焊接工藝評(píng)定標(biāo)準(zhǔn)N B/T 47014與ISO 15614-1的對(duì)比分析
2018-07-11 02:28:26石南輝顏世周張科研劉科明韋相貴
中國(guó)特種設(shè)備安全 2018年6期
石南輝 顏世周 張科研 黎 泉 劉科明 韋相貴
(欽州學(xué)院 工程訓(xùn)練中心 欽州 535011)
隨著能源戰(zhàn)略的實(shí)施,裝備制造業(yè)在我國(guó)發(fā)展十分迅速。裝備制造中的承壓設(shè)備的制造顯得尤為突出。因我國(guó)以前裝備制造行業(yè)發(fā)展比較緩慢,只是最近幾年因政策影響,才進(jìn)入高速發(fā)展期,但相應(yīng)的制造業(yè)還沒有完全準(zhǔn)備好便投入到承壓設(shè)備的制造大軍之中。相應(yīng)的制造標(biāo)準(zhǔn)也沒有跟上,如承壓設(shè)備的焊接工藝評(píng)定標(biāo)準(zhǔn)沒有統(tǒng)一的適用標(biāo)準(zhǔn)。現(xiàn)階段各個(gè)制造企業(yè)主要是有采用壓力容器焊接工藝評(píng)定標(biāo)準(zhǔn)NB/T 47014—2011(原JB 4708)的,有采用國(guó)際標(biāo)準(zhǔn)ISO 15614-1:2004的,還有采用ASME第九卷焊接和釬焊評(píng)定標(biāo)準(zhǔn)的,現(xiàn)主要以國(guó)際標(biāo)準(zhǔn)ISO 15614-1:2004與國(guó)內(nèi)標(biāo)準(zhǔn)NB/T 47014—2011進(jìn)行對(duì)比分析。
1 承壓設(shè)備焊接工藝評(píng)定國(guó)際標(biāo)準(zhǔn)ISO 15614-1與國(guó)內(nèi)標(biāo)準(zhǔn)NB/T 47014的應(yīng)用
現(xiàn)在我國(guó)的裝備制造企業(yè)有上萬(wàn)家,其中承壓設(shè)備制造企業(yè)也有幾千家,這些企業(yè)有的是原來(lái)的老國(guó)企,有的是新型民營(yíng)企業(yè)、有的是合資企業(yè)。如果承壓設(shè)備制造企業(yè)是國(guó)內(nèi)企業(yè)或是國(guó)內(nèi)訂單,那么多數(shù)產(chǎn)品采用的焊接工藝評(píng)定標(biāo)準(zhǔn)是NB/T 47014—2011;而如果是與維斯塔斯或西門子等一些歐洲企業(yè)合作或是歐洲客戶訂單,那么產(chǎn)品采用的焊接工藝評(píng)定標(biāo)準(zhǔn)就是ISO 15614-1:2004。此外承壓設(shè)備制造企業(yè)采用何種標(biāo)準(zhǔn)還要看商務(wù)合同中的技術(shù)協(xié)議的要求,一般技術(shù)協(xié)議都會(huì)明確指出該承壓設(shè)備制造是采用何種標(biāo)準(zhǔn)進(jìn)行驗(yàn)收的,所以作為承壓設(shè)備制造企業(yè)的技術(shù)人員要仔細(xì)地閱讀合同中的技術(shù)協(xié)議條款,以免在制造過程中采用的標(biāo)準(zhǔn)有誤,達(dá)不到客戶的要求,而影響產(chǎn)品的交貨期,給企業(yè)造成損失。
2 國(guó)內(nèi)外焊接工藝評(píng)定標(biāo)準(zhǔn)的差異及特點(diǎn)
2.1 對(duì)焊接人員(即焊工)的要求對(duì)比
ISO 15614-1:2004標(biāo)準(zhǔn)對(duì)進(jìn)行焊接工藝評(píng)定的焊工資格有嚴(yán)格的要求,要求承擔(dān)焊接工藝評(píng)定的焊工需取得ISO 9606-1或ISO 9606-2或ISO 14732對(duì)應(yīng)范圍的認(rèn)可資格,即對(duì)焊工的資格有明確要求。
NB/T 47014—2011標(biāo)準(zhǔn)對(duì)進(jìn)行焊接工藝評(píng)定的焊工資格要求是本單位操作技能熟練的焊接人員即可,可以沒有取得相應(yīng)的資格認(rèn)可,只要是本單位操作技能熟練的焊工即可,換句話說(shuō)該焊工可以是無(wú)證焊工(焊工證過期或未取得此項(xiàng)目證書)。
2.2 焊件試件尺寸的要求對(duì)比
承壓設(shè)備制造焊接工藝評(píng)定是評(píng)定焊接接頭,主要是全焊透板板對(duì)接接頭或管管對(duì)接接頭焊縫和T型接頭角焊縫。
ISO 15614-1:2004標(biāo)準(zhǔn)對(duì)焊接工藝評(píng)定焊件的尺寸有明確要求:全焊透的板板對(duì)接焊縫試件應(yīng)按圖1制備,板狀T型接頭角焊縫試件應(yīng)按圖2制備,均規(guī)定了試件的長(zhǎng)度最小值及寬度最小值。
NB/T 47014—2011標(biāo)準(zhǔn)對(duì)焊接工藝評(píng)定焊件的尺寸沒有具體要求,標(biāo)準(zhǔn)中只是強(qiáng)調(diào)“試件的數(shù)量和尺寸應(yīng)滿足制備試樣的要求,試樣也可以在焊件上截取”,即只要能符合試樣的截取即可。按老標(biāo)準(zhǔn)JB 4708標(biāo)準(zhǔn),全焊透的板板對(duì)接焊縫試件應(yīng)可參考圖1制備,但是尺寸有所變化:a最小值125mm,b最小值300mm;板狀T型接頭角焊縫試件應(yīng)可以參考圖2制備,也是尺寸有所變化:a最小值100mm,b最小值200mm,t母材厚度。
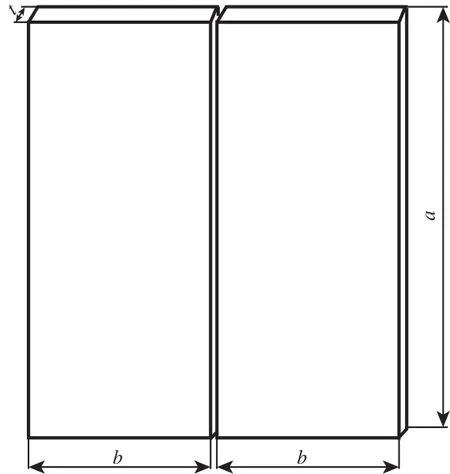
圖1 全焊透的板對(duì)接焊縫試件制備
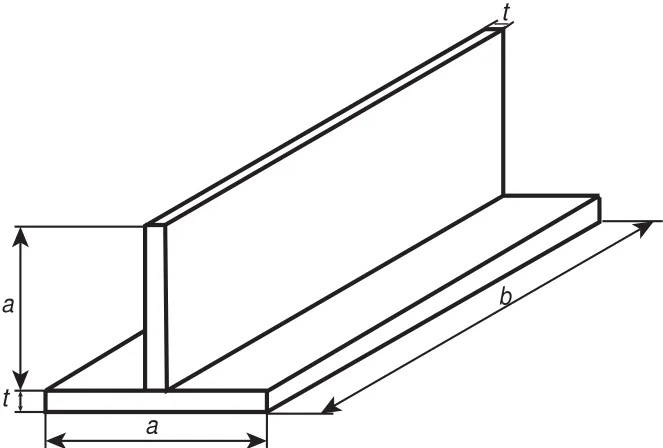
圖2 T型接頭角焊縫試件制備
2.3 標(biāo)準(zhǔn)要求的試驗(yàn)內(nèi)容對(duì)比
在試樣的試驗(yàn)內(nèi)容上,兩個(gè)評(píng)定標(biāo)準(zhǔn)也不盡相同,各標(biāo)準(zhǔn)要求的試驗(yàn)內(nèi)容見表1。
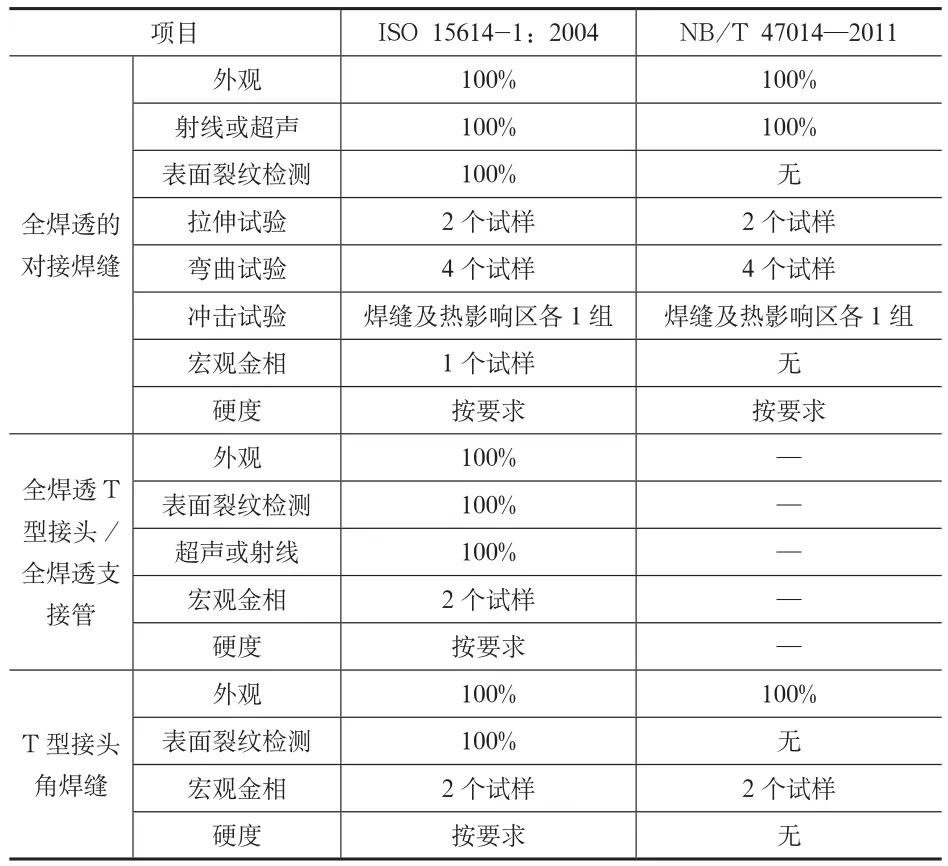
表1 標(biāo)準(zhǔn)要求的試驗(yàn)內(nèi)容對(duì)比
從表1中可以看出對(duì)于全焊透的對(duì)接焊縫國(guó)際標(biāo)準(zhǔn)在檢測(cè)項(xiàng)目上對(duì)表面裂紋很重視,而國(guó)內(nèi)標(biāo)準(zhǔn)沒有明確要求,此外國(guó)際標(biāo)準(zhǔn)有宏觀金相檢測(cè)要求,國(guó)內(nèi)標(biāo)準(zhǔn)沒有;而對(duì)T型接頭角焊縫國(guó)際標(biāo)準(zhǔn)與國(guó)內(nèi)標(biāo)準(zhǔn)要求大體相同,國(guó)際標(biāo)準(zhǔn)對(duì)表面裂紋檢測(cè)有要求,而國(guó)內(nèi)標(biāo)準(zhǔn)無(wú)特別要求。
2.4 標(biāo)準(zhǔn)取樣位置的對(duì)比分析
國(guó)際標(biāo)準(zhǔn)ISO 15614-1:2004試樣截取按圖3要求;國(guó)內(nèi)標(biāo)準(zhǔn)NB/T 47014—2011試樣截取按圖4要求。
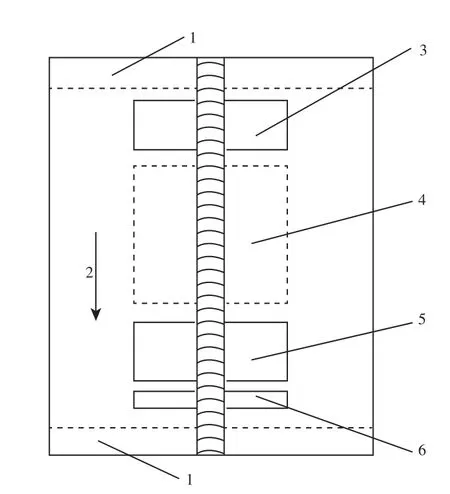
圖3 ISO 15614-1取樣位置
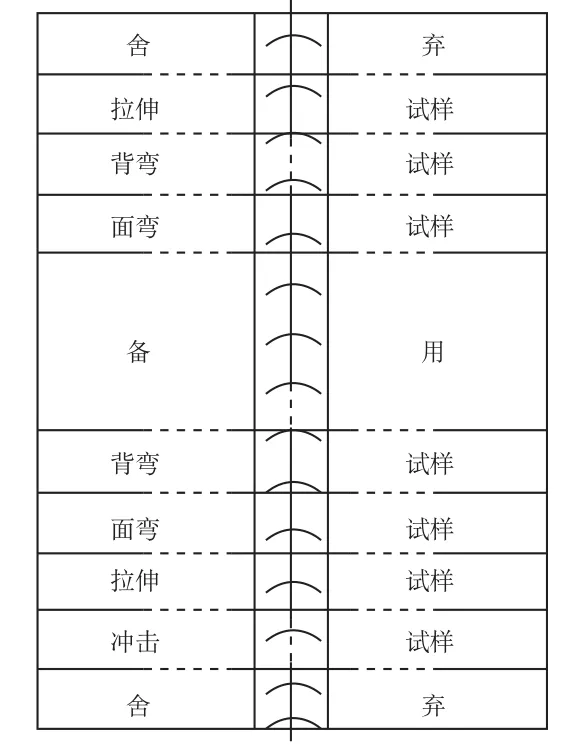
圖4 NB/T 47014取樣位置
從兩個(gè)標(biāo)準(zhǔn)的取樣圖可以看出,在試樣截取上國(guó)際標(biāo)準(zhǔn)ISO 15614-1:2004明確了試件的焊接方向性;而國(guó)內(nèi)標(biāo)準(zhǔn)NB/T 47014—2011沒有明確,只能靠個(gè)人理解,需要焊接技術(shù)人員要從焊縫的波紋看出焊接方向。
在舍去位置大體相同,拉伸試樣和彎曲試樣的截取位置存在細(xì)微差別,國(guó)內(nèi)標(biāo)準(zhǔn)對(duì)拉伸和彎曲位置做了詳細(xì)的取樣位置,而國(guó)際標(biāo)準(zhǔn)拉伸彎曲均在同一位置進(jìn)行截取,并沒有做順序要求;沖擊試樣截取存在明顯不同,國(guó)際標(biāo)準(zhǔn)ISO 15614-1:2004的沖擊試樣截取位置是試件位置的中部,恰恰是國(guó)內(nèi)標(biāo)準(zhǔn)NB/T 47014—2011的備用取樣位置,而國(guó)際標(biāo)準(zhǔn)ISO 15614-1:2004沒有預(yù)留備用取樣位置,國(guó)內(nèi)標(biāo)準(zhǔn)沖擊試樣的截取位置在焊接方向的末端;另外國(guó)際標(biāo)準(zhǔn)的金相與硬度取樣位置在焊件的焊接方向的末端,是國(guó)內(nèi)標(biāo)準(zhǔn)NB/T 47014—2011沖擊試樣的取樣位置,而國(guó)內(nèi)標(biāo)準(zhǔn)NB/T 47014—2011沒有明確金相與硬度的具體取樣位置,按備用位置的預(yù)留可理解均在此位置取樣。
3 結(jié)束語(yǔ)
1)從以上論述可知不同的焊接工藝評(píng)定標(biāo)準(zhǔn),其對(duì)焊接人員(焊工)的要求、試板尺寸、試驗(yàn)內(nèi)容、試樣截取位置等都是有所差異的。
2)作為企業(yè)的焊接技術(shù)人員在承壓設(shè)備制造前一定要先明確制造產(chǎn)品所采用的焊接標(biāo)準(zhǔn);其次,要明確各個(gè)標(biāo)準(zhǔn)的應(yīng)用條件,再合理選用相應(yīng)的焊接標(biāo)準(zhǔn)進(jìn)行焊接工藝評(píng)定,依據(jù)合格的焊接工藝評(píng)定報(bào)告及企業(yè)經(jīng)驗(yàn)編制焊接工藝規(guī)程,用于指導(dǎo)產(chǎn)品的生產(chǎn)。才能很好地為客戶服務(wù),滿足合同要求,最終提供合格的產(chǎn)品。
[1]NB/T 47014—2011 承壓設(shè)備焊接工藝評(píng)定[S].
[2]JB 4708—2000 鋼制壓力容器焊接工藝評(píng)定[S].
[3]戈兆文,鄭鈞,許衛(wèi)榮. 長(zhǎng)輸管道焊接工藝評(píng)定標(biāo)準(zhǔn)分析及建議[J].壓力容器,2003,20(07):1-5+15.
[4]ISO 15614-1:2014 金屬材料焊接工藝規(guī)程及評(píng)定—焊接工藝評(píng)定試驗(yàn)—第1部分:鋼的弧焊和氣焊、鎳及鎳合金的弧焊[S].
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
當(dāng)代陜西(2019年8期)2019-05-09 02:22:48
動(dòng)漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
專用汽車(2016年4期)2016-03-01 04:13:43
銅業(yè)工程(2015年4期)2015-12-29 02:48:39