機(jī)身部件對(duì)合臺(tái)的設(shè)計(jì)與制造
2018-06-22 02:12:24周洪巖
現(xiàn)代制造技術(shù)與裝備 2018年5期
周洪巖
(沈陽(yáng)飛機(jī)工業(yè)(集團(tuán))有限公司,沈陽(yáng) 110850)
在飛機(jī)制造廠的裝配車間中,不只是有裝配型架,還有配套型架、補(bǔ)鉚型架、對(duì)合型架以及精加工臺(tái)等。不同種類的型架雖然各有其特殊作用,但是型架的結(jié)構(gòu)和安裝工藝是通用的。型架結(jié)構(gòu)形式大致可以分為兩類,即整體式型架和分散式型架。本文闡述的正是分散式型架——機(jī)身對(duì)合裝配型架。
1 對(duì)合臺(tái)的功能和結(jié)構(gòu)特點(diǎn)
1.1 對(duì)合臺(tái)的功能
后機(jī)身產(chǎn)品由左、右發(fā)動(dòng)機(jī)艙和中艙等組件構(gòu)成。對(duì)合的過程主要包括左、右發(fā)動(dòng)機(jī)艙與中艙的連接,儀表艙上、下壁板的安裝,并按技術(shù)要求保證發(fā)動(dòng)機(jī)艙與中艙各框之間的間隙。在保證發(fā)動(dòng)機(jī)交點(diǎn)的同時(shí),還要保證發(fā)動(dòng)機(jī)艙與中艙各框的間隙、左、右發(fā)動(dòng)機(jī)艙與中央翼模擬器的間隙。
1.2 對(duì)合臺(tái)的結(jié)構(gòu)特點(diǎn)
1.2.1 外形尺寸巨大
對(duì)合臺(tái)型架是分散式框架,地基框架尺寸7500mm×8200mm,該地基框架采用整體框架組焊成,地面上框架高2275mm。
1.2.2 結(jié)構(gòu)復(fù)雜、定位交點(diǎn)和協(xié)調(diào)關(guān)系多
型架由六部分組成:地基、框架、架車、定位器、卡板、輔助裝置。特別是中央翼接頭定位器、垂尾接頭定位器、儀表艙定位組件,分別采用單獨(dú)的框架裝配,該框架可繞轉(zhuǎn)軸旋轉(zhuǎn)90°,方便飛機(jī)上、下架。中央翼接頭定位器、垂尾接頭定位器交點(diǎn)按標(biāo)準(zhǔn)量規(guī)協(xié)調(diào)。
2 對(duì)合臺(tái)的設(shè)計(jì)與制造
2.1 地基的設(shè)計(jì)、制造與調(diào)整
為保證飛機(jī)裝配后的精度要求,提高型架的剛度和強(qiáng)度,采用整體式地基框架,避免地基變形增大飛機(jī)的制造誤差。在地基的制造過程中,為方便工人操作和實(shí)際運(yùn)輸,將地基框架按照對(duì)稱線分成四部分分別組焊,為減少地基框架變形,框架進(jìn)行振動(dòng)消除應(yīng)力。將地基框架運(yùn)至現(xiàn)場(chǎng),按藍(lán)圖尺寸將四個(gè)框架擺到正確的位置,利用自制的調(diào)整頂絲調(diào)整框架,用水平儀找正框架水平,最后利用連接板將框架連接,完成地基框架的安裝、調(diào)整工作。
在地基框架的四周安裝四個(gè)工具球座,利用激光跟蹤儀建立基礎(chǔ)坐標(biāo)系,并對(duì)圖示工具球打出實(shí)測(cè)值。利用激光跟蹤儀按藍(lán)圖尺寸安裝支座(HB495),此方法優(yōu)點(diǎn)在于充分利用儀器,減少工人的勞動(dòng)強(qiáng)度,并能準(zhǔn)確確定支座位置,其中支座(HB495)為標(biāo)準(zhǔn)件,其上面鉆有連接地基、型架骨架的鉆模孔。以往實(shí)踐證明,由于裝配能力的限制,與骨架連接的鉆模孔在裝配前鉆出,不能與型架骨架準(zhǔn)確連接,浪費(fèi)制造成本。最為合理的方法是型架骨架確定好準(zhǔn)確位置后,再由鉗工用磁力鉆配置出連接孔,最后配合基建打地基,保護(hù)好工具球座。
2.2 現(xiàn)場(chǎng)安裝與調(diào)整
由于該型架比較大,按圖紙安裝四個(gè)工具球建立基礎(chǔ)坐標(biāo)系后,為便于后續(xù)基準(zhǔn)轉(zhuǎn)換,盡可能一次多建一些ERS點(diǎn),按ERS點(diǎn)的優(yōu)選原則,在地基適當(dāng)位置上建立ERS點(diǎn),一些大的支座也建立ERS點(diǎn),確保移動(dòng)激光跟蹤儀時(shí),測(cè)量點(diǎn)都能看到。
特別不好調(diào)整的是框上的六個(gè)大梁定位器,大梁定位器調(diào)整好后與框架澆白水泥固定。該定位器上有三個(gè)工具球,由于該定位器懸在空間,前后沒有支撐,不易調(diào)節(jié)。現(xiàn)場(chǎng)按實(shí)際情況,在每個(gè)梁定位器前后兩端點(diǎn)焊四個(gè)螺母,用螺栓頂著大梁定位器,調(diào)整直至符合工具球值。
現(xiàn)場(chǎng)裝配時(shí),由于零件比較多,裝配周期短,機(jī)身對(duì)合型架是分散式框架,各組件可平行作業(yè),現(xiàn)場(chǎng)三臺(tái)激光跟蹤儀同時(shí)在不同角度開始安裝各個(gè)零件。輔助框架、測(cè)量工具套、工具銷及墊片提前做好,可以為該工裝的順利安裝做好充分準(zhǔn)備。
3 技術(shù)難點(diǎn)
3.1 翻轉(zhuǎn)式支臂加工困難,裝配困難
中央翼懸掛接頭定位器定位支柱高2235 mm,寬492mm,要求加工2-Φ90H7孔同軸,非常困難。由于框架用方管、槽鋼、連接板組焊,零件表面腐蝕且有焊接變形,鏜床加工孔時(shí)沒有定位基準(zhǔn),孔易鏜偏。
解決辦法:組焊時(shí)在槽鋼框架中焊接的套筒外徑尺寸加大,圖紙尺寸Φ110mm,改為Φ150mm,內(nèi)孔制初孔Φ60mm。在側(cè)面點(diǎn)焊4塊平板作為加工工藝基準(zhǔn),銑床加工時(shí),保證側(cè)面與底面垂直。鏜床加工孔時(shí),側(cè)面4塊平板立在平臺(tái)上,鏜床直接鏜孔就能加工,確保孔不鏜偏。由于機(jī)加能力的限制,加工500mm長(zhǎng)距離,由于鏜刀剛度不夠,加工出來的孔出現(xiàn)錐孔,長(zhǎng)襯套出現(xiàn)橢圓形,導(dǎo)致襯套按實(shí)際配車。該支座裝配時(shí),兩端2-Φ90H7孔壓一個(gè)內(nèi)孔是Φ60H7的帶臺(tái)襯套,襯套長(zhǎng)170mm,兩端在里側(cè)壓套,不好裝配。根據(jù)裝配需要,兩端做兩個(gè)導(dǎo)套,做一個(gè)600mm長(zhǎng)的Φ60f6的定位銷,確保該帶臺(tái)襯套能夠同軸壓入。
3.2 垂尾支座加工困難,裝配困難
垂尾支座采用可翻轉(zhuǎn)形式,搖臂沿著轉(zhuǎn)軸可旋轉(zhuǎn)90°。設(shè)計(jì)利用兩支柱通過方管連接而成。實(shí)際上,人們是將兩支柱分開單獨(dú)加工,并在支柱上焊接工藝平版,完成圖紙加工任務(wù)。按圖紙裝搖臂時(shí),由于搖臂太重,框架尺寸大,人工移動(dòng)費(fèi)勁,孔稍偏一點(diǎn),都插不上。
解決辦法:在側(cè)面點(diǎn)焊4塊平板作為加工工藝基準(zhǔn),鏜銑床加工時(shí),保證側(cè)面與底面垂直。鏜床加工孔時(shí),側(cè)面4塊平板立在平臺(tái)上,鏜床直接鏜孔就可以,確保孔不鏜偏,不垂直于底面。裝配時(shí),把其中一個(gè)框架放在平臺(tái)上,利用機(jī)加加工的平面與平臺(tái)垂直,在平臺(tái)上調(diào)整框架,保證孔垂直于平臺(tái),澆砂固定框架。把搖臂用吊車起吊,慢慢插入軸中,由于搖臂長(zhǎng)520mm,孔必須垂直于平臺(tái),用吊車慢慢點(diǎn)動(dòng)。而最上面的支座用吊車起吊,在平臺(tái)上調(diào)平,用千斤頂頂住,慢慢敲打上面的支座孔附近,使其對(duì)準(zhǔn)軸慢慢進(jìn)入,頂著上面支座的千斤頂慢慢松動(dòng),上面的支座不斷下降,最終完成垂尾支座的組裝工作,如圖1所示。
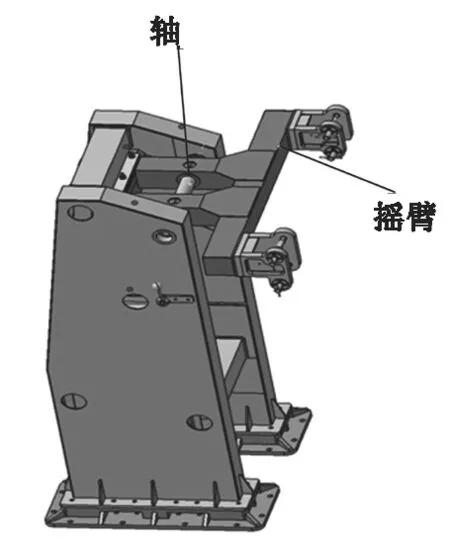
圖1 垂尾支座安裝示意圖
3.3 量規(guī)在空間不易定位
中央翼接頭定位器按量規(guī)協(xié)調(diào),量規(guī)按工具球固定好位置后,在定位器上打出工具球?qū)崪y(cè)值。量規(guī)如何在空間定位和調(diào)整,是現(xiàn)場(chǎng)安裝時(shí)需解決的難題。根據(jù)生產(chǎn)需要,在數(shù)模上做一個(gè)定位量規(guī)的框架。該框架側(cè)面靠近量規(guī)的地方用槽鋼圍成矩形,與量規(guī)有40mm間隙,可用頂絲頂著量規(guī)微調(diào),量規(guī)下面也可用頂絲微調(diào),這樣就保證支撐量規(guī)的框架地面固定好后,量規(guī)可上下、左右、前后微調(diào)節(jié),確保量規(guī)準(zhǔn)確定位。
4 結(jié)語
機(jī)身對(duì)合臺(tái)屬于分散式大型裝配工裝,零件生產(chǎn)和組裝全部按數(shù)字化制造,有效提高了裝配工裝的制造精度。在工裝研制過程中,筆者通過結(jié)構(gòu)特點(diǎn)、使用功能、協(xié)調(diào)基準(zhǔn)等方面的詳細(xì)分析,創(chuàng)造性地突破了一些數(shù)字化的關(guān)鍵制造技術(shù),如翻轉(zhuǎn)式支臂和垂尾支座的研制、量規(guī)的空間定位技術(shù)等。這都為整個(gè)工裝的使用效能和穩(wěn)定性提供了保證和支持,也縮短了工裝維護(hù)中的檢查和返修時(shí)間。飛機(jī)數(shù)字化裝配工裝制造技術(shù)已經(jīng)成為飛機(jī)制造行業(yè)的主導(dǎo)發(fā)展方向,隨著經(jīng)驗(yàn)的不斷積累,數(shù)字化工裝的設(shè)計(jì)也將更加快捷、合理,使飛機(jī)制造水平邁上新臺(tái)階。
[1]張暉武,武厚忠.輕型飛機(jī)復(fù)合材料結(jié)構(gòu)件工裝的設(shè)計(jì)與制造[J].航空制造技術(shù),2000,(1):47-48.
[2]《飛機(jī)制造工程手冊(cè)》總編委會(huì).飛機(jī)制造工程手冊(cè)(飛機(jī)工藝裝備分冊(cè))[M].北京:航空工業(yè)出版社,1994.
[3]方若愚.金屬機(jī)械加工工藝人員手冊(cè).上海:上海科技出版社,1983.
