復(fù)雜形體鈦合金零件的加工工藝研究
2018-06-27 10:10:56熊明和
機(jī)械制造 2018年1期
關(guān)鍵詞:變形
□ 熊明和
中國航發(fā)航空科技股份有限公司 成都 610041
1 研究背景
飛機(jī)更新?lián)Q代正在加速,其自身結(jié)構(gòu)性能的要求也在不斷提高。改進(jìn)飛機(jī)性能,首先需要從材料入手,既要選用輕型材料來降低機(jī)體自重,又要考慮材料的可靠性和經(jīng)濟(jì)性。基于這樣的背景,鋁合金材料在飛機(jī)制造中的應(yīng)用逐漸被滿足高性能要求的新材料所代替。其中,鈦合金材料為飛機(jī)設(shè)計者所青睞。
目前,國內(nèi)外軍民機(jī)上應(yīng)用的典型鈦合金材料Ti-6Al-4V(TC4)是20世紀(jì)60年代初研制的一種中等強(qiáng)度鈦合金,具有優(yōu)良的綜合性能,被譽(yù)為萬能合金,是最早用于飛機(jī)結(jié)構(gòu)的通用鈦合金。TC4主要用于飛機(jī)結(jié)構(gòu)中的梁、接頭和隔框等中等承力構(gòu)件及緊固件,以及發(fā)動機(jī)風(fēng)扇與壓氣機(jī)盤、軸流穩(wěn)流裝置、葉片等,與鋼材料相比,可減輕結(jié)構(gòu)質(zhì)量約30%。鈦合金材料由于導(dǎo)熱系數(shù)低、塑性弱、硬度高、彈性模量低、彈性變形大等特點,切削加工性能差,在很大程度上制約了自身的應(yīng)用。
軸流穩(wěn)流裝置集中了薄壁環(huán)形件和葉片復(fù)雜葉型銑削加工的特點,精度要求高,形狀復(fù)雜。克服零件加工過程中的變形,并控制大過盈量的裝配變形是加工中的關(guān)鍵。
筆者通過對復(fù)雜形體鈦合金零件車削、銑削加工與裝配過程的工藝擬定及難點進(jìn)行分析,為今后類似零件的加工提供參考[1-5]。
2 工藝分析
所要加工的復(fù)雜形體鈦合金零件為某型號飛機(jī)發(fā)動機(jī)軸流穩(wěn)流裝置,由內(nèi)外環(huán)裝配而成,如圖1所示。該零件主要加工特點如下:①零件材料為TC4鈦合金模鍛件,加工余量大;②由內(nèi)外環(huán)通過過盈配合裝配而成,單邊最大過盈量為0.25 mm;③ 外環(huán)加工難點是型面復(fù)雜,壁薄,要求高;內(nèi)孔尺寸φ390+0.055mm的跳動要求為0.051 mm,表面粗糙度值為1.6 μm;④內(nèi)環(huán)由72個均勻分布的徑向葉片組成,葉型對基準(zhǔn)的面輪廓度要求為0.152 mm,葉型面粗糙度值為1.6 μm;⑤裝配完成后端面平面度在自由狀態(tài)下保證0.15 mm,保證φ394+0.0880mm對基準(zhǔn)B和φ401.040-0.1mm對基準(zhǔn)E的加工尺寸要求。
3 工藝流程擬定
基于對零件材料性能、設(shè)計圖要求和加工難點的分析,分別確定內(nèi)環(huán)、外環(huán)和組件的工藝流程。
外環(huán)結(jié)構(gòu)形狀復(fù)雜,薄壁最薄處只有1.5 mm,剛性差,精度要求高,加工余量大,擬定的工藝流程如圖2所示。在粗加工階段,主要是切除大余量,半精加工階段對外型面和裝配面完成加工,為裝配做準(zhǔn)備。
內(nèi)環(huán)上有72個均勻分布的徑向葉片,葉片有0.152 mm面輪廓度要求,在內(nèi)環(huán)壁最薄處只有1.27 mm,尺寸要求高,屬于復(fù)雜葉型,加工過程中要克服零件的變形,擬定的工藝流程如圖3所示。
最終零件由內(nèi)外環(huán)通過過盈配合裝配而成,通過加熱法裝配組件后,加工端面法蘭邊基準(zhǔn)B、E,鉆端面孔,并銑端面型面,擬定的工藝流程如圖4所示。
4 工藝難點
和加工鋼材料相比,加工鈦合金材料需要的切削力略大,而鈦合金材料的金屬結(jié)構(gòu)決定了它們在同等硬度下比鋼材料加工更困難。鈦合金材料的切削加工性能比較差,主要原因分析如下。
(1)熱傳導(dǎo)性差。鈦合金材料的導(dǎo)熱系數(shù)小,切屑與刀具前刀面的接觸長度極短,切削時產(chǎn)生的熱量不易傳出,熱量集中在切削區(qū)和切削刃附近的較小范圍內(nèi),切削溫度很高。鈦合金材料的比熱容小,加工時局部溫度上升很快,因此造成刀具溫度很高,刀尖急劇磨損,使用壽命縮短。
(2)彈性模量低。鈦合金材料彈性變形大,已加工表面容易產(chǎn)生回彈,特別是薄壁零件的加工回彈更為嚴(yán)重,易引起刀具后刀面與已加工表面產(chǎn)生強(qiáng)烈摩擦,從而加劇刀具磨損,產(chǎn)生崩刃。
(3)刀具損壞嚴(yán)重。在刀具工作區(qū)間,鈦和其它金屬有形成合金或化學(xué)反應(yīng)的強(qiáng)烈趨勢,使材料強(qiáng)度增大,塑性下降,這會引起刀具燒焦、黏結(jié)和快速損壞。
鈦合金材料切削過程中的特點使加工較為困難,影響加工效率。

▲圖1 軸流穩(wěn)流裝置示意圖

▲圖2 外環(huán)加工工藝流程

▲圖3 內(nèi)環(huán)加工工藝流程

▲圖4 組件加工工藝流程
外環(huán)是典型的薄壁環(huán)形件,結(jié)構(gòu)形狀復(fù)雜,壁薄,剛性差,精度要求高,加工余量大,克服車削加工中的變形是關(guān)鍵。
內(nèi)環(huán)的葉型復(fù)雜,精度高,銑削量大,材料剛性差,克服銑削變形及保證葉型要求是加工中的關(guān)鍵。
軸流穩(wěn)流裝置組件由內(nèi)外環(huán)通過過盈配合裝配而成,結(jié)構(gòu)形狀復(fù)雜,薄壁最薄處只有1.27 mm,剛性差,精度要求高,加工余量大,克服加工變形和裝配變形是加工中的關(guān)鍵。
5 解決措施
5.1 加工準(zhǔn)備
針對鈦合金材料的性質(zhì)和切削過程中的特點,加工時應(yīng)從刀具選用、切削參數(shù)合理選擇、加工過程充分冷卻等方面考慮。
(1)刀具的硬度和耐磨性高。刀具材料的硬度必須比零件材料高,一般洛氏硬度(HRC)都在60以上。耐磨性是指材料抵抗磨損的能力,一般刀具材料硬度越高,耐磨性就越好。
(2)刀具有足夠的強(qiáng)度和韌性。刀具由于切削鈦合金材料時要承受很大的扭矩和切削力,因此必須有足夠的強(qiáng)度和韌性。
(3)刀具的耐熱性強(qiáng)。耐熱性指刀具材料在高溫下保持一定硬度、耐磨性、強(qiáng)度和韌性的性能,也包括刀具材料在高溫下抗氧化、黏結(jié)、擴(kuò)散的性能。耐熱性是衡量刀具材料切削性能的主要指標(biāo),是加工鈦合金材料時刀具選擇的最重要參數(shù)。
(4)刀具材料與鈦合金材料的親和力要差。由于鈦的化學(xué)活性高,因此要避免刀具材料與鈦形成熔敷、擴(kuò)散,進(jìn)而成為合金,造成黏刀、燒刀現(xiàn)象。國內(nèi)外刀具多種材料切削試驗表明,采用鎢鈷類刀具效果較理想。鈷的主要作用是加強(qiáng)二次硬化效果,提高紅硬性和熱處理后的硬度,導(dǎo)熱性好,強(qiáng)度也較高,同時具有較高的韌性、耐磨性和良好的散熱性。
(5)選擇合理的刀具幾何參數(shù)。采用較小的前角和較大的后角以增加切屑與前刀面的接觸長度,并減小工件與后刀面的摩擦。刀尖采用圓弧過渡,以提高刀具強(qiáng)度,避免刀尖燒損和崩刃。
(6)改善切削條件。機(jī)床-刀具-夾具的系統(tǒng)剛性要好,機(jī)床各部分間隙要調(diào)整好,主軸的徑向跳動要小。刀具切削部分要盡量短,在容屑足夠的情況下盡量加大切削刃厚度,提高刀具的強(qiáng)度和剛度。夾具要有足夠的剛性,裝夾零件牢固。
(7)選擇合適的切削用量。切削速度要低,因為切削速度對切削刃的溫度影響較大,如果切削速度高,那么切削刃溫度劇增,會直接影響刀具壽命。進(jìn)給量要適中,過大容易產(chǎn)生燒刀,過小則因刀刃在加工硬化層中工作而磨損過快。此外,進(jìn)給量最好大于0.10 mm。切削深度要大,使刀尖在硬化層以下工作,有利于提高刀具耐用度。
(8)加工時要保證切削液充分冷卻。切削液可以將刀刃的大部分熱量帶走及沖走切屑,降低切削溫度。有效的冷卻和合理應(yīng)用切削液可以提高生產(chǎn)率,改善被加工零件表面質(zhì)量[6-10]。
5.2 外環(huán)加工
外環(huán)是典型的薄壁環(huán)形件,克服車削加工中的變形是關(guān)鍵,采取以下幾方面措施來保證。
(1)外環(huán)毛坯為模鍛件,余量大,將加工分為粗加工、半精加工和精加工三階段來完成。粗加工階段要切除大部分余量,需采用剛性好的機(jī)床,具有大切削量。半精加工階段用來修正和加工不重要表面。精加工階段完成零件所有表面的加工。
(2)刀具的幾何參數(shù)。 在粗加工階段,需要刀具剛性好,刀具前角要小些,可以選0~3°。在精加工時,為了得到良好的表面完整性和尺寸精度,要求刀具鋒利,所以前角、后角、螺旋角要偏大些,并且刀刃負(fù)倒棱最小,一般前角為 8~15°,后角為 8~14°。 刀尖圓弧半徑取0.2~0.6 mm,精車時盡量取大值。具體車刀幾何角度推薦值見表1。
(3)切削參數(shù)的選擇。切削深度為0.5~1 mm時的車削用量見表2,切削深度為1~5 mm時相對磨損最小的車削用量,見表3。
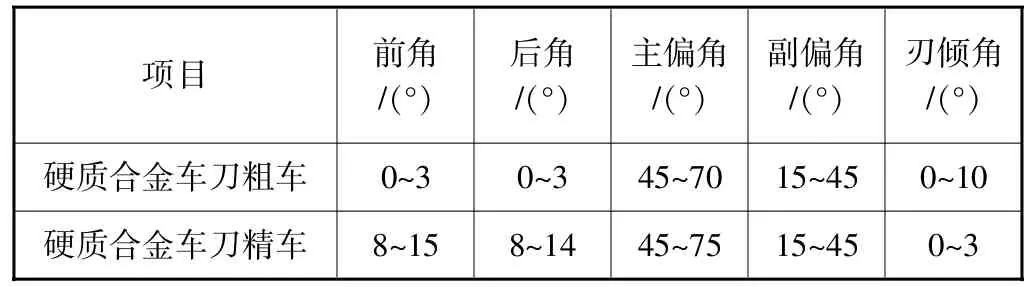
表1 車刀幾何角度推薦值

表2 切削深度0.5~1 mm時的車削用量
5.3 內(nèi)環(huán)加工
內(nèi)環(huán)的葉型復(fù)雜,精度高,銑削量大,零件剛性差,主要通過以下幾個措施來解決。
(1)合理設(shè)計工藝流程。零件內(nèi)環(huán)最終徑向厚度只有1.27 mm,銑削葉型時切削力大,容易變形。在加工時,保留內(nèi)環(huán)內(nèi)型加工尺寸盡可能小,即材料保留盡可能多,增大剛性。毛坯來料時內(nèi)孔尺寸為φ363 mm,考慮加工內(nèi)孔的完整性,將內(nèi)孔工藝尺寸定為φ364+0.050mm,同時可借助該孔作為銑削加工的定位基準(zhǔn)。內(nèi)型面尺寸在裝配完成后再通過精加工保證。在銑削加工中分工步完成,具體分為粗銑葉型、半精銑葉型、精銑葉型、精銑輪廓。
(2)夾具的改進(jìn)設(shè)計。原設(shè)計的夾具只考慮端面支撐,內(nèi)孔定位為剛性接觸,零件內(nèi)孔與夾具有一定間隙。銑削加工時,引起了內(nèi)環(huán)徑向變形,圓度值增大,難以保證葉型空間型面輪廓度要求。通過改進(jìn)夾具結(jié)構(gòu),將夾具定位改為脹形定位,這樣可以消除夾具與內(nèi)環(huán)之間的間隙,減小變形,保證葉型的加工要求。
(3)刀具的選擇。鈦合金材料的銑削刀具通常選用硬質(zhì)合金,可選用YG10H和YG8兩種牌號。前者系亞細(xì)顆粒合金,硬度及抗彎強(qiáng)度均高于YG8,耐磨性好,抗沖擊或抗振動性能高,銑削鈦合金材料比較適宜。另一方面,在通用的硬質(zhì)合金牌號中,YG8的使用效果較好,精銑使用YG6X效果也不錯。內(nèi)環(huán)葉型為整體銑削而成,銑削余量大,為了保證加工要求,需要在一次裝夾中完成。將銑削分為粗銑和精銑,粗銑選硬質(zhì)合金φ8 mm立銑刀,精銑選用φ8 mm、R1.1mm整體硬質(zhì)合金立銑刀。
(4)切削參數(shù)的選擇。內(nèi)環(huán)銑削為斷續(xù)切削,銑刀容易崩刃,耐用度低,且易與刀齒發(fā)生黏結(jié)現(xiàn)象。順銑的切削過程平穩(wěn),刀齒切削路徑較逆銑短,銑削深度由厚到薄,可以減輕黏刀現(xiàn)象,提高刀具耐用度,降低內(nèi)環(huán)表面粗糙度值。銑削工藝參數(shù)見表4,表4中D為銑刀直徑。剛性好時,應(yīng)選較大的每齒進(jìn)給量,必要時適當(dāng)降低切削速度。精銑用順銑,粗銑盡可能也采用順銑。

表3 切削深度1~5 mm時的車削用量

表4 鈦合金的銑削工藝參數(shù)
5.4 組件裝配
軸流穩(wěn)流裝置組件由內(nèi)外環(huán)通過過盈配合裝配而成,為了保證裝配質(zhì)量,采取如下措施。
(1)加熱外環(huán),使其受熱膨脹,然后壓入內(nèi)環(huán)。查閱相關(guān)資料得TC4鈦合金線膨脹系數(shù)為8.8×10-6K-1。線性熱變形ΔL=LaΔt,L為物體尺寸,a為線性熱膨脹系數(shù),Δt為溫度變化量。根據(jù)計算,內(nèi)外環(huán)的最大過盈量為0.495 mm。L為390 mm,為了保證內(nèi)環(huán)能順利壓入外環(huán),且不劃傷內(nèi)環(huán)表面,按0.55 mm膨脹量來計算加熱溫度:

環(huán)境溫度按20℃計算,所以將外環(huán)加溫到180℃并保溫15 min,使外環(huán)充分變形,通過多件裝配試驗,組件能達(dá)到裝配要求。
(2)為了控制加熱變形,防止內(nèi)外環(huán)因局部接觸而受力不均勻,設(shè)計了一套內(nèi)脹形裝配夾具,如圖5所示。內(nèi)環(huán)裝入夾具后,夾具將內(nèi)環(huán)脹圓,充分與外環(huán)接觸,再將外環(huán)法蘭邊用壓板壓緊,充分冷卻后取下組件。
6 切削液的選擇
在切削過程中,刀具與工件、刀具與切屑的表面間有著很大摩擦,使切削力、切削熱和工件變形增大,導(dǎo)致刀具磨損,也影響已加工表面的加工質(zhì)量。合理選用切削液可以改善金屬切削過程的表面摩擦,減少刀具和切屑的黏結(jié),抑制積屑和鱗刺的生長,進(jìn)而降低切削溫度,減小工件受熱變形,保證加工精度,減小切削力,提高刀具耐用度和生產(chǎn)效率。
加工鈦合金的切削液需要特殊考慮,實驗室試驗證明,切削液中如果有氯離子存在,會產(chǎn)生有毒物質(zhì),并引起加工材料氫脆,甚至腐蝕開裂。
在加工鈦合金材料時,選用水基切削液可以帶走熱量并保持清潔,因此水基切削液成為最佳選擇。全合成水基切削液為低泡型,具有出色的冷卻性能、良好的過濾性能和清潔性能。乳化型水基切削液具有出色的潤滑性能。半合成水基切削液則結(jié)合了全合成水基切削液和乳化型水基切削液的優(yōu)點。
有效冷卻和合理應(yīng)用切削液是提高生產(chǎn)效率和改善材料被加工表面質(zhì)量的主要措施之一。

▲圖5 內(nèi)脹形裝配夾具示意圖
7 總結(jié)
采用本文所述加工手段加工的軸流穩(wěn)流裝置,通過試制到量產(chǎn),生產(chǎn)效率得到了很大提高。實踐結(jié)果表明,加工工藝方便可行,可為類似零件的鈦合金加工提供參考。隨著新型飛機(jī)鈦合金材料的大量使用,應(yīng)進(jìn)一步加強(qiáng)鈦合金材料加工工藝路線優(yōu)化,調(diào)整加工參數(shù),選擇更有效的刀具,提高加工效率,保證產(chǎn)品質(zhì)量。
[1]《透平機(jī)械現(xiàn)代制造技術(shù)叢書》編委會.機(jī)匣制造技術(shù)[M].北京:科學(xué)出版社,2002.
[2]《航空制造工程手冊》總編委會.航空制造工程手冊[M].北京:航空工業(yè)出版社,1996.
[3]趙樹萍,呂雙坤,郝文杰.鈦合金及其表面處理[M].哈爾濱:哈爾濱工業(yè)大學(xué)出版社,2003.
[4]趙長發(fā),趙文德.機(jī)械制造工藝學(xué)[M].3版.哈爾濱:哈爾濱工程大學(xué)出版社,2013.
[5]胡曉群,李家永,岳召啟,等.鈦合金材料切削加工性能探討[J].航空制造技術(shù),2012(14):62-64.
[6]陳良治.鈦合金應(yīng)用的新發(fā)展[J].機(jī)械制造,1983,21(1):37-38.
[7]鮑秀森.鈦及鈦合金的切削加工[J].機(jī)械制造,2000,38(2):42-44.
[8]黃宇峰,左敦穩(wěn),徐鋒,等.基于刀具磨損的鈦合金薄壁件加工變形研究[J].機(jī)械制造,2015,53(5):70-72.
[9]鄢國洪,張華貴,劉浩.側(cè)銑削參數(shù)對TC4鈦合金表面粗糙度影響的試驗研究[J].機(jī)械制造,2011,49(9):72-75.
[10]周澤華.金屬切削原理[M].上海:上海科學(xué)技術(shù)出版社,1984.
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
