圖來看,此制件的成形性不存在異常情形,然而對(duì)彎曲成形工序,其仿真結(jié)果利用后處理動(dòng)畫方式查看表現(xiàn)為該制件的法蘭沿Z軸上下往返地運(yùn)動(dòng)。從制件上某固定斷面成形過程的視角來看(表2),在制件成形過程中,該斷面尤其是上半部分位置表現(xiàn)為左右來回?cái)[動(dòng),即在整個(gè)過程的斷面視圖中體現(xiàn)在制件斷面右側(cè)與上模之間的模具間隙值忽大忽小。

表1 材料牌號(hào)及力學(xué)性能參數(shù)
選取彎曲成形工序上法蘭邊上的某節(jié)點(diǎn),通過查看并生成其位移與時(shí)間變化的過程曲線(圖6),可以明顯看到該節(jié)點(diǎn)在Y方向的位移呈現(xiàn)明顯波浪式分布。由此可知,該彎曲成形工序的法蘭面在仿真過程中存在明顯的自由振動(dòng)。

圖4 仿真流程及工藝參數(shù)
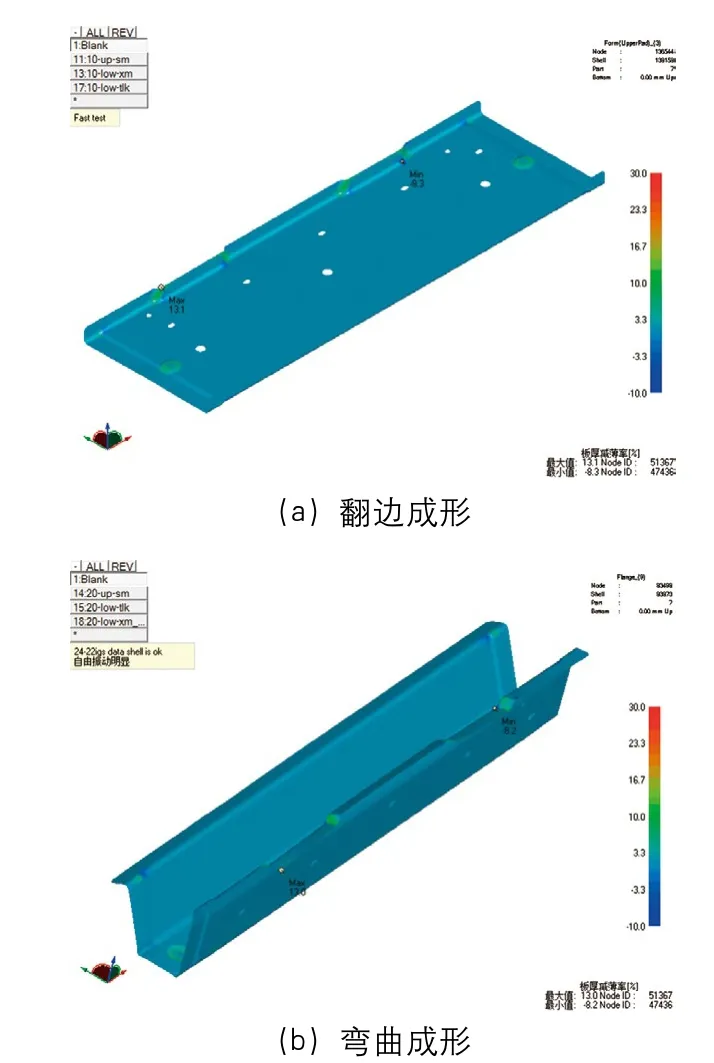
圖5 仿真結(jié)果:板厚減薄率變化云圖
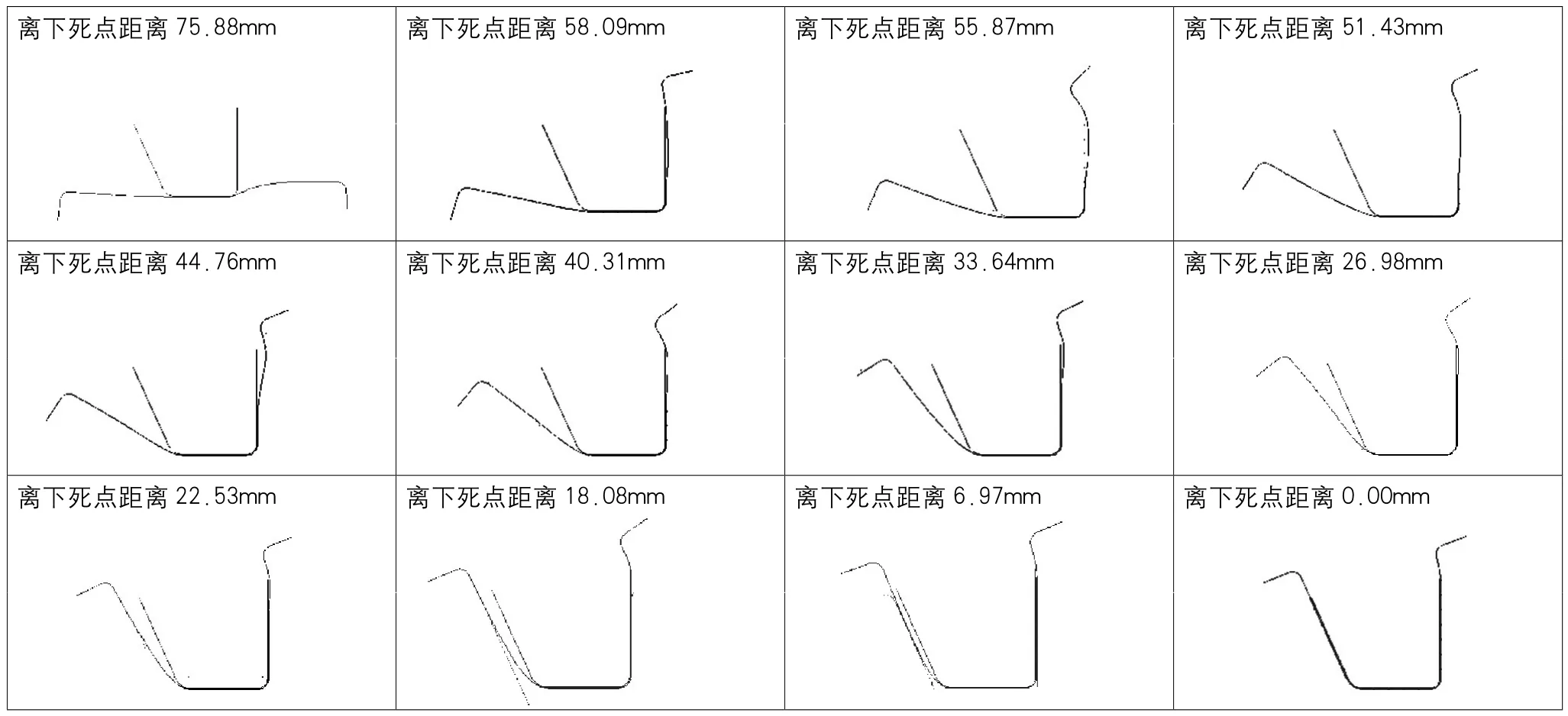
表2 彎曲成形工序仿真結(jié)果:某斷面成形過程
對(duì)于類似這種彎曲成形或翻邊成形工藝,在成形過程中的制品面與模具成形數(shù)模面沒有像拉延工藝那樣實(shí)時(shí)地接觸。使用默認(rèn)設(shè)定的仿真參數(shù)進(jìn)行求解計(jì)算會(huì)極大可能出現(xiàn)上述問題。
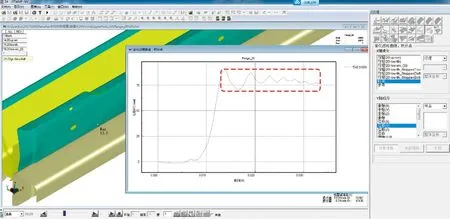
圖6 彎曲成形工序法蘭上某節(jié)點(diǎn)Y方向位移變化線圖
解決沖壓成形仿真自由振動(dòng)的辦法
基于高精度鈑金成形仿真解決方案JSTAMP/NV軟件(LSDYNA求解器)對(duì)上述沖壓成形案例進(jìn)行仿真后,發(fā)現(xiàn)在第二序彎曲成形過程中存在明顯的自由振動(dòng)現(xiàn)象,可參照以下步驟更改前處理的參數(shù)設(shè)定來消除自由振動(dòng)。
⑴更改后的設(shè)定為速度模具運(yùn)動(dòng)曲線設(shè)定(圖7),使其緩慢地到達(dá)下死點(diǎn)位置。
⑵增加仿真計(jì)算時(shí)間與輸出結(jié)果的步號(hào)(圖8):參照更改模具運(yùn)動(dòng)曲線之前的終止時(shí)間,把更改模具運(yùn)動(dòng)曲線設(shè)定之后的仿真終止時(shí)間設(shè)定為之前終止時(shí)間的約1.5倍;然后手動(dòng)修改輸出計(jì)算結(jié)果步號(hào)的數(shù)值(設(shè)定為40)。
⑶利用后處理歷史曲線功能,確認(rèn)成形工序發(fā)生自由振動(dòng)的周期T=0.00325s(圖9)。
通過上述得出的振動(dòng)周期,可計(jì)算出該自由振動(dòng)的固有頻率為:f=1/T=307.7Hz。
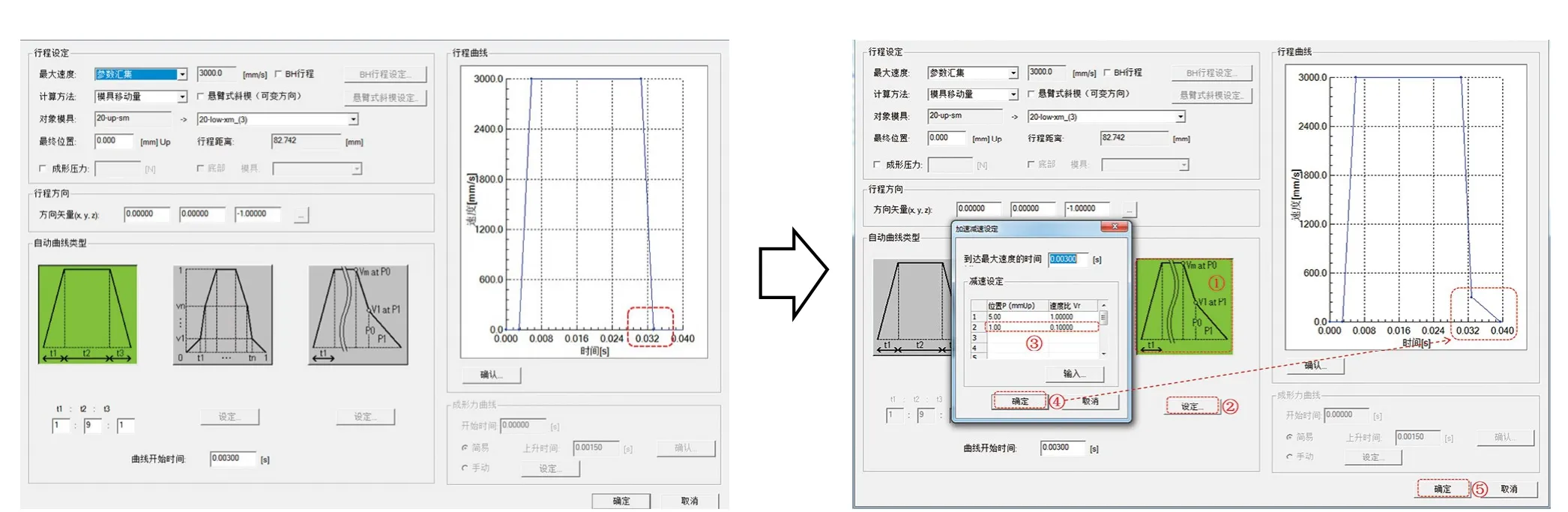
圖7 更改模具運(yùn)動(dòng)曲線的設(shè)定過程
⑷更改計(jì)算“控制”選項(xiàng)卡下質(zhì)量減振系數(shù)VALDMP數(shù)值為:2.5f=769Hz(圖10)。
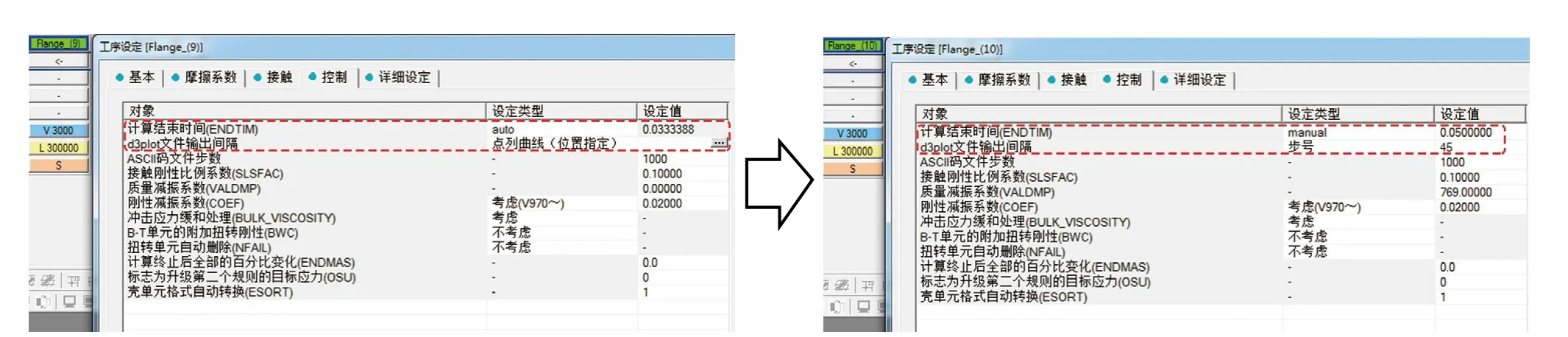
圖8 更改仿真計(jì)算時(shí)間及輸出結(jié)果步號(hào)的設(shè)定過程
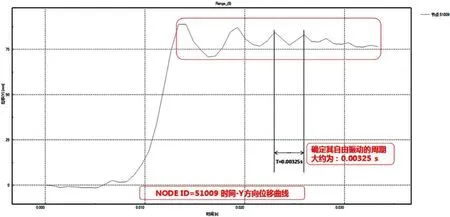
圖9 彎曲成形工序法蘭上某節(jié)點(diǎn)的Y方向位移-時(shí)間變化曲線
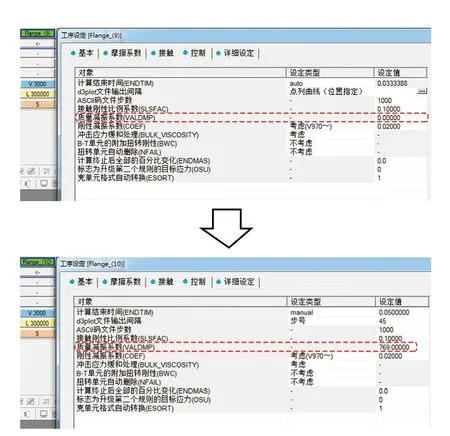
圖10 更改質(zhì)量減振系數(shù)的設(shè)定過程
上述四個(gè)步驟把前處理需要更改的參數(shù)已設(shè)定,并重新提交再計(jì)算更改參數(shù)后的設(shè)定,然后在后處理確認(rèn)計(jì)算結(jié)果。圖11為彎曲成形再計(jì)算節(jié)點(diǎn)51009的Y方向位移-時(shí)間變化曲線。由圖可知,該節(jié)點(diǎn)在Y方向的位移隨時(shí)間變化呈現(xiàn)一條直線,即仿真結(jié)果已消除法蘭邊上的自由振動(dòng)。
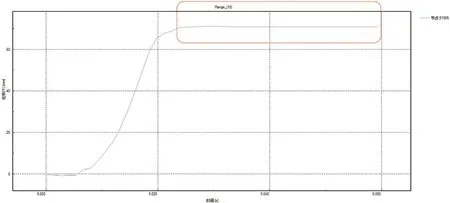
圖11 彎曲成形工序再計(jì)算節(jié)點(diǎn)51009的Y方向位移-時(shí)間變化曲線
結(jié)束語
如何實(shí)現(xiàn)高質(zhì)量、低成本、短周期沖壓模具或產(chǎn)品開發(fā)是贏得市場(chǎng)競(jìng)爭(zhēng)的關(guān)鍵,應(yīng)用沖壓成形仿真技術(shù)是解決這一問題的有效手段。CAE工程師在實(shí)際應(yīng)用中不斷發(fā)現(xiàn)問題并解決問題,達(dá)到有效輔助并指導(dǎo)沖壓模具或產(chǎn)品研發(fā)。本文針對(duì)常見的沖壓成形仿真工序使用默認(rèn)仿真設(shè)定會(huì)出現(xiàn)不準(zhǔn)確的仿真結(jié)果(即存在自由振動(dòng))。從自由振動(dòng)的基本理論出發(fā),結(jié)合具體的成形仿真實(shí)例,提供了一套行之有效的解決辦法,希望對(duì)沖壓CAE的從業(yè)人員或?qū)W習(xí)者有所借鑒。
猜你喜歡
科學(xué)大眾(2023年17期)2023-10-26 07:39:14
大電機(jī)技術(shù)(2022年5期)2022-11-17 08:12:48
天天愛科學(xué)(2020年6期)2020-09-10 07:22:44
瘋狂英語·新讀寫(2020年3期)2020-06-06 09:05:56
數(shù)學(xué)物理學(xué)報(bào)(2018年4期)2018-09-14 03:40:58
數(shù)學(xué)物理學(xué)報(bào)(2017年6期)2018-01-22 02:26:40
船海工程(2015年4期)2016-01-05 15:53:26
噪聲與振動(dòng)控制(2015年4期)2015-01-01 07:08:44
計(jì)算物理(2014年2期)2014-03-11 17:01:44
鄭州大學(xué)學(xué)報(bào)(理學(xué)版)(2014年3期)2014-03-01 04:21:00
