航空典型難加工材料切削加工技術(shù)研究進(jìn)展
2018-06-25 08:31:46田衛(wèi)軍張昆鵬
裝備制造技術(shù) 2018年4期
關(guān)鍵詞:復(fù)合材料
李 郁,田衛(wèi)軍,雷 玲,張昆鵬
(西北工業(yè)大學(xué)明德學(xué)院,陜西 西安 710124)
0 前言
隨著全球制造業(yè)的不斷發(fā)展,各領(lǐng)域?qū)χ匾考牧系臋C(jī)械性能和力學(xué)性能也提出了更高的要求。尤其是在航空制造領(lǐng)域,為了減輕重量提高比強(qiáng)度,高強(qiáng)度難加工材料與低密度輕質(zhì)材料已經(jīng)成為航空結(jié)構(gòu)件的主要材料[1]。目前,飛機(jī)的機(jī)身中普遍采用了鈦合金材料(機(jī)翼前梁、中間梁、后梁、接頭、隔框、蒙皮等)、復(fù)合材料(前機(jī)身的蒙皮、鑲板、航電、雷達(dá)艙、油箱框架等)、超高強(qiáng)度鋼(起落架等)。而對于飛機(jī)的核心部件,部分零件旋轉(zhuǎn)速度達(dá)到上萬轉(zhuǎn)/分,部分甚至能構(gòu)承受數(shù)百至上千度的溫度環(huán)境中,這就要求零件一方面要輕,另一方面又能在高溫下承受極端載荷,對材料性能要求十分苛刻。例如:飛機(jī)發(fā)動機(jī)中冷端零件如壓氣機(jī)葉片、葉輪、盤、機(jī)匣等大多采用了鈦合金材料;熱端零件如渦輪葉片、盤、機(jī)匣等采用高溫合金材料;冷端葉片、軸、傳動件采用了不銹耐蝕鋼、高強(qiáng)度鋼材料;部分風(fēng)扇葉片、風(fēng)扇機(jī)匣、渦輪精子葉片采用了復(fù)合材料。
由上述可知,高溫合金、鈦合金、超高強(qiáng)度鋼、復(fù)合材料等已經(jīng)成為航空制造業(yè)主要材料構(gòu)成,普通工程材料在航空結(jié)構(gòu)中難覓蹤跡。因此,航空材料加工中刀具的磨損、加工后表面質(zhì)量及加工效率和成本成為航空制造技術(shù)中一個突出問題與技術(shù)瓶頸。要解決上述問題,關(guān)鍵就在于優(yōu)選刀具材料與刀具幾何參數(shù)、適當(dāng)?shù)睦鋮s潤滑條件與最佳的工藝參數(shù)。本文將針對航空難加工材料特點(diǎn)與加工方法進(jìn)行闡述。
1 難加工材料的內(nèi)涵和加工特性
1.1 難加工材料的定義
難加工材料的評定可以從刀具耐用度、切削力和切削溫度、加工表面質(zhì)量、切屑控制或斷屑的難易程度、加工費(fèi)用、加工工時、金屬切除率等多個角度來衡量。目前,關(guān)于難加工材料的定義廣泛采用以下兩種表述方式。
一種定義根據(jù)材料切削加工性,該表述方式不僅與材料的組織結(jié)構(gòu)、性能狀態(tài)有關(guān),另外還與加工時的切削條件密切相關(guān)。從這個意義上講,難加工材料就是切削加工性差的材料,一般指硬度>HB250,強(qiáng)度σb>1 000 MPa,伸長率 >80%,沖擊值αk>0.98 MJ/m2,導(dǎo)熱系數(shù)k<41.8 W/(m·K)的材料。
另一種定義從相對切削可加工性定義。一般以切削未淬火45#鋼的刀具耐用度T(60 m/min),切削速度(V=60 m/min)為參考標(biāo)準(zhǔn),將其它材料在相同耐用度下所允許的切削速度比值,定義為此材料相對切削加工性,用Kr表示如下:Kr=VT,其中VT代表材料一定刀具耐用度下的切削速度,VJ代表基準(zhǔn)一定刀具耐用度的切削速度。Kr代表材料的相對切削加工性。由上述定義,一般航空難切削材料的相對切削加工特性如下:高錳鋼Kr∈(0.2~0.4);低合金高強(qiáng)度鋼 Kr∈(0.2~0.5);高合金高強(qiáng)度鋼 Kr∈(0.2~0.45);馬氏體時效高強(qiáng)度鋼 Kr∈(0.1~0.25);沉淀硬化不銹鋼Kr∈(0.3~0.4);奧氏體不銹鋼Kr∈(0.5~0.6);鐵基高溫合金 Kr∈(0.15~0.3);鎳基高溫合金 Kr∈(0.08~0.2);鈦合金 Kr∈(0.25~0.38).
1.2 難加工材料切削特性
(1)切削力大。難加工材料一般都表現(xiàn)出高的硬度和機(jī)械強(qiáng)度。其次,金屬原子密度和原子之間結(jié)合力大,材料表現(xiàn)出高的抗斷裂韌性和持久塑形。在切削難加工材料時的單位切削力一般是45#鋼單位切削力的1.25~2.5倍左右。
(2)切削溫度高。對于絕大數(shù)的難加工材料而言,在常溫和高溫時的硬度和強(qiáng)度特性基本沒有變化。這就造成在切削過程中,必須消耗很大機(jī)械能來抵消切削變形能。另外,由于難加工材料導(dǎo)熱系數(shù)本身就小,直接導(dǎo)致切削區(qū)域產(chǎn)生的切削熱集中不易擴(kuò)散,從而形成很高的切削溫度[2]。
(3)加工硬化傾向大。對于部分難切削材料,由于材料塑形、強(qiáng)化系數(shù)以及韌性都很高,這就致使在切削力和切削熱的共同作用下,會產(chǎn)生大的塑形變形而產(chǎn)生加工硬化。通常對于難加工材料而言,其冷硬的程度和硬化層的深度都要比45#鋼高出很多。另外,在切削熱的作用下,難加工材料材料本身很容易吸收周圍介質(zhì)中的氮、氧、氫等元素形成脆而硬的表層,這同樣給切削加工過程帶來了極大困難。
(4)刀具磨損嚴(yán)重。切削難加工材料時,切削力大,切削溫度高,在高壓和高溫作用下,刀具與切屑之間的摩擦劇烈,刀具與工件材料的親和作用表現(xiàn)很強(qiáng)。其次,材料中的硬質(zhì)點(diǎn)和加工硬化的共同影響。最終,使刀具極易產(chǎn)生粘結(jié)磨損、擴(kuò)散磨損、磨料磨損、邊界磨損和溝紋磨損,導(dǎo)致刀具喪失切削能力。
(5)切屑難處理。難加工材料由于強(qiáng)度高,加工過程中的塑形和韌性大。因此,切屑極易呈現(xiàn)出帶狀切屑而發(fā)生切削過程中的纏繞。
2 難加工材料的特性及應(yīng)用
2.1 鈦合金及加工技術(shù)
2.1.1 鈦合金材料特性
鈦合金材料是20世紀(jì)50年代興起的一種重要的金屬材料,由于它自身強(qiáng)度高、耐熱性好、耐腐蝕等優(yōu)點(diǎn),因而被廣泛用于航空領(lǐng)域。目前發(fā)動機(jī)構(gòu)件、蒙皮、骨架、緊固件及起落架等都大多都采用的鈦合金材料。50~60年代期間開發(fā)的主要是高溫鈦合金和機(jī)體用的結(jié)構(gòu)鈦合金,到了70年代開發(fā)出了耐腐蝕的鈦合金。80年代以來,鈦合金主要用于制作飛機(jī)發(fā)動機(jī)壓氣機(jī)關(guān)鍵部件,其后才被用于高速飛機(jī)、導(dǎo)彈、火箭等的結(jié)構(gòu)件。鈦合金材料屬性具有:1)比強(qiáng)度高,鈦合金密度在4.5 g/cm3左右,僅為鋼的3/5,某些高強(qiáng)度鈦合金超過了大多數(shù)合金結(jié)構(gòu)鋼的強(qiáng)度。因此,鈦合金的比強(qiáng)度(強(qiáng)度/密度)遠(yuǎn)超出其它金屬材料;2)熱強(qiáng)度高,鈦合金可承受的溫度比鋁合金高幾百度,可在450~500℃的溫度條件下長期穩(wěn)定工作,在中等溫度下仍可以保持原有強(qiáng)度;3)抗蝕性好,鈦合金可以在潮濕環(huán)境中工作。例如,濕潤的大氣和海水介質(zhì),其抗腐蝕能力遠(yuǎn)遠(yuǎn)超過不銹鋼,抵抗點(diǎn)蝕、應(yīng)力腐蝕力、酸蝕特別的能力特別強(qiáng)。但對具有還原性氧及鉻鹽介質(zhì)的抗腐蝕性能較差;4)低溫性能好,鈦合金在低溫、超低溫情況下仍然可以保持原有的力學(xué)性能。例如TA7,在-253℃條件下,仍然保持一定的塑性特性;5)化學(xué)活性大,鈦的化學(xué)活性和親和力很大,極易與空氣中的氧、氮、氫、一氧化碳、二氧化碳、水蒸氣等發(fā)生化學(xué)反應(yīng),形成硬質(zhì)TiC,TiN等硬化層,表層深度可達(dá)0.1~0.15 mm,其硬化程度可以達(dá)到20%~30%.其次,鈦的親和性很容易與刀具表面摩擦產(chǎn)生粘附現(xiàn)象,加劇刀具磨損;6)導(dǎo)熱系數(shù)小、彈性模量小,鈦的導(dǎo)熱系數(shù)λ=15.24 W/(m·K)很小,約為鋁的1/14,鎳的1/4,鐵的1/5,形成的鈦合金材料,其導(dǎo)熱系數(shù)要比純鈦的導(dǎo)熱系數(shù)下降50%左右。
2.1.2 鈦合金材料加工特性
鈦合金的彈性模量約為鋼的50%,因此,鈦合金在航空上做細(xì)長桿件和薄壁件時極易變形,而且剛性差。其次,鈦合金的切削回彈量很大,大約是不銹鋼回彈的2~3倍。因此,極易造成切削刀具后刀面強(qiáng)烈的摩擦、粘附及粘結(jié)磨損。又由于鈦的化學(xué)活性很強(qiáng),在高壓與高溫下很容易與空氣中的氮、氧等元素化結(jié)合而產(chǎn)生硬脆的物質(zhì),引起刀具磨損加快,致使刀具使用壽命降低[3]。再次,鈦合金導(dǎo)熱性差,在攻絲、鉸孔及拉削時導(dǎo)熱系數(shù)極小,只為45#鋼的1/5~1/7,致使切削熱集中在切削刃附近,故切削溫度很高,約比加工45#鋼時高出一倍,總體特性如圖1所示。故而會造成已加工表面經(jīng)常出現(xiàn)硬而脆的上皮,給后序的加工帶來困難。

圖1 鈦合金加工切削特性
2.1.3 鈦合金加工技術(shù)
針對鈦合金上述特性,課題組經(jīng)過大量切削實(shí)驗(yàn),結(jié)果表明在低速加工時,刀具材料易于采用高鈷高速鋼、高釩高速鋼[4];中速加工宜采用硬質(zhì)合金刀具,此時粘結(jié)磨損嚴(yán)重,而不宜采用含Ti刀具,可采用三氧化二鋁涂層刀具;高速切削時,可以選擇CBN刀具,涂層后的硬質(zhì)合金刀具以及基體含鈦硬質(zhì)合金刀具或含鈦涂層硬質(zhì)合金刀具。刀具幾何角度由于考慮到鈦合金材料回彈嚴(yán)重,因此,后角選擇要大,一般選擇后角15°,對于銑刀可以考慮采用大的螺旋角,提高刀具的鋒利程度,但是前角不能太大,還要兼顧刀具刃口的強(qiáng)度。在切削液使用方面,應(yīng)該使用不含氯的含擠壓添加劑的油基切削液。壓力采用10 MPa以上噴射冷卻液方式,這樣有利于提高刀具的耐用度。
2.2 高溫合金及加工技術(shù)
2.2.1 高溫合金材料特性
高溫合金具有較高的高溫強(qiáng)度和塑性、抗氧化性及抗熱腐蝕特性,同時還具備良好的熱疲勞性能、組織穩(wěn)定性以及抗斷裂韌性[4],因此,也被航空工業(yè)中廣泛采用。根據(jù)耐熱程度,高溫合金主要分為三類材料:760℃高溫材料、1 200℃高溫材料和1 500℃高溫材料。目前,高溫合金已經(jīng)成為航空燃?xì)鉁u輪發(fā)動機(jī)熱端不可替代的核心材料。其中,760℃高溫材料又可分為鐵基、鎳基和鈷基高溫合金材料。(1)鐵基高溫合金是奧氏體不銹鋼發(fā)展起來的,含有一定量的鉻和鎳等元素。它是中等溫度(600~800℃)條件下使用的材料,主要用于航空發(fā)動機(jī)渦輪盤、導(dǎo)向葉片、渦輪葉片、燃燒室以及其他承力件、緊固件等。由于沉淀強(qiáng)化型鐵基合金的組織不夠穩(wěn)定抗氧化性較差,高溫強(qiáng)度不足,因而鐵基合金不能在更高溫度條件下應(yīng)用;(2)鎳基合金是高溫合金中應(yīng)用最廣、高溫強(qiáng)度最高的一類合金。鎳基合金含有十多種金屬元素,其中Cr元素主要起到抗氧化和抗腐蝕的作用,其他金屬微量元素主要起到強(qiáng)化作用。鎳基合金又進(jìn)一步可以分為固溶強(qiáng)化合金和沉淀強(qiáng)化合金,其中:固溶強(qiáng)化元素,如鎢、鉬、鈷、鉻、釩等;沉淀強(qiáng)化元素,如鋁、鈦、鈮和鉭;晶界強(qiáng)化元素,如硼、鋯、鎂和稀土元素等[5];(3)鈷基超耐熱合金是含鈷量40%~65%的奧氏體高溫合金,在730~1 100℃下,具有一定的高溫強(qiáng)度、良好的抗熱腐蝕和抗氧化能力。主要用于燃?xì)廨啓C(jī)、導(dǎo)向葉片等制備。
2.2.2 高溫合金材料加工特性
高溫合金中含有許多高熔點(diǎn)合金元素(例如:Ni、V、W、Fe、Ti、Cr、Mo)等元素,最終形成高純度、致密的奧氏體。其中部分元素又與非金屬元素B、C、N等形成高硬度、高熔點(diǎn)、比重小的金屬與非金屬化合物,使其切削性能變得更差。高溫合金切削加工時塑形變形大,不同的高溫合金其伸長率相差很大。其次,切削力大,比45#鋼大2~3倍。切削溫度比45#鋼高出50%左右,加工硬化嚴(yán)重,加工表面和已加工表面的硬度比基體一般高出約50%~100%.最后,高溫合金加工由于溫度高,會造成工件熱變形,其總體特性如圖2所示。因此,工件精度不易保證。
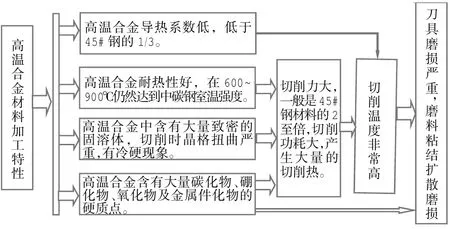
圖2 高溫合金切削特性
2.2.3 高溫合金加工技術(shù)
高溫合金切削時的切削力大、切削溫度高、冷硬嚴(yán)重。因此應(yīng)選用硬度高、耐磨性好、又有足夠強(qiáng)度和韌性的刀具材料[6]。常用于加工高溫合金的刀具材料有:(1)高速鋼:應(yīng)選用高釩、高碳、含鋁高速鋼,一般用于鉆孔、攻絲和拉削;(2)硬質(zhì)合金:應(yīng)采用YG類硬質(zhì)合金。最好采用含TaC或NbC的細(xì)顆粒和超細(xì)顆粒硬質(zhì)合金;(3)陶瓷:一般用于高溫合金的半精加工,常選用Si3N4、Sialon陶瓷、Al2O3+TiC復(fù)合陶瓷、SiC晶須增韌Al2O3陶瓷;而對于刀具幾何參數(shù),切削高溫合金車刀前角<10°,后角一般取15°左右,銑刀前角一般10°左右,后角選擇15°左右,螺旋角30~45°.而對于陶瓷刀具,CBN刀具必須采用負(fù)前角。切削液方面,高速鋼刀具宜采用水基切削液,以冷卻為主,防止刀具熱塑性變形為目的。而對于硬質(zhì)合金刀具宜采用極化切削油,主要抑制粘結(jié)、擴(kuò)撒磨損。對于陶瓷、CBN刀具需要慎用切削液,切削過程主要利用工件熱軟化切削,同時還需要注意刀具韌性差,防止熱疲勞和激冷裂紋。
2.3 超高強(qiáng)度鋼及加工技術(shù)
2.3.1 超高強(qiáng)度鋼材料特性
超高強(qiáng)度鋼起源20世紀(jì)40年代中期美國,中國從50年代開始研究和生產(chǎn)。其按照合金化程度和顯微組織可分為低、中和高合金超高強(qiáng)度鋼三大類。其中高合金超高強(qiáng)度鋼中又可進(jìn)一步分為馬氏體時效鋼和沉淀硬化不銹鋼等。超高強(qiáng)度鋼主要有SiM-nMoV、SiMnCrMoV和加有稀土元素的SiMnCrMoV系列鋼,一般都具有高的抗拉強(qiáng)度和保持足夠的韌性,比強(qiáng)度(強(qiáng)度與密度之比)大,屈強(qiáng)比(σs/σb)高,所以可以減輕構(gòu)件的重量,而且還具備良好的焊接性和成形性等工藝性能。(1)低合金超高強(qiáng)度鋼,其含碳量在0.3%~0.5%左右,合金元素總體含量小于5%.含有鎳、錳、鉬、硅、鉻、釩等微量元素。低合金超強(qiáng)度鋼顯微組織為回火板條馬氏體。因此,有較高的強(qiáng)度和韌性。該類材料廣泛用于制造飛機(jī)大梁、起落架構(gòu)件、軸、螺栓等方面;(2)中合金超高強(qiáng)度鋼,含碳量約0.4%,合金元素約8%,材料組織結(jié)構(gòu)為馬氏體組織結(jié)構(gòu)。一般用于制造飛機(jī)發(fā)動機(jī)關(guān)鍵零件;(3)對于馬氏體時效鋼而言,其特點(diǎn)是強(qiáng)度高,韌性高,屈強(qiáng)比高,焊接性和成形性良好,加工硬化系數(shù)小,熱處理工藝簡單,尺寸穩(wěn)定性好,常用于制造航空構(gòu)件和冷擠、冷沖模具等;(4)Ni-4Co型超高強(qiáng)度鋼綜合性能好,抗應(yīng)力腐蝕性高,具有良好的工藝性能,常用于航空、航天工業(yè);(5)沉淀硬化不銹鋼這類鋼有良好的耐蝕性、抗氧化性。
2.3.2 超高強(qiáng)度鋼材料加工特性
超高強(qiáng)度鋼,由于加入不同量的合金元素,經(jīng)熱處理后,金相組織多為馬氏體,具有強(qiáng)度高和硬度大,沖擊韌性強(qiáng)的特點(diǎn)[7]。切削時具有以下特點(diǎn):(1)刀具易磨損、耐用度低:超高強(qiáng)度鋼,調(diào)質(zhì)后的硬度一般在HRC50以下。由于切削過程刀具與切屑的接觸長度短小,造成切削區(qū)的應(yīng)力和熱量相對比較集中,很容易形成刀具前刀面的月牙洼磨損、崩刃口或燒傷現(xiàn)象[6];(2)切削力大:超高強(qiáng)度鋼的剪切強(qiáng)度高,變形困難,在同等的切削條件下單位切削力約為45號鋼1.17~1.49倍;(3)切削溫度高:由于材料導(dǎo)熱性差并且切屑主要集中于刀具刃口附近。因此切削溫度升高快且不易散失;(4)斷屑難:超高強(qiáng)度鋼的塑性和韌性非常好,所以切屑不易卷曲和折斷,其常會纏繞在工件或刀具上[8],其總體特性如圖3所示。
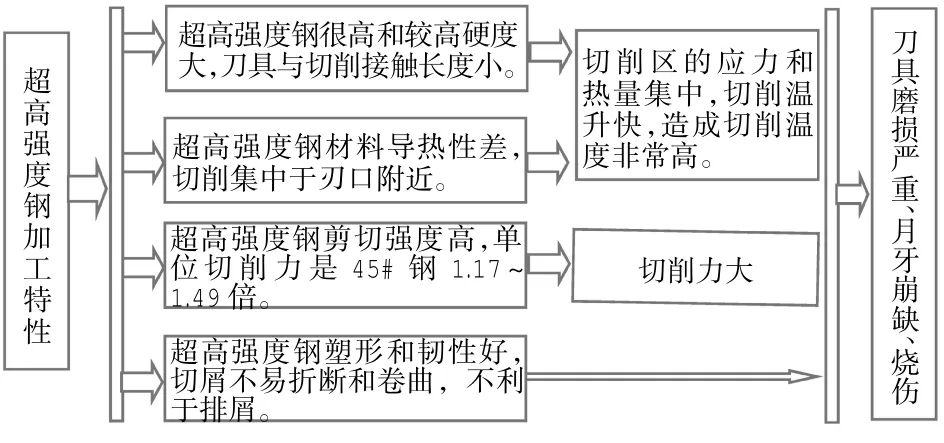
圖3 超高強(qiáng)度鋼切削特性
2.3.3 超高強(qiáng)度鋼加工技術(shù)
超高強(qiáng)度鋼具有很高的強(qiáng)度和硬度,這就要求刀具應(yīng)具有較高的紅硬性、耐磨性及抗沖擊性。(1)對于高速鋼而言,當(dāng)加工工藝系統(tǒng)剛性較好時,可以采用鎢系列、鎢鉬系列高釩高鈷高速鋼;對于型面復(fù)雜結(jié)構(gòu)可以采用鎢鉬系列、高碳低釩含鋁高速鋼或鎢鉬高碳低釩的高速鋼;對于加工工藝系統(tǒng)剛性較差時,可以采用鎢鉬系低釩含鋁高速鋼活鎢鉬系列低釩高鈷高速鋼;在沖擊條件下,則宜采用鎢鉬系列高釩高速鋼或鎢鉬系列含鈮高速鋼及鎢鉬系列含鋁高速鋼;(2)對于硬質(zhì)合金而言,一般選擇添加鉭、鈮活稀土元素P類合金或者P類陶瓷合金及TiC基和Ti(C、N)基合金[9],一般硬質(zhì)合金刀前角選擇-2°~-4°,CBN 和陶瓷一般選擇-10°左右;(3)對于 CBN 刀具,一般選擇低含量高強(qiáng)度材質(zhì);切削速度超高強(qiáng)度一般選擇45#鋼切削時的30%左右,強(qiáng)度越高,速度越低,對于高速鋼材料刀具一般選擇<10/min,硬質(zhì)合金選擇30~80 m/min,陶瓷、CBN可以達(dá)到100~150 m/min以上。一定范圍內(nèi),切削過程采用干切削,有利于提高刀具耐用度[10]。
2.4 復(fù)合材料及加工技術(shù)
2.4.1 復(fù)合材料特性
復(fù)合材料就是通過物理或化學(xué)的方法將由兩種或兩種以上不同性質(zhì)材料組合成一種具有新特性和功能的材料。通過這種復(fù)合實(shí)現(xiàn)某種特殊需求或者滿足特殊的物理特性(例如,光、電、磁、熱等性能)要求。在復(fù)合材料的家族中,其中碳纖維復(fù)合材料在小型商務(wù)飛機(jī)和直升飛機(jī)上的使用量已占70%~80%,在軍用飛機(jī)上占30%~40%,在大型客機(jī)上占15%~50%.因此,仍然是今后20~30年發(fā)展的主流材料。其具有特性:1)密度小、質(zhì)量輕,碳纖維的密度為1.5~2 g/cm3,僅為鋁合金的 1/2,鋼的 1/4;2)熱膨脹系數(shù)小,抗驟冷、驟熱;3)強(qiáng)度、彈性模量大,碳纖維強(qiáng)度是鋼的4~5倍,彈性回復(fù)率約為100%;4)摩擦系數(shù)小,自身具有潤滑性;5)導(dǎo)電性、耐酸性好,耐油、抗輻射、抗疲勞的特性。碳纖維主要在復(fù)合材料中起到增強(qiáng)作用。碳纖維可用來增強(qiáng)樹脂、碳、金屬及各種無機(jī)陶瓷。故而形成了不同的碳纖維材料。
1)碳纖維增強(qiáng)陶瓷基復(fù)合材料,其目前屬于國內(nèi)外比較成熟的復(fù)合材料。他在高溫下仍能保持良好的力學(xué)性能,而不需要額外的隔熱措施。因而在航空發(fā)動機(jī)、航天飛行器等領(lǐng)域廣泛應(yīng)用[11];
2)碳纖維增強(qiáng)碳基復(fù)合材料,他具有強(qiáng)度高、剛性強(qiáng)、抗氧化、耐磨損、抗斷裂韌性和假塑性等特性。因此,廣泛應(yīng)用于發(fā)動機(jī)噴管以及飛機(jī)剎車盤等高科技領(lǐng)域;
3)碳纖維增強(qiáng)金屬基復(fù)合材料,具有比強(qiáng)度、比模量高、強(qiáng)的韌性和耐沖擊性能。在先進(jìn)航空發(fā)動機(jī)部件、蒙皮、機(jī)尾加強(qiáng)筋盤等方面有著廣泛應(yīng)用;
4)碳纖維增強(qiáng)樹脂復(fù)合材料,它具有質(zhì)量輕、強(qiáng)度高、耐高溫、抗腐蝕、熱力學(xué)性能優(yōu)良的特性,航空上廣泛用作耐高溫抗燒蝕材料和結(jié)構(gòu)材料。
2.4.2 復(fù)合材料加工特性
由于碳纖維復(fù)合材料組織結(jié)構(gòu)和特殊的物理力學(xué)性能給材料的切削加工帶來了一系列在金屬加工中從來未遇到的問題。主要體現(xiàn)在以下幾個方面:
1)材料呈層狀、塊狀崩落、撕脫,嚴(yán)重時將使加工件報廢,影響產(chǎn)品的成材率和加工質(zhì)量;
2)碳纖維硬度高,與高速鋼硬度基本接近,刀具磨損快,以磨料磨損為主。刀具使用壽命短,耐用度低,提高了產(chǎn)品的加工成本;
3)切削過程中,切削力會隨軸向切深、徑向切深和進(jìn)給速度增大而增大,其中切削深度的影響最為顯著,但是隨著主軸轉(zhuǎn)速的提高切削力會有所下降;
4)在碳纖維復(fù)合材料加工中鉆、銑工藝方法約各占38%,切削加工易產(chǎn)生大量有害粉塵,需要加以防護(hù);
5)碳纖維復(fù)合材料表面粗糙度主要取決于纖維方向角,一般在0°~90°時被加工的表面質(zhì)量較好,其總體特性如圖4所示。
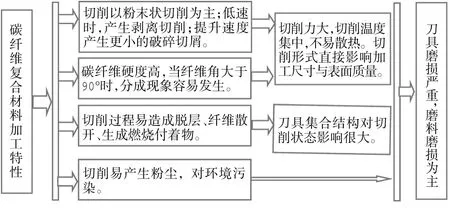
圖4 碳纖維復(fù)合材料切削特性
2.4.3 復(fù)合材料加工技術(shù)
碳纖維復(fù)合材料加工時刀具選擇,高速鋼刀具一般無法使用,一般均采用硬質(zhì)合金刀具,例如:YG8系列。而最佳切削刀具是金剛石刀具,這就要求刀具必須具有鋒利的刃口,直接切斷而不是擠斷纖維,易用高速加工復(fù)合材料。切削速度一般控制在Vc=600~6 000 m/min,保證Vc/Vf比值足夠大。真正實(shí)現(xiàn)“快刀斬亂麻”所以整體加工工藝過程要體現(xiàn)出刀具鋒利“快”,切削速度要“高”。
3 總結(jié)
難加工材料加工技術(shù)是航空制造業(yè)的關(guān)鍵技術(shù)之一。隨著難加工材料的在航空領(lǐng)域的應(yīng)用日益廣泛,也出現(xiàn)了一些新的加工工藝方法,例如:硬切削、超聲切削、激光切削、復(fù)合切削等[12-15],這些技術(shù)也在不斷完善,并且部分已經(jīng)逐步實(shí)現(xiàn)工程化應(yīng)用。但就目前而言,機(jī)械冷加工手段的仍為難加工材料領(lǐng)域的的一個主要方向。
本文主要針對目前航空工業(yè)中的難加工材料的材料特性、加工技術(shù)特點(diǎn)及加工方法的研究和進(jìn)展?fàn)顩r做了綜述,以期對從事難加工材料技術(shù)研究者提供一個技術(shù)參考和研究方向。
[1]張昌娟,焦 鋒,趙 波.難加工材料精密切削技術(shù)研究[J].工具技術(shù),2015,49(9):3-6.
[2]楊金發(fā).航空難加工材料典型零件切削技術(shù)研究[J].金屬加工冷加工[J].2011(17):6-8.
[3]鄒喜洋.難加工材料的特性及其應(yīng)用前景[J].金屬熱處理,2004,28(4):44-47.
[4]劉志兵,王西彬,解麗靜.難加工材料的高速切削與加工實(shí)例[J].新技術(shù)新工藝,2006(1):46-48.
[5]鄭文虎.難切削材料加工技術(shù)[M].北京:國防工業(yè)出版社,2008.
[6]朱培元.難加工材料加技術(shù)[J].工程機(jī)械與維修,2011(6):175-177.
[7]葉洪濤,張 軍,楊金發(fā),等.航空難加工材料切削加工中的關(guān)鍵應(yīng)用技術(shù)[J].航空制造技術(shù),2012(10):44-46.
[8]趙曉強(qiáng).航空難加工材料特點(diǎn)及其特殊加工方法[J].航空制造技術(shù),2009(23):50-51.
[9]楊金發(fā),張 軍.航空難加工材料加工技術(shù)研究[J].金屬加工:冷加工,2012(21):11-13.
[10]劉 暢,王 焱.航空專用刀具—針對航空難加工材料的刀具與切削參數(shù)優(yōu)化途徑[J].航空制造技術(shù),2010(15):38-43.
[11]王 焱,王文理.先進(jìn)刀具技術(shù)與航空零件切削加工[J].航空制造技術(shù),2010(23):36-42.
[12]李 迎.硬切削加工技術(shù)的研究現(xiàn)狀與發(fā)展趨勢[J].組合機(jī)床與自動化加工技術(shù),2011(6):107-111.
[13]戴一通.航空難加工材料精細(xì)電解加工機(jī)理及應(yīng)用研究[D].沈陽:沈陽航空航天大學(xué),2012:1-10.
[14]杜 鵑.難加工材料復(fù)雜零件旋轉(zhuǎn)超聲輔助加工工藝與機(jī)理研究[D].天津:天津大學(xué),2012:5-10.
[15]房豐洲,倪 皓,宮 虎.硬脆材料的旋轉(zhuǎn)超聲輔助加工[J].納米技術(shù)與精密工程,2014,12(03):227-234.
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29
