復合材料風扇葉片鋪層設計方法研究
2018-06-23 02:31:54朱啟晨肖賈光毅
航空發(fā)動機 2018年3期
朱啟晨,陳 勇,2,肖賈光毅
(1.上海交通大學,機械與動力工程學院;2.燃氣輪機研究院,上海200240)
0 引言
與傳統(tǒng)鈦合金風扇葉片相比,復合材料風扇葉片具有質量輕、高效率、低噪聲,抗顫振、抗外物損傷能力較強,抗鳥撞性能優(yōu)異,維護成本更為低廉的特點,代表了風扇葉片技術的發(fā)展方向[1-2]。GE公司在GE90和GEnx發(fā)動機風扇葉片的基礎上進行一系列改進,使得下一代GE9X發(fā)動機的復合材料風扇葉片更大、更輕、更薄,葉片數量也從GEnx發(fā)動機的18片減少到16片。此外,R.R、PW公司也競相研制復合材料風扇葉片,應用于各自下一代的航空發(fā)動機上[3-4]。
GE公司的GE90與GEnx發(fā)動機上的復合材料風扇葉片均采用碳纖維預浸料經模壓成型的制造工藝,鋪層設計是實現(xiàn)復合材料風扇葉片精確成型的重要環(huán)節(jié),是復合材料風扇葉片的關鍵技術之一[5]。鋪層設計技術被國外發(fā)動機公司視為商業(yè)機密,公開發(fā)表的文獻較少,僅有一些專利提及,如GE公司于1994年發(fā)表的專利[6]中給出了1種復合材料風扇葉片鋪層排列順序與鋪放角度的設計,但尚不清楚其鋪層設計方法和工具。國內對于復合材料風扇葉片的鋪層設計尚處在摸索階段,鮮有報道。
本文基于復合材料鋪層設計準則,系統(tǒng)建立了復合材料風扇葉片的鋪層結構設計流程,并針對某自行設計的風扇葉片,按照設計流程完成了鋪層結構設計,對其結構與可制造性進行了分析與改進,可為中國自主開展復合材料風扇葉片的結構設計提供參考。
1 復合材料風扇葉片鋪層設計流程及準則
1.1 復合材料風扇葉片的鋪層設計流程
提出了1套復合材料風扇葉片的鋪層結構設計流程,如圖1所示。
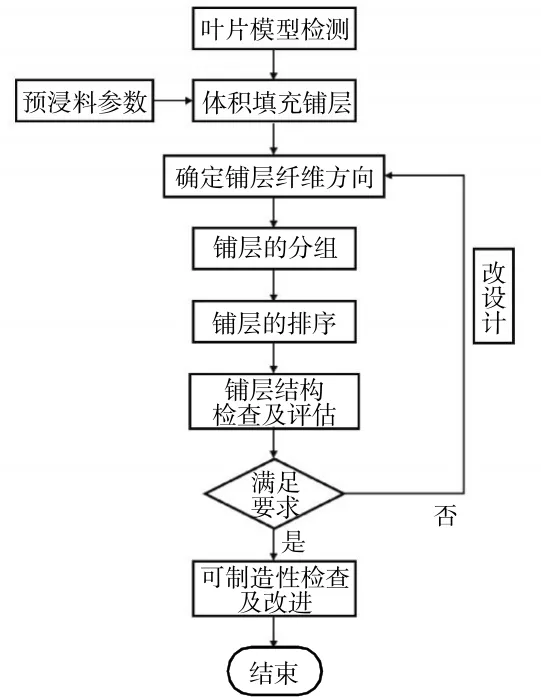
圖1 復合材料風扇葉片鋪層設計流程
對葉片模型檢測,保證壓力面與吸力面曲面的曲率連續(xù)與邊界連續(xù),以便正確計算2個曲面間各鋪層的邊界;輸入所使用預浸料單層固化厚度參數,對風扇葉片進行體積填充鋪層設計,得到2個曲面之間鋪貼層數、每層的3維形狀等鋪層信息;根據復合材料鋪層設計的相關準則,確定鋪層的纖維方向,對所有鋪層進行分組并合理排序;檢查評估鋪層結構,將鋪層的順序與纖維方向調整至滿足設計要求,最后對所有鋪層進行可制造性檢查及改進,確保該設計的可制造性。
1.2 復合材料鋪層的設計準則
復合材料鋪層設計需要考慮結構、強度、制造等綜合因素的影響。通過大量理論分析與試驗驗證,結合工業(yè)界對復合材料的應用經驗,眾多學者提出很多具有指導意義的設計準則[7-9]。在航空領域的復合材料鋪層設計上,有以下6項基本準則[10]:
(1)對稱性:鋪層的順序應盡可能關于中面對稱;
(2)平衡性:鋪層角度應盡可能平衡,比如+θ°和-θ°的層數應當相同;
(3)同一鋪放角度的鋪層在相鄰鋪放時不應超過2層;
(4)相鄰2個鋪層之間的相差角度不應超過45°;
(5)每個方向的鋪層數量不應少于總鋪層數的10%;
(6)0°的鋪層不能放在整體結構的上下表面上。
其中,對稱性與平衡性準則可避免拉-剪、拉-彎耦合而引起固化后的翹曲變形,其他準則可以使復合材料結構達到更佳的力學性能,例如,可以避免自由邊界分層或者端面基體裂紋擴展而引起的強度問題,減小表面劃傷或表面層剝離對強度的影響。
由于風扇葉片的厚度在各位置均不相同,其鋪層設計不僅要滿足上述基本準則,還應確保厚度過渡區(qū)域的合理設計,主要有2項準則[11]:
(7)在復合材料結構的上下表面不應鋪放遞減鋪層,保證表面的完整性;
(8)所有遞減鋪層應盡可能距離中面大小交替鋪放,避免由于鋪層遞減形成的樹脂淤積集中在一起,造成應力集中。
2 風扇葉片的體積填充鋪層
復合材料風扇葉片主要由數百層不同形狀的碳纖維預浸料層疊鋪放后模壓而成,風扇葉片的形狀決定了各層預浸料的尺寸。對風扇葉片進行體積填充鋪層設計,即以單層預浸料的固化厚度為基準,在邊界內自鋪貼面向終止面一層層堆疊鋪放,直至鋪層將整個葉片內部填充滿,形成1個類似于洋蔥的層片結構。所采用的風扇葉片模型如圖2所示。圖中葉片為后掠寬弦風扇葉片,葉高為672 mm,最大弦長為390 mm,風扇直徑約1.9 m,尺寸與Leap-X發(fā)動機風扇的相近。葉片2個表面的曲面質量較好,曲率連續(xù),且邊界連續(xù)。
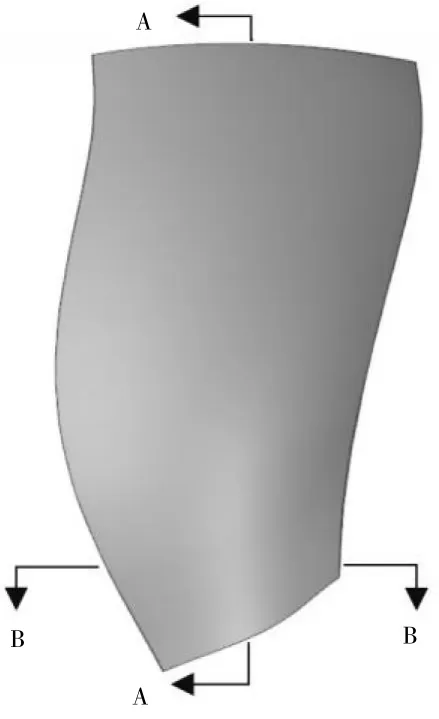
圖2 風扇葉片模型
傳統(tǒng)鋪層計算方法難以完成風扇葉片這類復雜形狀部件的鋪層設計,需要借助專業(yè)設計軟件進行鋪層設計。目前常用的復合材料設計軟件有Laminate-Tools、ESAComp、SYSPLY、FiberSIM 等。采用復合材料設計軟件FiberSIM中的Volume Fill模塊來完成風扇葉片的體積填充鋪層設計,獲取每個鋪層的幾何形狀。計算中輸入的預浸料單層固化厚度為0.15 mm,與GE90-115b發(fā)動機的風扇葉片使用的碳纖維復合材料IM7/8551預浸料參數一致[12]。葉片加工模具一般采用陰模設計,因此將吸力面作為鋪貼面,壓力面作為終止面,在鋪貼面上選擇合適的參考原點(非邊界,盡可能讓該點落在所有鋪層內部),并指定沿葉高方向為參考0°方向,計算得到該葉片鋪層數共165層。將每層鋪層結構的輪廓線投影到吸力面上,葉片表面的曲線如圖3所示(為了便于顯示,每4層曲線顯示1層)。
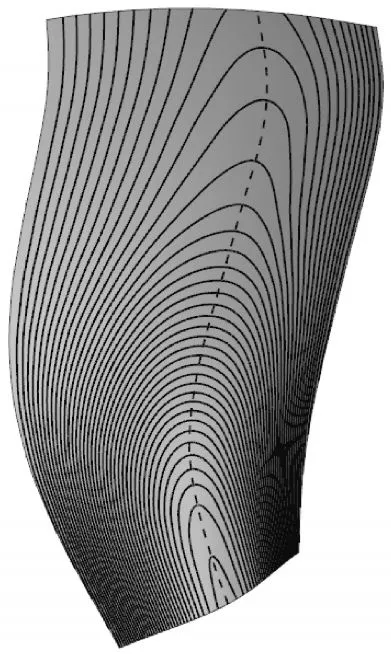
圖3 吸力面鋪層輪廓投影曲線

圖4 鋪層平面展開圖樣
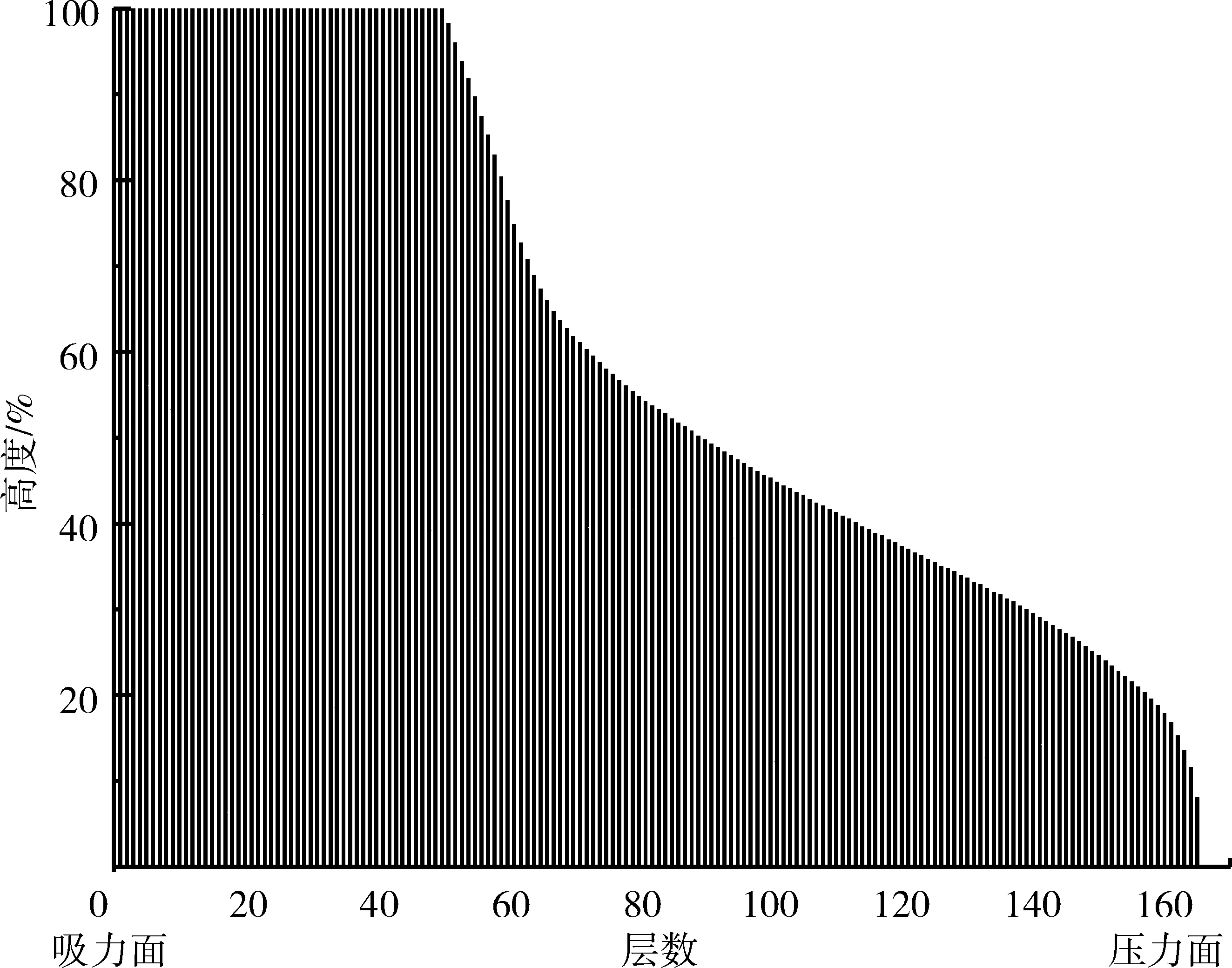
圖5 鋪層順序
將3維曲面鋪層展開得到2維平面展開圖樣,可直接輸出至排料計算軟件,驅動數控切割機裁剪,不需手工修剪便可進行預浸料的鋪放。其中典型4層的平面展開圖樣如圖4所示。方向上,實際在弦長方向,和鋪貼面同樣大小的完整鋪層僅有8層,之后的鋪層尺寸就開始逐漸遞減。這樣由大到小的鋪層排列順序會導致鋪層遞減形成的樹脂淤積全部集中在壓力面上,造成應力集中及剝離分層等一系列問題[13],違背鋪層設計準則第7、8條,需要對鋪層順序調整優(yōu)化。
在吸力面上沿每層輪廓線的最高點擬合1條曲線,如圖3吸力面上的虛線所示,通過測量該曲線落在每個鋪層上的高度,得到各鋪層的相對高度,將所有鋪層的高度百分比按排列順序繪制成柱狀圖,如圖5所示。從圖中可直觀地看出鋪層大小的排列順序,據此對鋪層順序進行調整。
從圖中可見,自左向右為吸力面至壓力面的鋪層,即鋪貼面至終止面。從第51層開始,鋪層的高度開始下降,表示鋪層的尺寸開始縮小。這僅是在高度
3 鋪層的角度與順序
根據對稱性準則,鋪層順序應關于中面對稱,所以將單數層作為吸力面?zhèn)蠕亴樱p數層作為壓力面?zhèn)蠕亴樱瑢ΨQ鋪放。該葉型共有165層,即吸力面?zhèn)?3層,壓力面?zhèn)?2層,將吸力面?zhèn)鹊牡?3層作為對稱面固定不動后,兩側均為82層,為對稱結構,以吸力面?zhèn)蠕亴訛閰⒖贾匦抡{整設計,其鋪層順序如圖6所示。
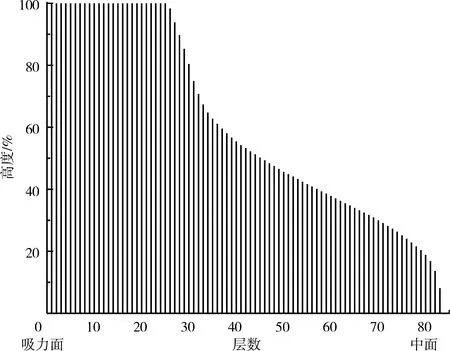
圖6 吸力面?zhèn)蠕亴禹樞颍ㄕ{整前)
按照圖6的鋪層順序關于中面對稱鋪放后,兩側表面沒有了遞減鋪層,但鋪層遞減形成的樹脂淤積又全部集中在中面,違背過渡區(qū)域的設計準則第8條,所以需要對鋪層順序進一步優(yōu)化調整。
3.1 確定鋪層纖維方向
在滿足受力的情況下,鋪層的方向數應盡可能少,以簡化設計和加工的工作量。航空領域一般多選擇0°、±45°和90°4種鋪層方向。風扇葉片在鋪貼面的主要承受載荷為沿葉高方向的離心力,為了最大限度地利用纖維軸向的高性能,采用0°、±45°3個鋪放角度。
由于平衡性準則,+45°與-45°的層數應相同,而相鄰鋪層的最大相差角不應超過45°,那么在+45°與-45°之間應該有1層0°鋪層將其隔開,同時,相鄰鋪層的角度以不相同為宜,表面鋪層的角度應不為0°,每個角度的鋪層數占比不應小于10%。基于這些準則,將鋪層的纖維方向定為[+45°/0°/-45°/0°]1 組,依次循環(huán)排列鋪放。
3.2 鋪層的分組
針對所采用的葉型,調整鋪層順序需要對單側的82層進行排列組合,而要在眾多組合中選出合理的鋪層順序工作量巨大,需要適當的簡化方法。所采用的鋪層纖維方向的排列形式為[+45°/0°/-45°/0°],以每4個鋪層為1組循環(huán)鋪放,每組按照該角度順序依次鋪放。于是,參考角度排列形式的4層為1組,將所有鋪層按照由高到低的順序分組,以組為單位對鋪層順序調整,簡化了鋪層順序的調整設計。
將兩側鋪層分成若干組后進行排序,在分組過程中,可能多出1~3層。當多出1層時,將最后1組改為 5 層,鋪層角度為[+45°/0°/-45°/0°/+45°];當多出 2層時,將最后1組改為6層,鋪層角度為[+45°/0°/-45°/0°/+45°/0°];當多出 3 層時,將倒數第 2 組改為 6 層,鋪層角度為[+45°/0°/-45°/0°/+45°/0°],最后 1 組改為5 層,鋪層角度為[+45°/0°/-45°/0°/+45°]。這樣處理將多出的鋪層放入尺寸較小的組中,可以保證在滿足鋪層設計準則的前提下,對所插入組和鋪層整體結構的影響都最小。
于是將吸力面?zhèn)鹊?2層由高到低分成20組,多出的2層放入第20組,鋪層角度改為 [+45°/0°/-45°/0°/+45°/0°]。壓力面?zhèn)葘ΨQ分組,共將葉片兩側的鋪層分成了40組。根據平衡性原則,將作為對稱面的吸力面?zhèn)鹊?3層角度定為-45°。
3.3 鋪層的排序
對吸力面?zhèn)鹊?0組鋪層重新排序,在滿足各種復合材料鋪層設計準則的前提下,參考文獻[6]中的鋪放順序,并盡可能的將遞減鋪層均勻分布在整個葉片內部。調整后的吸力面?zhèn)蠕亴禹樞蛉鐖D7所示。從圖中可見,按照高度順序,首先在吸力面處鋪放前2組鋪層,保證表面鋪層的完整性,將之后4組100%葉高鋪層大致等間距的依次向葉片中面排放,形成主體框架;再將稍短的4組反方向插入形成的4個空隙中間;最后將最短的10組按一定順序插入形成的8個空隙中。
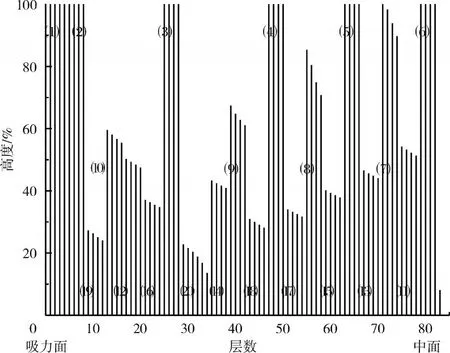
圖7 調整后的吸力面?zhèn)蠕亴禹樞?/p>
最后將壓力面?zhèn)蠕亴影凑贞P于中面對稱的順序進行鋪放,賦予每個鋪層相應的纖維方向,完成該風扇葉片的鋪層設計。
4 鋪層結構的分析
4.1 鋪層過渡分析
對于同一風扇葉片模型,其鋪層順序的排列組合數非常龐大,不可能逐一對其進行詳細有限元分析以評估其力學性能的優(yōu)劣。鋪層過渡是影響風扇葉片力學性能(如:高周疲勞強度)的重要因素。因此,可以從鋪層過渡的角度來分析鋪層方案的合理性。
為了觀察葉片鋪層的內部結構,沿圖2中的A-A、B-B方向分別做出鋪層順序調整前后的葉片截面圖,為便于顯示,將每組鋪層合為1層,如圖8、9所示。
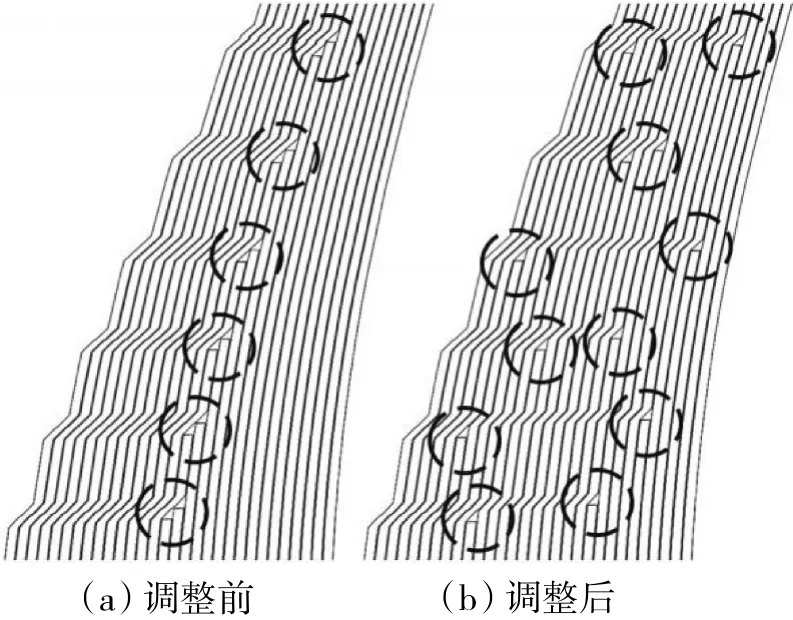
圖8 A-A截面葉身中段處
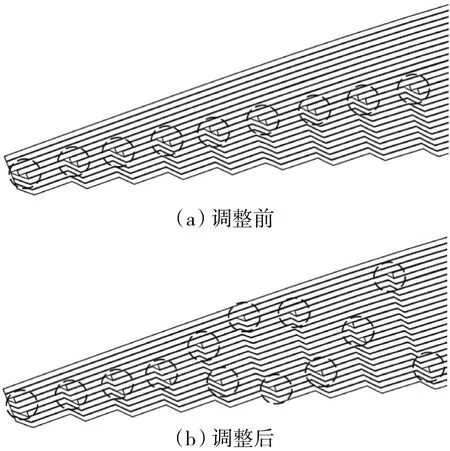
圖9 B-B截面前緣處
從圖8、9中虛線圈出的局部細節(jié)可見,在鋪層順序優(yōu)化調整前,在葉高和弦長方向,由于鋪層遞減而形成的樹脂淤積均集中于中面,會造成嚴重的應力集中和非常高的分層應力,導致中面處的強度遠低于平均值,極易發(fā)生剝離分層。經鋪層順序調整后,原本集中于中面上的樹脂淤積較為均勻地分散到中面兩側的位置,防止缺陷全部集中在一處,提高了葉片的強度。
基于葉片沿葉高與弦長方向截面的鋪層過渡分析,提出的復合材料風扇葉片的鋪層設計方法,可以在初始設計階段保證鋪層順序滿足復合材料的基本設計準則。在后續(xù)的詳細設計階段,還需根據相應的計算分析與試驗結果,進一步對鋪層方案進行優(yōu)化。
4.2 可制造性分析
復合材料在制造過程中容易出現(xiàn)褶皺、架橋、翹曲等問題,特別是風扇葉片這樣幾何形狀極其復雜的部件,初期可能因鋪層厚度、角度、鋪貼位置定位等參數難控制,在成型過程中出現(xiàn)氣孔、翹曲、架橋等現(xiàn)象,達不到設計指標,需要反復試驗。因此,需要在鋪層設計階段就考慮可制造性,將設計與制造一體化。
對于所設計的風扇葉片,其鋪層順序已經滿足對稱性與均衡性,所以不會因鋪放順序不合理而導致固化時葉片發(fā)生翹曲。但風扇葉片具有厚度極不均勻、大彎曲和扭轉的特性,預浸料在鋪放過程中很有可能發(fā)生嚴重扭曲,形成褶皺,而且面積越大的鋪層越有可能發(fā)生褶皺。從減小褶皺的角度,對所設計的復合材料風扇葉片進行了可制造性分析。以風扇葉片表面最大面積的-45°鋪層為例,其可制造性分析結果如圖10所示。圖中鋪貼面上的實線部分無扭曲,虛線部分輕微扭曲,虛點線部分嚴重扭曲。從圖中可見,由于曲面彎扭造成鋪層在葉片前緣靠近葉尖部位大面積嚴重扭曲,這在實際鋪放中會造成大量褶皺,形成缺陷。
針對上述問題,給出了減輕褶皺的改進方案。采用拼接的辦法,沿纖維方向將鋪層分割后拼接鋪放,這樣既保證了纖維的連續(xù)性,又解決了鋪層扭曲。將同一鋪層沿纖維方向分割為3塊后,進行可制造性分析,得到結果如圖11所示。從圖中可見,采用拼接處理的鋪層已經沒有了嚴重扭曲的部分,僅有小部分輕微扭曲,極大改善了預浸料的鋪放質量。如果需要,還可以再次對褶皺高風險區(qū)域沿纖維方向切割,直至滿足鋪放質量控制要求。

圖10 -45°鋪層可制造性分析(原始)
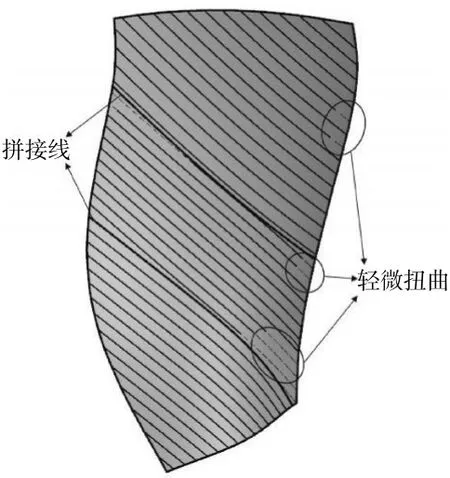
圖11 -45°鋪層可制造性分析(拼接)
采取同樣方法對所有鋪層進行檢查、處理,確保滿足可制造性。
5 結束語
本文系統(tǒng)地建立了1種復合材料風扇葉片的鋪層設計方法,基于FiberSIM/UG軟件,完成了某風扇葉片的鋪層填充,基于復合材料構件鋪層設計的一般準則,確定了鋪層角度的排列形式,完成了鋪層的分組、順序調整,對葉高及弦長方向截面的鋪層過渡分析及可制造性分析表明,風扇葉片鋪層結果可保證葉型精度、過渡的合理性及可制造性,可為后續(xù)的分析提供參考。
[1]Red C.Aviation Outlook:Composites in commercial aircraft jet engines[EB/OL]. (2008-09-09)[2017-10-09].https://www.compositesworld.com/articles/aviation-outlook-composites-in-commercial-aircraft-jetengines.
[2]Abumeri G H,Kuguoglu L H,Chamis C C.Composite fan blade design for advanced engine concepts[R].NASA-TM-2004-212943.
[3]劉強,趙龍,黃峰.商用大涵道比發(fā)動機復合材料風扇葉片應用現(xiàn)狀與展望[J].航空制造技術,2014(15):58-62.LIU Qiang,ZHAO Long,HUANG Feng.Present conditions and development of composite fan blades of high bypass ratio commercial jet engines[J].Aeronautical Manufacturing Technology,2014,(15):58-62.(in Chinese)
[4]李杰.后掠大流量寬弦復合材料風扇葉片技術綜述[J].航空制造技術,2009(17):49-51.LI Jie.Sweepback and wide-chord composite fan blade with high volume flow [J].Aeronautical Manufacturing Technology,2009(17):49-51.(in Chinese)
[5]Cairns D S,Mandell J F,Scott M E,et al.Design and manufacturing considerations for ply drops in composite structures[J].Composites Part B:Engineering,1999,30(5):523-534.
[6]Evans C R,F(xiàn)uhrman B J,Jones J D,et al.Foreign object damage resistant composite blade and manufacture:U.S.Patent 5,375,978[P].1994-12-27.
[7]Bailie J A,Ley R P,Pasricha A.A summary and review of composite laminate design guidelines[R].NASA Langley Research Center,Hampton,VA,NAS1-19347,1997.
[8]Lakshmi K,Rao A R M.Hybrid shuffled frog leaping optimization algorithm for multi-objective optimal design of laminate composites[J].Computers&Structures,2013,125:200-216.
[9]Yang J,Song B,Zhong X,et al.Optimal design of blended composite laminate structures using ply drop sequence[J].Composite Structures,2016,135:30-37.
[10]Irisarri F X,Lasseigne A,Leroy F H,et al.Optimal design of laminated composite structures with ply drops using stacking sequence tables[J].Composite Structures,2014,107:559-569.
[11]Fan H T,Wang H,Chen X H.An optimization method for composite structureswith ply-drops [J].CompositeStructures,2016,136:650-661.
[12]Deo R B,Saff C R.Composite materials:Testing and design[M].West Conshohocken:ASTM International,1996:38-39.
[13]Mukherjee A,Varughese B.Design guidelines for ply drop-off in laminated composite structures[J].Composites Part B:Engineering,2001,32(2):153-164.
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年1期)2021-01-21 03:22:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
小天使·一年級語數英綜合(2015年2期)2015-01-14 06:35:05
應用化工(2014年10期)2014-08-16 13:11:29