VDF850數(shù)控機床主軸動態(tài)特性分析
2018-07-01 08:38:16
安徽工業(yè)大學學報(自然科學版) 2018年4期
(安徽工業(yè)大學機械工程學院,安徽馬鞍山243032)
主軸系統(tǒng)包括主軸、軸承、刀具和刀柄等零件,是數(shù)控機床的關鍵部件。其中主軸部件在自身轉動和切削力作用下易引起自激和強迫振動,致使主軸系統(tǒng)的加工精度和工件的表面質量降低,其動態(tài)特性直接影響數(shù)控機床的加工性能。因此,研究主軸動態(tài)特性對機床的優(yōu)化設計和制定合理的切削加工參數(shù)有重要的現(xiàn)實意義[1-2]。有關主軸系統(tǒng)動態(tài)特性分析主要采用集中參數(shù)法、傳遞矩陣法、實驗測試法和有限單元法等方法。其中集中參數(shù)法對主軸模型分析來說過于簡單,目前在主軸線性動力學研究中鮮有采納,但在主軸非線性動力學行為研究中該方法能簡化問題,抓住非線性特征[3]。傳遞矩陣法存在模型精度問題,吳文鏡等[4]提出的拓展傳遞矩陣法提高了主軸動力學建模精度,可滿足工程需要。實驗測試法是主軸動力學研究的常用方法之一,但在主軸設計階段實驗無法進行,且約束方式也影響測試精度[5-6],目前其多作為理論動力學模型的驗證手段。隨著計算機軟硬件的日益發(fā)展,在主軸動力學研究中,有限元法已成為主軸動力學研究的主要方法,學者們運用有限元法對主軸動力學開展了系列研究,Wang等[7]考慮軸承單元的徑向剛度,利用彈簧單元模擬軸承,采用有限元法對某機床加工中心進行動力學分析;譚峰等[8]以某數(shù)控機床主軸為研究對象,將主軸約束簡化為剛性約束,同時考慮軸承結構的彈性變形對主軸的影響,利用ANSYS Workbench軟件對主軸進行靜動態(tài)特性仿真分析。
現(xiàn)有研究文獻表明,在主軸建模過程中多考慮軸承約束、預緊力等影響,限于固有頻率和模態(tài)分析[9-10],實際加工過程中主軸對激勵(動態(tài)切削力)的動力學響應是影響切削加工質量的重要因素,需考慮具體工況和主軸動力學特性的耦合作用。鑒于此,筆者綜合考量切削工況、軸承預緊力、主軸轉速等影響主軸動態(tài)特性的因素,建立主軸單元動力學模型,且對主軸進行模態(tài)與諧響應分析,以期為下一步的切削穩(wěn)定性研究提供理論基礎。
1 主軸單元的動力學模型
由結構動力學的知識可知,主軸單元自由振動的動力學方程為

式中:M表示主軸單元質量矩陣;C表示主軸單元阻尼矩陣;K表示主軸單元剛度矩陣;x(t)表示位移向量。
1.1 主軸單元的模態(tài)分析
模態(tài)分析是將動力學微分方程組的物理坐標轉化為模態(tài)坐標進行解耦,形成由模態(tài)坐標和模態(tài)參數(shù)構成的獨立方程組,求解特征方程式(2)可得主軸單元的固有頻率和相應的振型。

其中:ωi表示第i階固有振動的圓頻率;φi表示第i階振型向量。
1.2 主軸單元的諧響應分析
主軸受周期性切削激振力作用,強迫振動運動微分方程為

其中P(t)為激振力。周期性激振力可展成傅里葉級數(shù)形式,故線性系統(tǒng)只需考慮簡諧激振力的響應,簡諧激振力可表示為

式中:θ表示相位角;p表示激振力的振幅;ω表示激振力的圓頻率。
采用模態(tài)疊加的方法可得到主軸單元的動力響應,如
2 主軸單元的有限元模型
基于主軸動力學模型,采用有限元法(finite element method,FEM)對VDF850數(shù)控機床的主軸單元動力學特性進行分析。由三維軟件Solidworks構建的主軸三維模型如圖1。將建立的三維實體模型導入有限元軟件ANSYS,主軸材料選用45號鋼,材料屬性設置為:密度7.8×103kg/m3;彈性模量2.1×105MPa;泊松比0.3。采用Solid45三維實體單元對主軸劃分網(wǎng)格。圖2為網(wǎng)格劃分后的主軸有限元模型。主軸網(wǎng)格劃分后節(jié)點數(shù)為18 348,單元數(shù)為16 820。
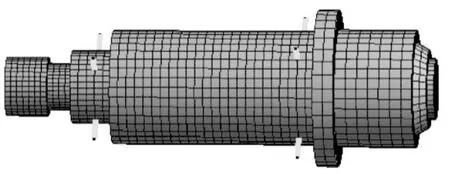
圖2 主軸單元有限元模型Fig.2 Finite element model of spindle unit
主軸單元包括主軸和軸承,主軸的動力學特性和軸承的位置及剛度緊密相關。VDF主軸的前軸承(兩個串聯(lián)使用)、后軸承(兩個背靠背使用)型號分別為7012A5TYNSUMP4和7011A5TYNSUMP4的角接觸球軸承,接觸角為25°。在主軸單元有限元分析建模時,由4個周向均勻分布的彈簧模擬軸承結構的彈性支承,單元類型為Combin14,如圖3。并假定預緊后的軸承只有徑向剛度。對彈簧單元一端(連接主軸)的節(jié)點(圖3中T5,T6,T7,T8)自由度進行軸向約束,另一端(連接主軸箱)的節(jié)點(T1,T2,T3,T4)進行自由度全約束,約束情況和實際約束一致。圖2為采用彈簧模擬軸承作用的主軸單元有限元模型。
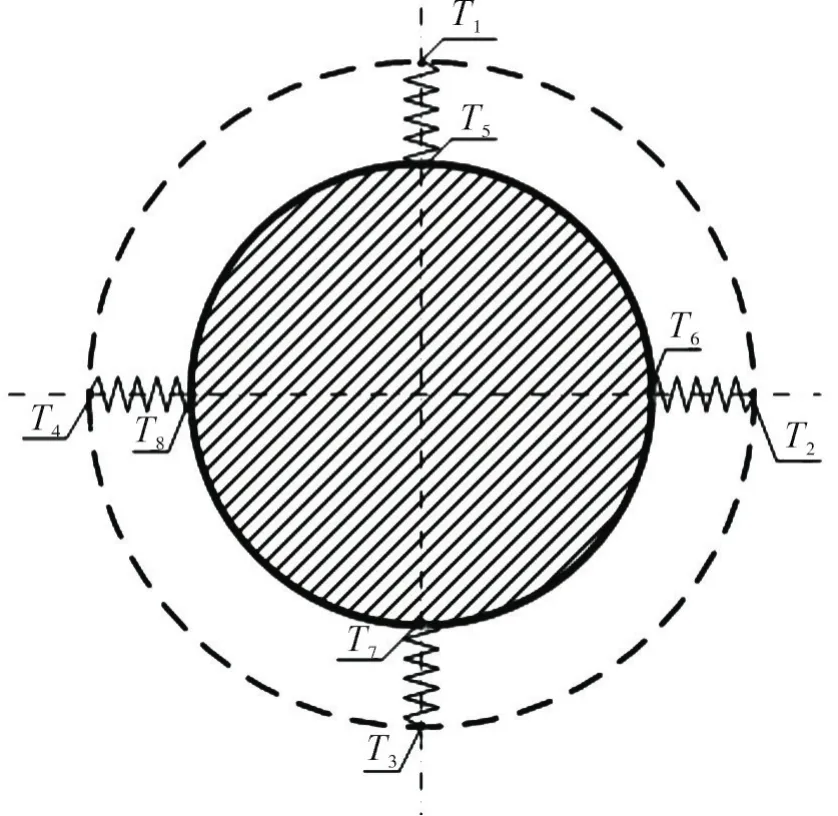
圖3 虛擬彈簧模擬軸承對軸的彈性支承Fig.3 Virtualspringsimulationofbearing’s elastic support to spindle
3 主軸單元動力學仿真分析
3.1 預緊力與主軸固有頻率
基于上述的主軸單元有限元模型進行主軸模態(tài)和諧響應仿真分析,軸承預緊力通過徑向接觸剛度對主軸固有頻率產(chǎn)生影響。文中以VDF850數(shù)控機床主軸裝配的角接觸軸承計算徑向接觸剛度,預緊力和徑向剛度關系方程式如下[11]

式中:kr為軸承徑向剛度,N/m;D為軸承滾動體直徑,m;Z為軸承滾動體數(shù)目;α為軸承接觸角,°;Fa為軸承預緊力,N。
對軸承施加0~500 N的預緊力,運用式(6)計算軸承的徑向剛度。有限元模型中,根據(jù)軸承位置輸入不同預緊力作用下的剛度系數(shù),通過ANSYS軟件對主軸單元進行仿真計算,提取前7階固有頻率,圖4為主軸在不同預緊力作用下的固有頻率變化曲線。由圖4可得出:主軸的第2與第3階,第4與第5階,第6與第7階固有頻率相同,振型表現(xiàn)為正交,可將其看作重根,重根和主軸的軸對稱特性有關;軸承在0~500 N預緊力作用下,主軸的各階固有頻率均隨預緊力增加而增大,第6,7階固有頻率變化幅度最小。增大預緊力對提高系統(tǒng)的高階固有頻率作用有限,其一般不作為提高系統(tǒng)動剛度的主要方法。

圖4 不同預緊力的固有頻率變化曲線Fig.4 Variation curves of natural frequencies with different preload forces
3.2 主軸模態(tài)分析
將150 N預緊力下的徑向剛度輸入主軸單元的有限元模型,在有限元軟件ANSYS中進行模態(tài)仿真計算,各階振型如圖5。由圖5可看出:第2,3階振型分別對應xz和yz平面的一彎模態(tài),模態(tài)的節(jié)點位于主軸后端,主軸前端(安裝銑刀處)振型幅值最大,可見該模態(tài)對切削精度的影響較大;第4,5階振型也是xz和yz平面的一彎模態(tài),但模態(tài)的節(jié)點位于主軸前端,對切削精度的影響相對較小;第6階振型為yz平面的二彎模態(tài),該模態(tài)最大幅值也位于主軸后端,對主軸前端的影響不大。
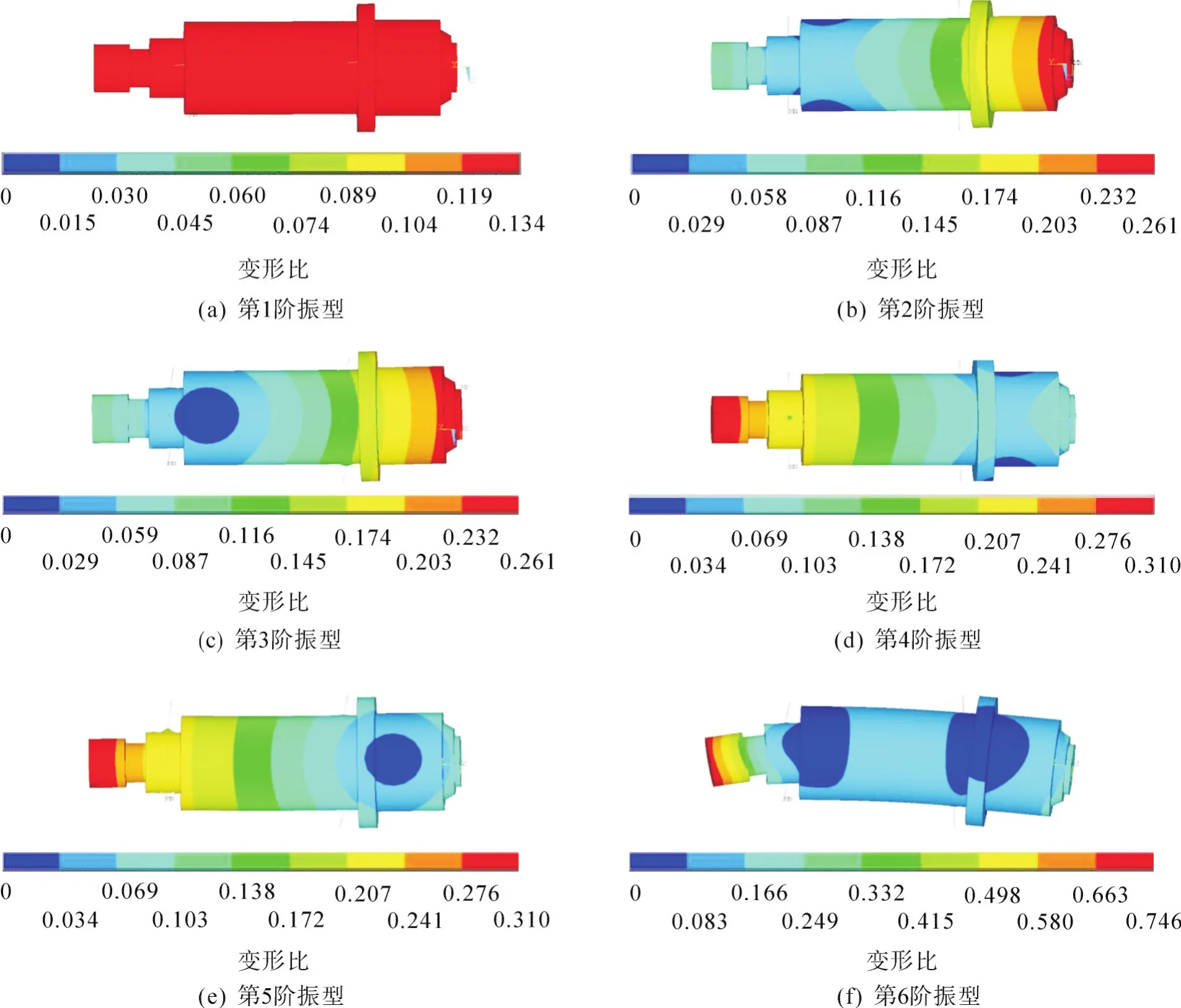
圖5 主軸模態(tài)振型Fig.5 Modal vibration mode of spindle
主軸為回轉構件,第i階臨界轉速對應主軸的第i階固有頻率,由式(7)計算

式中:ni為第i階臨界轉速,r/min;fi為主軸第i階固有頻率,Hz。

不考慮剛體模態(tài),實際工況中,如果主軸轉速與臨界轉速相近,主軸將獲得最大的撓度,產(chǎn)生共振,嚴重影響加工質量,在銑削加工過程中應避免。臨界轉速是表征回轉構件動力學特性的重要指標之一,主軸前階臨界轉速見表1。VDF850數(shù)控機床主軸最高工作轉速為8 000 r/min,通過表1可看出,主軸的一階臨界轉速遠大于最高工作轉速,在實際銑削加工過程中應考慮多齒銑刀對激勵頻率的放大作用,以本文的四齒銑刀為例,最高工作轉速對應的激振頻率為32 000 r/min,低于一階臨界轉速36 009 r/min。表明主軸單元能有效避免共振區(qū),動力性能良好。
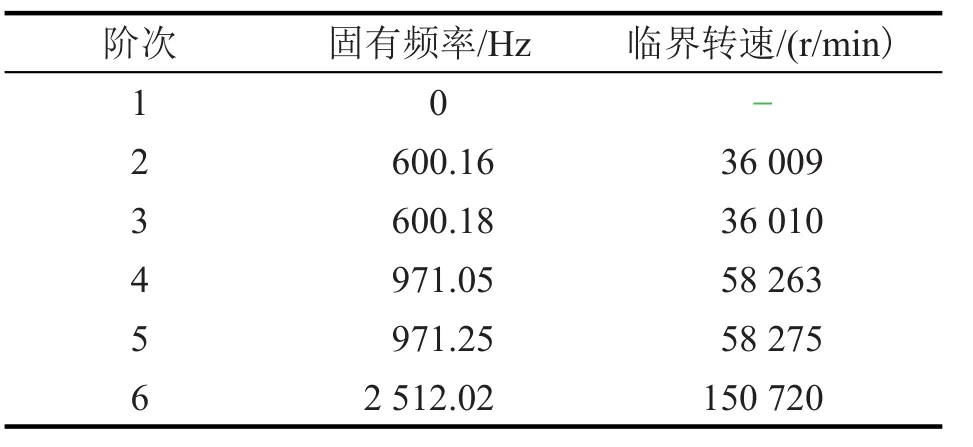
表1 主軸前6階固有頻率和主軸臨界轉速Tab.1 The first 6 natural frequencies of the spindle and spindle critical speed
3.3 主軸諧響應分析
數(shù)控機床加工時,主軸受到的激勵是工件傳遞到輸出軸上的動態(tài)切削力,該激勵為周期性激勵,激勵周期與主軸轉速、銑刀齒數(shù)有關。主軸刀柄型號BT40,刀具選用直徑為22 mm的4齒立銑刀加工45號鋼,加工方式為順銑,銑削力計算公式如∶下[12]:

式中:CF為銑削力系數(shù),取669;ae為切削寬度,取16.5 mm;af為每次進給量,取0.22 mm;ap為背吃刀量,取1.3 mm;N為銑刀齒數(shù),取4;d為銑刀直徑,取22 mm;Fx為周向切削力;Fy為徑向力;Fz為軸向力。據(jù)此求出三向切削力的幅值Fx=911.49 N;Fy=729.19 N,F(xiàn)z=546.89 N。
根據(jù)模態(tài)分析的固有頻率范圍,取0~3 000 Hz區(qū)間段的頻率對主軸進行諧響應分析,主軸前端在x(周向)、y(徑向)、z(軸向)3個方向上的動柔度幅值和頻率的關系如圖6。由圖6可知,激振力作用下,在x,y和z3個方向動柔度幅值頻率響應曲線有3處峰值,說明在600,971,2 512 Hz附近發(fā)生明顯的共振現(xiàn)象,這和模態(tài)分析的前6階固有頻率的數(shù)值吻合;其中600 Hz附近的動柔度幅值最大,模態(tài)分析也表明第2,3階模態(tài)對刀尖處的影響最為顯著;x和y方向的動柔度幅值相近,這和主軸的軸對稱特性有關,而z方向的動柔度幅值較x,y方向小,說明軸向動剛度最大,故主軸的動力學模型時往往忽略軸向振動,建立xy兩自由度的銑削動力學模型。
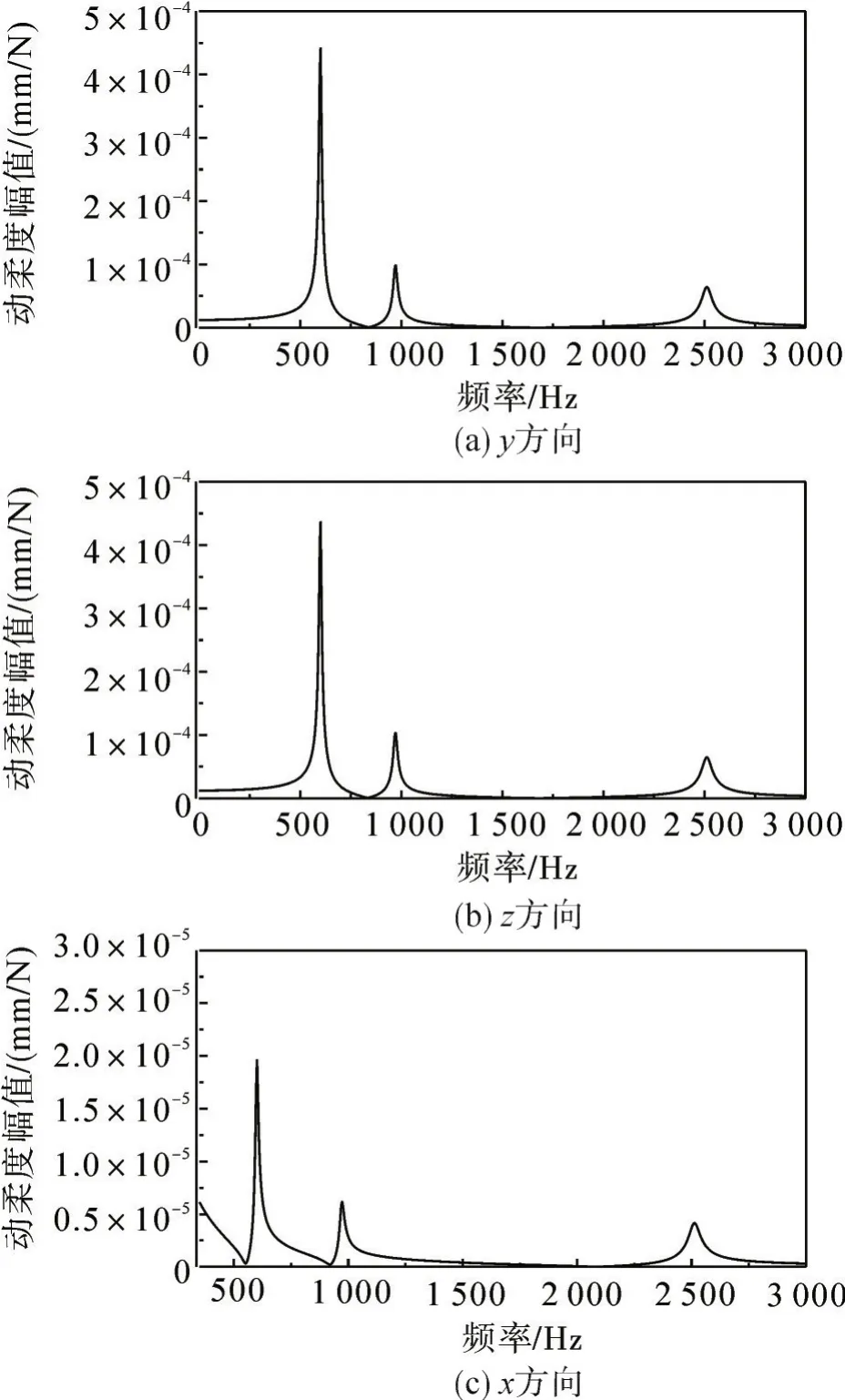
圖6 主軸動柔度諧響應譜線Fig.6 Harmonic response spectrum of spindle dynamic flexibility
4 結 論
以VDF850數(shù)控機床主軸為研究對象,利用彈簧單元模擬主軸軸承的彈性支承,并以改變預緊力的方式改變其接觸剛度,借助ANSYS有限元軟件對主軸進行模態(tài)分析和諧響應分析,所得主要結論如下:
1)主軸軸承在0~500 N預緊力作用下的模態(tài)頻率總體呈上升趨勢,主軸的各階固有頻率隨預緊力增大略有增大;
2)模態(tài)分析和諧響應分析皆表明影響切削質量主要是第2,3階的模態(tài),后期主軸動力學優(yōu)化和減振分析中應重視;
3)主軸第一階非零固有頻率對應的臨界速度為36 009.6 r/min,實際銑削加工過程中應考慮多齒銑刀對激勵頻率的放大作用,主軸所受激勵的頻率在600,971,2 512 Hz附近時易產(chǎn)生共振,加劇刀具的磨損,影響零件的加工精度,在制定切削工藝參數(shù)時應避免。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數(shù)理化·七年級數(shù)學人教版(2020年10期)2020-11-26 08:24:50
數(shù)學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
湖北經(jīng)濟學院學報·人文社科版(2015年8期)2015-12-29 05:53:07
上海電機學院學報(2015年4期)2015-02-28 14:30:00
機械工程師(2015年10期)2015-02-02 01:14:03
計算物理(2014年2期)2014-03-11 17:01:39
機電產(chǎn)品開發(fā)與創(chuàng)新(2014年4期)2014-03-11 16:42:24
上海金屬(2013年4期)2013-12-20 07:57:18