優化爐外精煉系統設備
2018-07-05 11:21:44張中剛
冶金動力 2018年7期
張中剛
(宣化鋼鐵集團有限責任公司設備能源部,河北張家口 075000)
前言
隨著“優轉特”模式的推進,特鋼品種開發及產量提升,對爐外精煉設備穩定高效運行提出了更高的要求。轉爐爐區爐外精煉工藝一般為LF-RH模式,在設備長期運轉后,隨之而來的設備老化、故障頻發制約生產工藝的問題逐漸顯現。在運行過程中,如何完善設備設施功能、滿足工藝需求成為“優轉特”改革的關鍵。
1 設備系統優化實施
1.1 LF精煉爐設備優化
(1)鋼包底吹氬為自動吹氬裝置,實際生產中受指車對位、環境溫度高影響,吹氬效果不理想、自動吹氬裝置損耗高,需要設計一種自動吹氬保護裝置,保證吹氬效果,降低備件消耗。鑒于生產中出現的問題,為改善鋼包吹氬效果,經過調研論證提出了一種自動吹氬保護膠套(圖1),該膠套為氟橡膠材質,耐磨耐高溫。將該膠套固定于自動吹氬蘑菇頭上,當自動吹氬裝置對位偏差時,通過該膠套起到密封的作用,保證吹氬效果。生產中使用將保護膠套裝配在自動吹氬裝置(圖2中2)上。
圖1 自動吹氬膠套
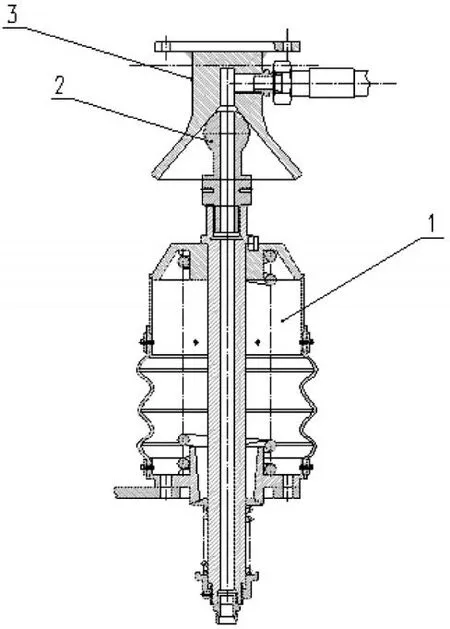
圖2 自動吹氬裝置
(2)LF精煉爐電極夾鉗是電極固定裝置,靠夾鉗托架支撐,上電過程中受電極波動影響,托架磨損嚴重,進而傷及電極夾鉗銅排,銅排維護成本高維修難度大,需改進電極夾鉗托架結構。原夾鉗托座(圖3)設計為以螺栓固定在電極銅排上,使用過程中電極夾鉗根據生產情況需要頻繁動作,銅排上托座底孔由于材質原因就會受到損壞,此時托座無法固定便會失去支撐作用。這種情況下只能更換銅排,而電極銅排更換難度大且成本高,亟需改進夾鉗托座結構以解決該問題。
為了解決電極夾鉗托座可靠性差、不便于維護、易損傷電極銅排的問題,設計一種改進的電極夾鉗托座(見圖4)。該托座在保證夾鉗定位支撐的前提下,上下兩端分別延伸至銅排固定座上,利用銅排緊固螺栓進行固定。

圖3 電極夾鉗托座
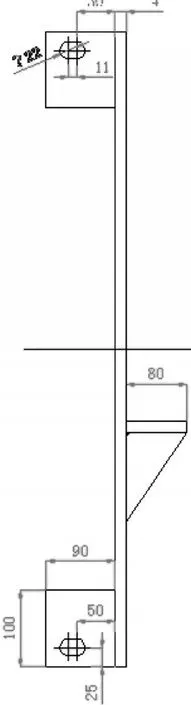
圖4 改進的電極夾鉗托座
1.2 RH精煉爐設備升級
(1)喂絲是RH精煉爐重要工藝,原喂絲系統未制作喂絲平臺及喂絲導管,已經無法滿足工藝需求,且崗位操作、設備維護不便。在RH精煉爐兩喂絲機中間往西延伸制作一個標高8.1 m平臺,并安裝1 t電葫蘆一套。這樣就可以直接將所需線卷直接吊運至新增平臺,將絲卷與喂絲機放置于同一平臺進行喂絲,避免喂絲提升過高造成的斷絲現象。
RH喂絲機原設計為四路兩出喂絲(圖5),兩路喂絲導管由氣缸驅動控制升降進行喂絲操作。而實際在特鋼生產冶煉時,經常需要喂入多種絲線,頻繁換線操作不便且影響生產節奏,其次兩路喂絲一旦其中一路出現問題勢必嚴重影響喂絲工藝。將原兩路喂絲導管改造成四路喂絲,同時導管下部增加便于更換的喂絲套管(見圖6)。
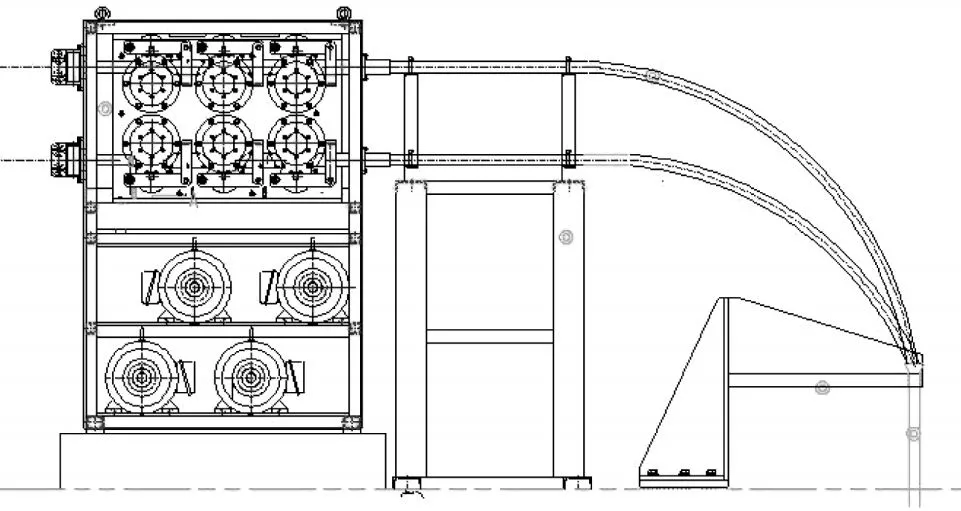
圖5 原設計喂絲導管

圖6 改造四路喂絲導管實物
2 效果分析
2.1 LF精煉爐設備系統優化后
自動吹氬裝置改造投入使用后,鋼包底吹氬效果及崗位可操作性大大提高,避免了合金積聚和成分不均勻等造成的改鋼甚至回爐現象,鋼種命中率的提高節約了大量的人力物力。同時杜絕了自動吹氬漏氣現象,降低了氬氣消耗,實現了節能降耗。托座的改造保證了托座的牢靠,又避免了對銅排的損傷,大大延長了電極夾鉗托座及銅排的使用壽命。
2.2 RH精煉爐設備升級后
四線喂絲機構的升級使用省去了升降喂絲導管的操作,避免了升降系統故障帶來的影響工藝隱患。
3 結論
通過優化LF-RH精煉爐爐外設備系統,滿足了企業產品優轉特的生產設備要求,完善了設備的技術功能要求,為企業更大發展奠定了堅實的基礎。
[1]肖國棟.圓鋼切分軋制技術的研究與開發[D].西安建筑科技大學,2004.
[2]貫碩磊.棒材切分工藝設計與操作技巧[C].2007中國鋼鐵年會論文集,2007.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57