改裝3HPT銑床立銑頭加工大直徑直齒圓錐齒輪
2018-06-25 08:32:16張勇
裝備制造技術 2018年4期
張勇
(中山市技師學院,廣東 中山 528400)
0 引言
直齒圓錐齒輪的齒部加工通常用展成法在普通臥式銑床上用成形傘齒刀銑削加工或插齒機、刨齒機上加工。因生產車間只配備了立式銑床,在沒有臥式銑床和滾齒機,而要加工直齒圓錐齒輪直徑很大,需要對立式銑床進行改造才能加工,本文主要是介紹改裝3 HPT銑床立銑頭加工大直徑直齒圓錐齒輪,解決了在3 HPT型立式銑上無法加工大直徑直齒圓錐齒輪的問題。
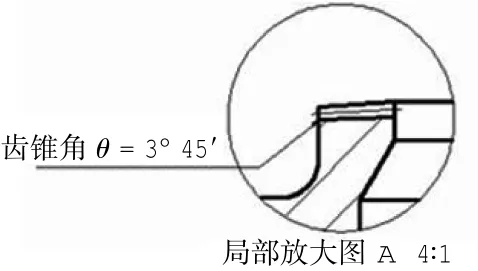
某大直徑直齒圓錐齒輪,如圖1所示,材質為球墨鑄鐵,齒數Z=369,模數m=1 mm,直齒圓錐齒輪的參數計算參考文獻[1],全齒高H=2.2 mm、分度圓直徑 D=379.2 mm、齒錐角 δ=3°45′.以往的直齒圓錐齒輪的加工,一般使用分度頭來裝夾工件,在立式銑床上用高速鋼刀具進行加工。但根據該工件的特點,一方面,其齒輪的直徑大,分度頭無法裝夾,所以按往常擺動分度頭的方法不可行;另一方面,利用高速鋼盤銑刀加工球墨鑄鐵時刀具容易磨損,增加了生產加工的成本。針對上述問題,改裝普通立式銑床的銑削方式,選用回轉盤裝夾工件,采用YT硬質合金刀具代替高速鋼盤銑刀進行加工,對零件批量生產過程中,突顯效果。
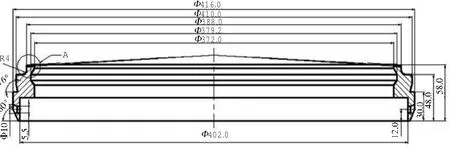
圖1 零件圖
(續下圖)
(接上圖)
1 立式銑床改進
1.1 立銑轉換成具臥銑功能的裝置
為了在立式銑床上實現臥式銑床的功能,使主軸的傳動由立式轉變成臥式,在普通立式銑床的立銑頭主軸上增設了一個轉換裝置,轉換裝置的設計參考文獻[2]。轉換裝置主要由錐柄芯軸傘齒、刀架、軸承、刀軸、螺母、螺絲、銷釘、彈簧墊圈等零件組成,如圖2所示。轉換裝置的制作簡單、成本較低、可操作性強。
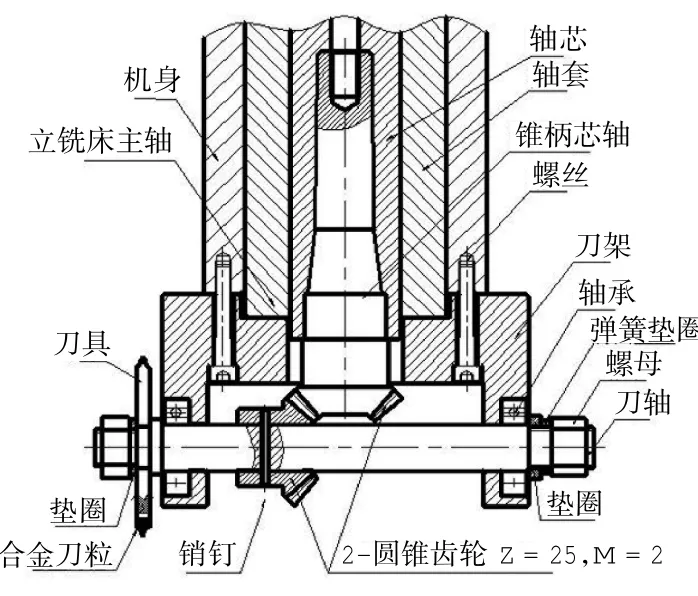
圖2 傳動裝置簡圖
錐柄芯軸傘齒和刀軸上安裝一個同等Z=25,M=2的直齒圓錐齒輪。通過兩圓錐齒輪的垂直相交傳遞把立銑頭主軸的轉動轉換成臥銑的形式,考慮到錐柄芯軸上錐齒的強度問題,于是把錐柄和錐齒設計制作為一體。根據大直徑直齒鑄鐵圓錐齒輪的形狀特點,以及3HPT型銑床機頭固有的結構,同時針對工件加工質量應備有的穩定性和批量性,由此對錐柄芯軸傘齒輪、刀架、刀軸、進行精密測算及強化性工藝制作加工,成功地制作了這套配合、安裝、加工、聯控合理的銑削傳動系統裝置,如圖3所示。
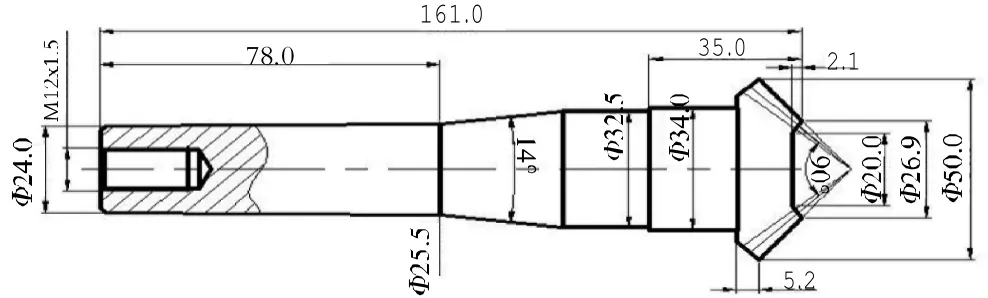
圖3 錐柄芯軸簡圖
圖4 為刀架簡圖。刀架是由Φ160×40 mm的圓環和兩件53 mm×55 mm×20 mm支撐板組成。首先在車床上車削Φ160×40 mm的圓環和Φ90.5×10 mm的定位臺階,車削Φ50.5 mm的主軸避空位,再把兩件支撐板焊接在圓環上,在鏜床上用直角鐵裝夾,分別鏜出圓環底面至軸承孔中心距為(27±0.01)mm,Φ42mm的軸承孔,最后在立銑床上加工螺絲孔的位置。
刀軸材料為45#鋼,調質處理,保證兩軸承安裝位置和刀軸200-0.01mm位的尺寸公差及同心度。配好螺母和墊圈。在刀軸上按測量尺寸銑4×3.8 mm鍵槽。把刀軸安裝在刀架上,確定好兩錐齒嚙合位置,刀軸錐齒用Φ3 mm的銷釘定位。
1.2 回轉盤簡易分度的裝置及原理
加工工件是使用傳動比為1∶90的立軸式回轉盤裝夾加工。由于回轉盤手柄位置難以安裝分度盤,為了簡化分度,采用掛輪分度的方法。經傳動比N=90/1計算,選用Z=88、Z=20齒輪進行傳動,即回轉盤手柄位置安裝Z=88的齒輪,在拖板上用固定板安裝Z=20的齒輪,圖5所示為20齒的齒輪和88齒的齒輪嚙合,并配上手柄和定位銷,手柄帶動20齒轉一圈,工件便轉過一齒。
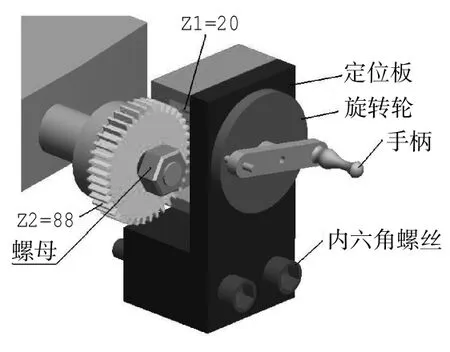
圖5 回轉盤簡易分度
1.3 刀具改進
加工錐齒輪通常使用高速鋼圓盤成型刀具,但是此批工件材料為球墨鑄鐵,如果使用高速鋼刀具進行加工,容易磨損,加工成本提高。為此對刀具進行了改進。用Φ70 mm坯料按M=1的8號刀尺寸,車好刀坯Φ68×5 mm,孔徑Φ20+0.0200mm.在銑床上用單角刀開六條齒槽,齒槽中心偏移中線2.5 mm,齒深6.5 mm,用風焊焊上合金刀粒,在工具磨床上用金剛石砂輪刃磨,圓盤外徑Φ68 mm壓力角20°齒厚(1.57+0.25)mm間隙,刀后角取5°.加工用的刀具如圖6所示。
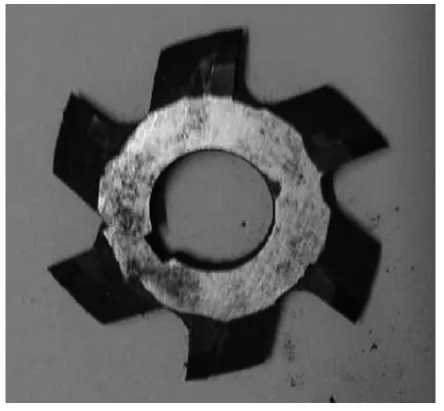
圖6 刀具
2 直齒圓錐齒輪的加工
由于工件的材料是用鑄鐵,所以壓緊力不宜過大,裝夾時注意夾緊力的大小防止夾傷工件。主軸轉速的選擇考慮到刀具壽命和生產效率,由V=πdn/1 000,可得 n=1 000 V/πd,即 1 000 V/3.14 × 68,計算得出主軸轉速n=210 r/min,機床加工參數參考文獻[3]選取。第一件加工時用試切法加工,用切線痕方法對刀,刀具對準工件中心后按2.2 m進刀。為了防止齒形超差,第一、第二齒先留0.2 mm余量,用齒厚游標卡尺確定尺寸,再按所剩余量進刀加工。因為此工件切削角小,近似于直齒不需用偏移法銑削齒部大端,可以一刀成型,如圖7所示。

圖7 零件的加工示意圖
在加工時應注意:為了防止工件齒面產生波紋、粗糙度和齒形誤差超差,銑削前需檢查機頭主軸和刀軸徑向跳動是否過大,切削時刀具對中是否正確,每轉換一齒時,必須再檢查轉盤主軸是否緊固,加工完的零件如圖8所示。
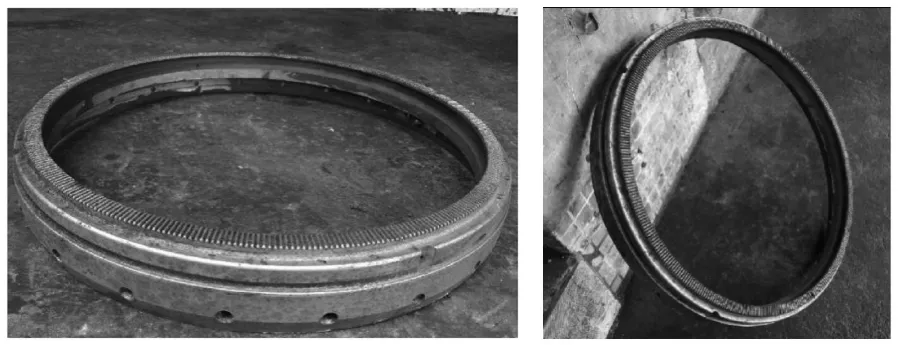
圖8 實物零件
3 結束語
3HPT型立式銑主軸是垂直旋轉的,通過安裝自制的附件后,把3HPT型立式銑改裝成臥式主軸旋轉,解決了在3HPT型立式銑上無法加工大直徑直齒圓錐齒輪的問題。此方法工件的裝卸方便,不用重復校正,加工精度符合圖紙要求。此附件實用性強,還可用來開料、加工長齒條、齒輪等工作。
[1]齒輪手冊編委會.齒輪手冊[M].北京:機械工業出版社,1990.
[2]吳國樑.銑工實用技術手冊[M].南京:江蘇科學技術出版社,2002.
[3]機械工業技師考評培訓教材編審委會編.銑工技師培訓教材[M].北京:機械工業出版社,2001.
