基于PLC的DF100A短波發射機全自動控制系統改造設想
2018-06-27 02:38:48王靜婉
無線互聯科技 2018年5期
關鍵詞:自動控制系統
王靜婉

摘 要:文章通過詳細分析當前DF100A控制系統手自動控制原理,設想用PLC的全自動工作模式取代當前手自動控制共存的模式,減少手動控制復雜線路帶來維護工作量和故障增多。
關鍵詞:DF100A;自動控制系統:PLC
1 DFlOOA控制系統
DF100A控制系統包含了控制及過荷保護繼電器系統,調諧控制系統,PSM調制器控制系統三大塊。其中控制及過荷繼電器系統用于控制發射機開關機順序控制及故障保護,調諧系統用于控制發射機伺服傳動機構和頻率控制。兩個系統共同位于發射機的一單元,都采用了手動繼電器控制和可編程邏輯控制器( Programmable Logic Controller,PLC)自動化控制相結合的方式。DF100A的自動化控制是在原先手動控制線路的基礎上,并不是一個以自動化控制設計為最初設計目標設計的。以下詳細介紹該手自動控制系統的工作原理。
1.1 繼電器控制保護系統的手自動原理
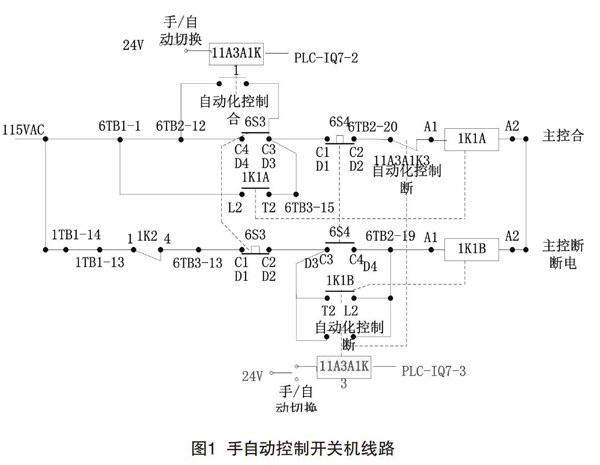
手動控制采用了傳統的按鈕、位移開關與繼電器、接觸器結合的方式。如圖1所示,是一個基本的開機和關機控制。自動化線路是在原先手動控制的基礎上,增加了繼電器中繼板11A3A1,由PLC輸出的繼電器接點控制繼電器線路。
當6S16切換到手動控制時,線路由按鈕啟控觸發;當切換到自動狀態時,11A 3A1輸出控制板的所有繼電器一端得到24 V電源,另一端受PLC輸出控制是否啟控,當對應的繼電器啟控時,就替代按鈕作用工作。
1.2 調諧系統控制手自動原理
1.2.1 調諧元件手自動控制
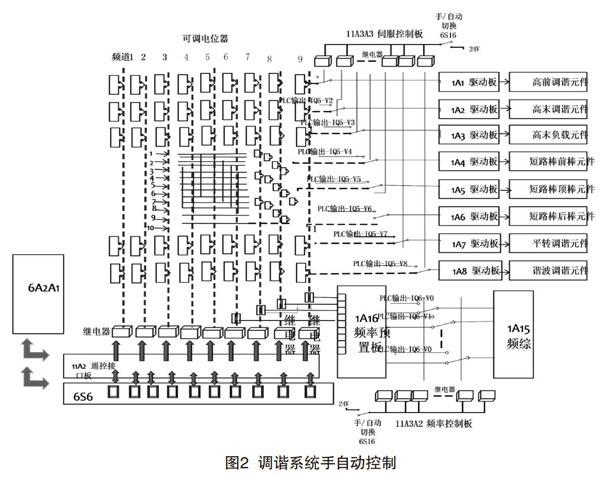
DF100A調諧系統包含了8套傳動裝置和頻率的控制,如圖2所示。8套傳動裝置的控制上由調諧單元6A2、調諧馬達組件、遙控接口板、調諧驅動板卡組成,其采用了分散式電路控制的方式控制伺服傳動機構。其中6A2調諧控制單元共包含了10個頻道,62個可調電位器,33個24 V直流繼電器,10個波段選擇開關。
當6S16手/自動控制倒在手動狀態手動時,由6S6頻道按鈕觸發,送至11A2遙控接口板,遙控接口板選通對應頻道的繼電器,繼電器的接點吸合,將5路可調電位器的中心取樣值送至11A3A3伺服控制板,同時3路短路棒的電阻值也由波段選擇開關選擇后送入。于是,該8路預置好的可調電位器信號送入馬達驅動板。同時6A2A1調諧定時器板在6S6觸發下啟動6A2K24,6A2K25開始工作,給馬達驅動板供電。馬達開始工作,馬達驅動板與6A2A1配合控制到位后斷電。
當6S16手/自動切換至“自動”時,11A3A3伺服控制板得電,同時斷開6A2調諧系統的所有繼電器的24 V電源。11A3A3板上的繼電器得電,將PLC-IQ5送出的模擬信號直接送至馬達驅動板,取代了手動狀態的可調電阻數值。在11A3A1控制板上直接啟動6A2A1工作,馬達板得電開始工作。
1.2.2 頻率倒換手自動控制
頻率合成器(圖中簡稱頻綜)有兩種工作狀態,一種本地輸入,一種遙控狀態。本地狀態為當6S19切換到本地時,由頻率合成器面板按鍵輸入。遙控狀態有兩路信息,由11A3A2頻率控制板控制二選一。當6S16為手動狀態時,頻率合成器接收1A16頻率預置板的信號,該信號由頻道對應的繼電器吸合選通對應的5位8421編碼器輸入給頻率合成器。當自動狀態時,11A3A2板得電,繼電器吸合,將PLC-IQ6端子送出的5組二進制碼送入頻率合成器。
2 探索DF100A調諧控制系統新的控制方式
2.1 當前DF100A調諧控制系統的優缺點
2.1.1 優點
采用了手自動并存的工作方式,可以在自動化PLC故障時,采用手動控制繼續工作確保安全播出。
2.1.2 缺點
采用了大量的分立器件控制,尤其是可調電位器和小型直流繼電器的大量使用,帶來了極大的故障隱患和維護工作。在我們己出現過的控制類故障中,繼電器吸合不良、電位器短路造成電源短路、電位器開路、線路接觸不良的故障層出不窮。線路復雜也給維護帶來了很大的工作量。
2.2 PLC全自動控制系統設想的提出
在深入了解了調諧控制系統的工作原理后,我們可以發現發射機自動化控制過程中,PLC控制信號最為簡潔,PLC控制輸出調諧所需模擬信號量,輸出頻率合成器所需數字信號量。PLC具有模擬輸入輸出、數字輸入輸出功能,完全可以滿足我們控制的需求。而且,在長期的維護工作中,我們知道PLC的故障較其他繼電器控制故障來說是極少的。
因此,我提出一個設想,是否可以采用全自動方式取代手自動并存的方式。
(1)將手動繼電器控制系統融合進PLC.由PLC編程控制,按鈕信號直接輸入PLC,PLC輸出直接控制繼電器或接觸器吸合。
(2)調諧方面,去掉6A2調諧單元、11A2遙控接口板、6S6頻道按鈕、11A3A3,與上位機界面配合直接使用原先的自動化方式工作,由PLC模擬輸出直接接至馬達驅動板。
(3)調諧的頻率切換方面,去掉頻率預置功能、11A3A2頻率控制板,直接由自動化及上位機人機界面輸入配合。
(4)在保障安全播音方面,可以采用雙PLC并行工作的方式進行,可以確保其一故障不停機的安全播音要求。
3 全自動控制系統的設計
3.1 控制系統改造設計
3 .1.1 繼電器控制系統硬件修改
去除繼電器接線,修改部分PLC輸入輸出10,將開關按鈕直接接入PLC的開關輸入模塊、繼電器及接觸器的得電由PLC數字輸出控制。
原PLC設備結構,當前PLC的I/O接口功能如表1所示。
(1)保留IQ8的數字輸入對應功能,將原來的繼電器信號變更為原始按鈕信號輸入。(例如,原1單元門開關信號是對應繼電器吸合后的接點輸入,現改為直接用門開關微動開關輸入。)
變更IQ7的主控合斷、升降功率等按鈕控制信號為輸入信號,由PLC軟件編程來代替線路。
(2)重新規劃輸出繼電器:指示類繼電器(如門開關狀態、水位開關狀態、風水證實)可變更為24 V直流繼電器,數字輸出用于點亮指示燈;轉接中間繼電器(包含時間繼電器)可直接用PLC內部虛擬繼電器替代,不用接出外部;其余負載繼電器(如風機、水泵、偏壓、燈絲、高壓等)用交流110 VIO模塊輸出驅動繼電器工作。
3.1.2 繼電器控制系統PLC程序修改
在原程序的基礎上加入控制繼電器線路的PLC程序,用于切到“手動”狀態時,可以直接手動控制加燈絲加高壓等操作;在原自動化程序中串入手自動開關,當自動時,完全由程序控制。PLC程序結構如圖3所示。
3.2 調諧系統修改
6A2A1的主要功能在于調諧電源的控制,它在手動狀態由6S6頻道按鈕或6S1允許調諧按鈕啟動、使得6A2K24\6A2k25吸合,馬達驅動板得電。由馬達驅動板的回地信號延時,直到傳動器件全部到位后自動釋放。當自動狀態時,發射機自動化PLC送出數字信號,如換頻繼電器對應6S6按鈕,允許調諧繼電器對應6S1,模擬手動控制使得6A2K24\6A2k25吸合,馬達驅動板得電工作。
調諧系統在硬件上去除了6A2調諧單元(含9個頻道的可調按鈕、繼電器)、11A3A3伺服控制板、11A2,直接使用原來自動化調諧電路,即6A2A1的調諧板、馬達驅動板、IQ5馬達調諧參數輸出。為了維護方便,還可在上位機人機界面增加頻率的粗調諧功能。
3.3 頻率控制
頻率切換方面,去除頻道預置板1A16后,直接由PLC的數字輸出頻率合成器所需要的頻率8421編碼,直接控制頻率切換輸出。
4 結語
以上設想是在詳細解析了DF100A手自動控制的基礎上,根據實際使用和維護的經驗上提出,是一種改動較小、安全性能更高、實用性能更高的改造方案。
猜你喜歡
企業技術開發·下旬刊(2016年11期)2016-12-27 10:26:50
電子技術與軟件工程(2016年22期)2016-12-26 21:36:26
中國科技博覽(2016年18期)2016-10-19 06:57:16
科技視界(2016年14期)2016-06-08 19:01:12
科技視界(2016年11期)2016-05-23 11:08:57
中國科技博覽(2016年14期)2016-04-25 01:47:51
