ZJ17卷接機組中SRM90重量控制系統的參數設置
2018-06-25 02:25:22趙迎春
長春師范大學學報 2018年6期
趙迎春,王 穎
(營口職業技術學院,遼寧營口 115000)
[通訊作者]王 穎(1974- ),女,副教授,碩士,從事電子技術研究。
ZJ17型卷接機組引進德國Hauni公司的PROTOS70技術,是由常德煙草機械有限責任公司生產制造的高速卷煙機,是國內大部分卷煙廠正在使用的高速卷接設備[1]。SRM90重量控制系統是ZJ17卷接機組的重要組成設備,精確地控制了每條煙支的重量,保證了系統的產品質量。
1 系統工作原理
SRM90重量控制系統采用雙閉環檢測回路,如圖1所示。核掃描器對煙支重量進行檢測,根據核掃描器輸出的脈沖信號和軸編碼器信號計算煙支的實際重量,再將實際重量信號反饋到控制系統,與最初設定的重量信號相比較,再進行重量控制和位置控制,最終控制執行機構[2]。位移傳感器對執行機構進行位置檢測,把實際位置檢測信號反饋到控制系統中,與最初設定的位置信號相比較,再進行位置控制,驅動執行機構,由伺服電機調節平整盤上下移動,從而控制煙支的重量[3]。
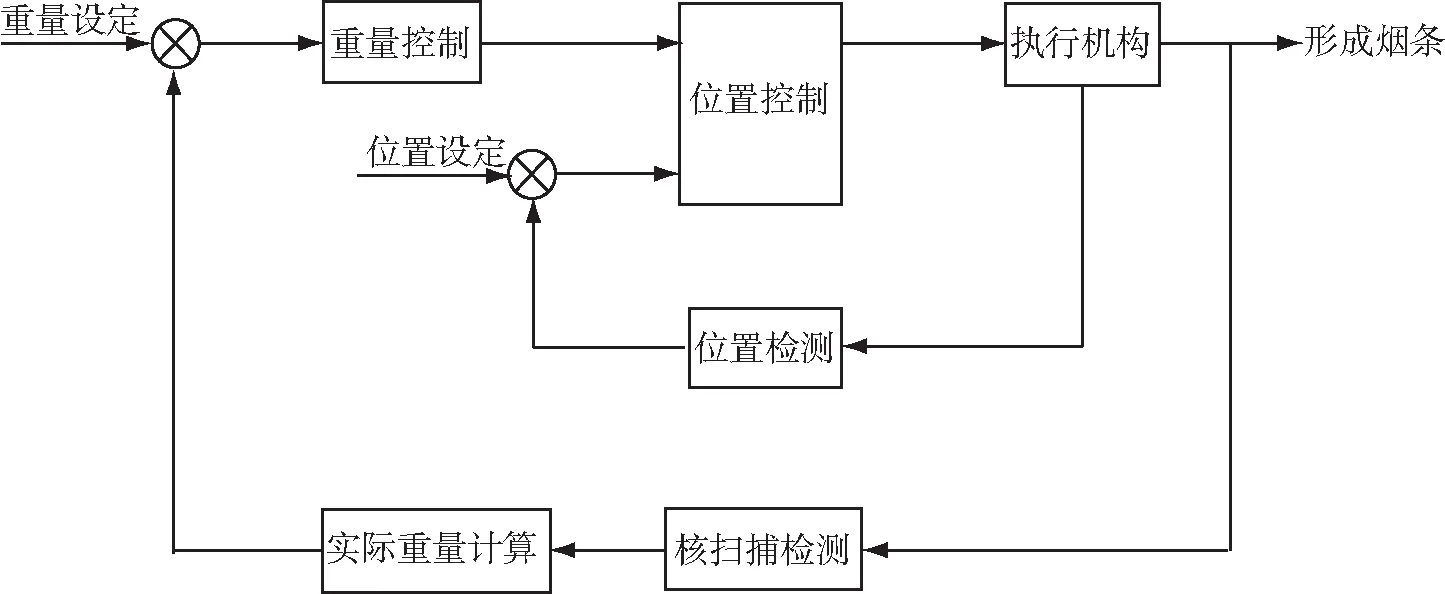
圖1 系統工作原理圖
2 SRM90硬件結構和主要功能
SRM90重量控制系統硬件結構包括輸入板(VCY0221)、中央處理板(VCY0211)、輸出板(VCY0231)、5V和±15V電源(VCY0201)、雙路24V電源(VCY0202)等八個組件。SRM90系統于外部核掃描器、軸編碼器、位移傳感器、供料成條機信號接口、濾嘴接裝機信號接口和CAN總線六部分相連接。
SRM90重量控制系統主要功能是:通過核掃描器產生一個脈沖間隔隨煙支密度而變化的脈沖信號[4],輸入到VCY0221輸入板,根據此信號計算出煙支的實際重量送至VCY0211中央處理板,采用INTEL公司的C196系列16位單片機作為主控制器,結合模型及算法進行數據處理,最后通過VCY0231輸出板輸出信號控制伺服電機,從而控制平整盤上下運動,以滿足煙支重量的要求[5]。此外,SRM90還有各種統計分析、實時趨勢、報警、報表等其它功能。
3 SRM90參數設置
SRM90參數設置非常關鍵,其決定了SRM90重量控制系統的穩定運行。具體包括狀態設置、牌號設置、基本參數設置和內部參數設置四部分。
3.1 狀態設置
狀態設置如圖2所示。“廢品功能”按鈕可以選擇廢品檢測功能。當切換至打開時,在濾嘴接裝機上自動剔出重量不合格的煙支,并且對廢品進行計數。“目標重量偏移”按鈕可以選擇目標重量偏移功能[6],狀態為“打開”或“關閉”。“掃描器選擇”為SRM90指定掃描器的類別,根據實際情況可選核掃描方式或微波方式。本系統選擇核掃描方式。“重量控制”選擇打開時,平整盤電動機工作,測量傳感器采集的數據顯示在屏幕上。“偏差超限停機”選擇打開時,當重量偏差超限時將會導致機器自動停機。
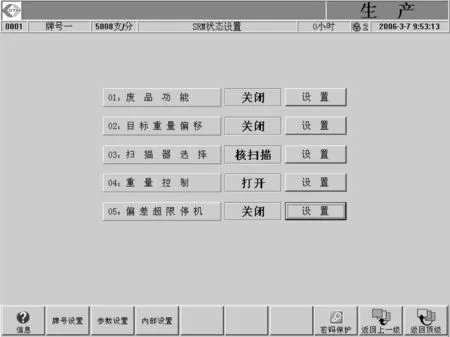
圖2 狀態設置圖
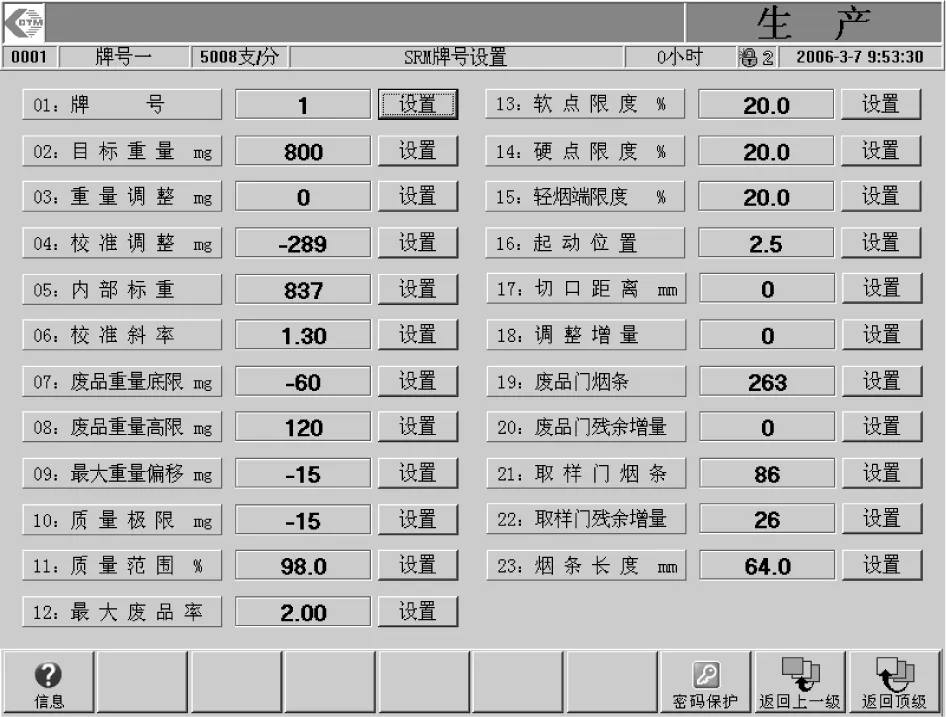
圖3 牌號設置圖
3.2 牌號設置
牌號設置如圖3所示,“牌號”設定范圍為1~4。從后面02~23連續參數形成一個參數組,對應一個特定的牌號。輸入牌號,就能使系統調出相應的參數組來。本系統顯示現時生產的煙支牌號為1。“目標重量”限定生產煙支的重量。設定范圍500~1500mg,本系統為800mg。“廢品重量高限”設定范圍0~255mg,本系統為120mg。“最大重量偏移”在前面SRM90狀態設置中目標重量偏移功能選擇打開時,煙支目標重量自動偏移的最大值,設定范圍-30~0mg,本系統為-15mg。“質量范圍”決定了重量高于上一個參數的煙支的百分比。設定范圍0~100%,本系統為98.0%。
“軟點限度”(或“硬點限度”)設定范圍0~80%,本系統為20%。“輕煙端限度”設定了點火端煙絲重量小于該段目標重量的允許值,小于此值時,煙支將作為不合格品被剔除。設定范圍0~80%,本系統為20%。“起動位置”指當速度低于起動速度或機器停止時,平準器停在該位置上。“調整增量”僅用于監測上一參數“切口距離”,顯示值是軸編碼器輸出的指示脈沖偏離實際切口的增量脈沖數。當用上一參數連續兩次進行軸編碼器校準時,本參數值應基本保持不變。設定范圍-8.7~8.9。“取樣門煙條”:若煙支長度改變,此參數值也隨之改變。設定范圍80~300支煙,本系統為86。“取樣門殘余增量”取上一參數“取樣門煙條”的殘余數。設定范圍0~63,本系統為26。“煙條長度”不包含濾嘴長度,設定范圍50.0~100.0mm,本系統為64.0mm。
3.3 基本參數設置
基本參數設置如圖4所示。“取樣增量時間”通常此參數取雙長煙支長度一半對應的增量脈沖數,設定范圍1~80,本系統為60。“控制閥值”設置啟動速度。機器必須達到此速度時,SRM90系統才允許投入工作。設定范圍0~1200支/分,本系統為1200。“最大偏移步幅”為目標重量偏移的最大幅度[6]。設定范圍1~30mg,本系統為3。“標重偏移方式”有兩種方式,參數0表示廢品百分比保持為預定值,1表示合格煙支百分比保持為預定值。
“目標速度”用于產量和效率的計算,不直接影響機器的實際速度。“緩沖區改變方式”設定緩沖區自動改變的方式,如何去存儲與運行班有關的數據。設定范圍:0為無緩沖區改變;1為當改變牌號時緩沖區改變;2為在運行班結束時緩沖區改變;3為改變牌號和運行班結束時緩沖區改變,本系統為3。“軌道選擇”可以選擇有效的取樣軌道號。“取樣目標數量”為煙支的取樣數量。“循環間隔”表示取樣煙支的間隔,即每隔n×4支煙被取出。設定范圍n=1~50,本系統為9。“引導性裝入”輸入100時,可啟用初始加載功能,所有參數都變為缺省值;輸入0時,無效。
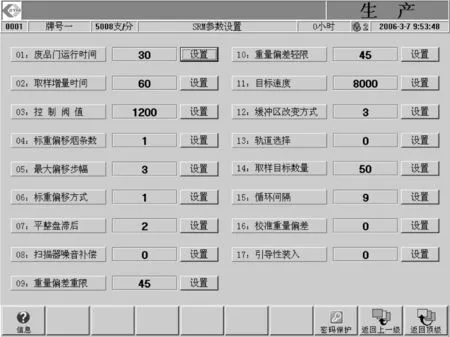
圖4 基本參數設置圖
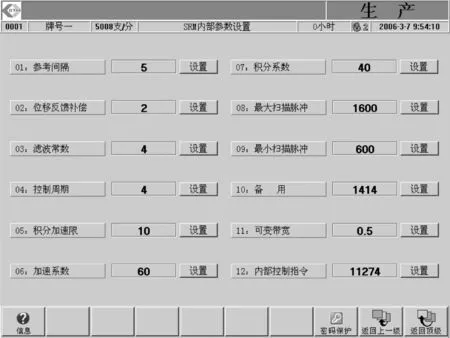
圖5 內部參數設置圖
3.4 內部參數設置
內部參數設置如圖5所示。“參考間隔”每經過參數規定的時間,SRM90就自動地短時間關閉核掃描器快門,測定核掃描器的參考脈沖,以便自動修正核掃描器的漂移。通常為5分鐘。“位移反饋補償”表示從SRM90輸出電機控制信號起,到電機實際動作,再到位移反饋電壓變化,再到A/D轉換完成所需的總時間,以25ms為單位。參數太小可能導致平整盤電機振蕩;參數過大可能導致平整盤一次動作不能到位。設定范圍0~3,本系統為2。“濾波常數”由于核掃描器輸出信號不穩定,需要進行濾波處理。參數為數字濾波器的濾波常數。參數越大,濾波作用越強,但控制響應越慢。設定范圍1~16,本系統為4。“控制周期”為兩次控制運算之間的時間間隔,以16支煙為單位。設定范圍1~255,本系統為4。“最大掃描脈沖/最小掃描脈沖”僅在更換掃描器類型時才需要改變,本系統設定值為1600和600。“內部控制指令”用于計算機與SRM90之間的內部控制。
4 結語
為了確保煙支質量,在ZJ17卷接機組上安裝了對煙支重量實施控制的SRM90重量控制系統。除此之外,仍需對輸出煙支進行全面檢查,包括單支重量變異系數是否小于或等于3%,還有煙支長度、圓周、吸阻、硬度、含沫率等。通過對SRM90重量控制系統中57個參數的精確選定,確保了重量控制系統的穩定運行,大大提高了ZJ17卷接機組的產品質量和生產效率。
[參考文獻]
[1]常德煙草機械有限責任公司.Zj17型卷接機組使用說明書[Z].2003.
[2]遲廣志.香煙包裝機組電氣控制系統研究[J].包裝與食品機械,2012(6):34-37.
[3]鄧春寧.MOLINS卷煙機MWC系統存在的缺陷和數字化改造[J].煙草科技,2001(4):16-19.
[4]邢朝暉.SRM90重量控制系統實時監控的改進[J].煙草科技,2003(6):23-26.
[5]譚勇.新型煙支重量控制系統[D].廣州:華南理工大學,2002.
[6]汪耀庭.ZJ17機組煙支重量控制系統的設計與實現[D].武漢:華中科技大學,2005.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
鴨綠江(2021年35期)2021-04-19 12:24:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
家庭影院技術(2017年9期)2017-09-26 03:41:45
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25