輕量化封閉截面式扭力梁橫梁工藝分析
2018-07-12 08:28:56張旭趙天會代慈華陳永勝
汽車工程師 2018年3期
張旭 趙天會 代慈華 陳永勝
(重慶天人工業集團研發中心)

汽車后橋扭力梁是汽車的關鍵部件之一,主要作用是平衡左右車輪的上下跳動,以減輕汽車的搖晃,保持汽車平穩行駛,提高整車的側傾剛度。傳統結構的扭力梁各組成部件多為鈑金沖壓成型,所以兩端開口外翻,而且橫梁扭轉剛度相對較小,因此現有扭力梁的軸線上都設置有1根穩定桿以提高其扭轉剛度,整個生產過程復雜,零件質量重,成本高。在當前節能環保、輕量化及降成本的研究熱點背景下,亟需一種成本低、工藝簡單及產品強度好的輕量化封閉截面式扭力梁。文章闡述了采用沖壓成型和經過高頻淬火工藝成型的封閉截面式扭力梁橫梁的性能和工藝,可實現在達到汽車輕量化的同時提高整車性能。
1 封閉截面式扭力梁后懸架系統簡述
封閉截面式扭力梁式半獨立后懸架系統發明于20世紀70年代,扭力梁是汽車后懸掛系統中最核心的一個部件,它在汽車行駛過程中能保證轉彎時的安全、對緩解整車顛簸起著較為重要的作用,所以剛度、強度及疲勞性能是整個后懸掛系統的設計重點[1]。封閉截面式扭力梁與V型穩定桿扭力梁相比具有以下優點:1)封閉式扭力梁可大幅減少零件數量;2)相同性能參數要求下,根據經驗,質量相對減輕2~6 kg,符合汽車輕量化發展的要求;3)能減少焊接長度,封閉式扭力梁僅為橫梁端部圓周焊接,而穩定桿的連接點往往需要大量的焊料,導致焊接周圍的熱影響區成為總成耐久的弱點;封閉式扭力梁的焊縫較長,有助于分散焊接時的熱量,降低對熱影響區的影響。典型的扭力梁主要有2種形式:1)沖壓成型的U型結構或V型結構,一般厚度為5~10 mm,成型后的扭力梁中間增加1根穩定桿來保持汽車在彎道時的平衡;2)由管件直接成型的封閉截面式扭力梁,由于截面整體是封閉結構,不再含有穩定桿,在減重的同時也提高了整體的強度和剛度。典型的扭力梁式半獨立后懸架系統主要由五部分組成,主要承受垂向和側向產生力矩的扭轉橫梁、橫梁兩側焊接的縱臂、焊接在縱臂上端連接車身的襯套、輪轂支架及彈簧座的載荷。封閉截面式扭力梁后懸架系統的優點:1)結構簡單,易于拆裝,極少的占用底盤懸架垂向和橫向空間,有利于油箱、消聲器及備胎等零部件的布置;2)后懸架質量小,有利于節省燃油;3)封閉截面式的設計,可兼顧開口梁穩定桿的作用,降低開發成本;4)只有較少的部件需要裝配,2個襯套安裝點幾乎對車輪的跳動沒有影響,在側向力的作用下外傾角改變較小。基于以上優點,封閉截面式扭力梁后懸架系統在A級轎車和中低端SUV得到了廣泛的應用。
2 扭力梁結構及成型工藝
圖1示出封閉扭力梁數模及其截面形狀,該梁左右對稱,梁體沿長度方向分為橫梁端部、過渡區及中間V型截面區,截面形狀變化復雜且沿軸線方向形狀差異較大[2]。圖2示出前期結構設計CAE分析結果云圖。
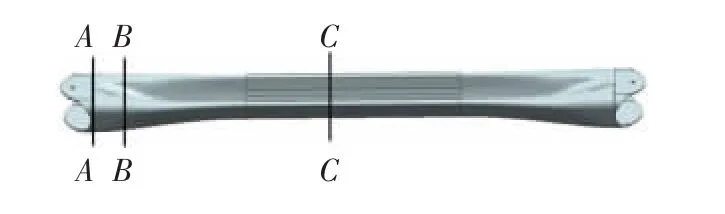
圖1 封閉式扭力梁結構示意圖
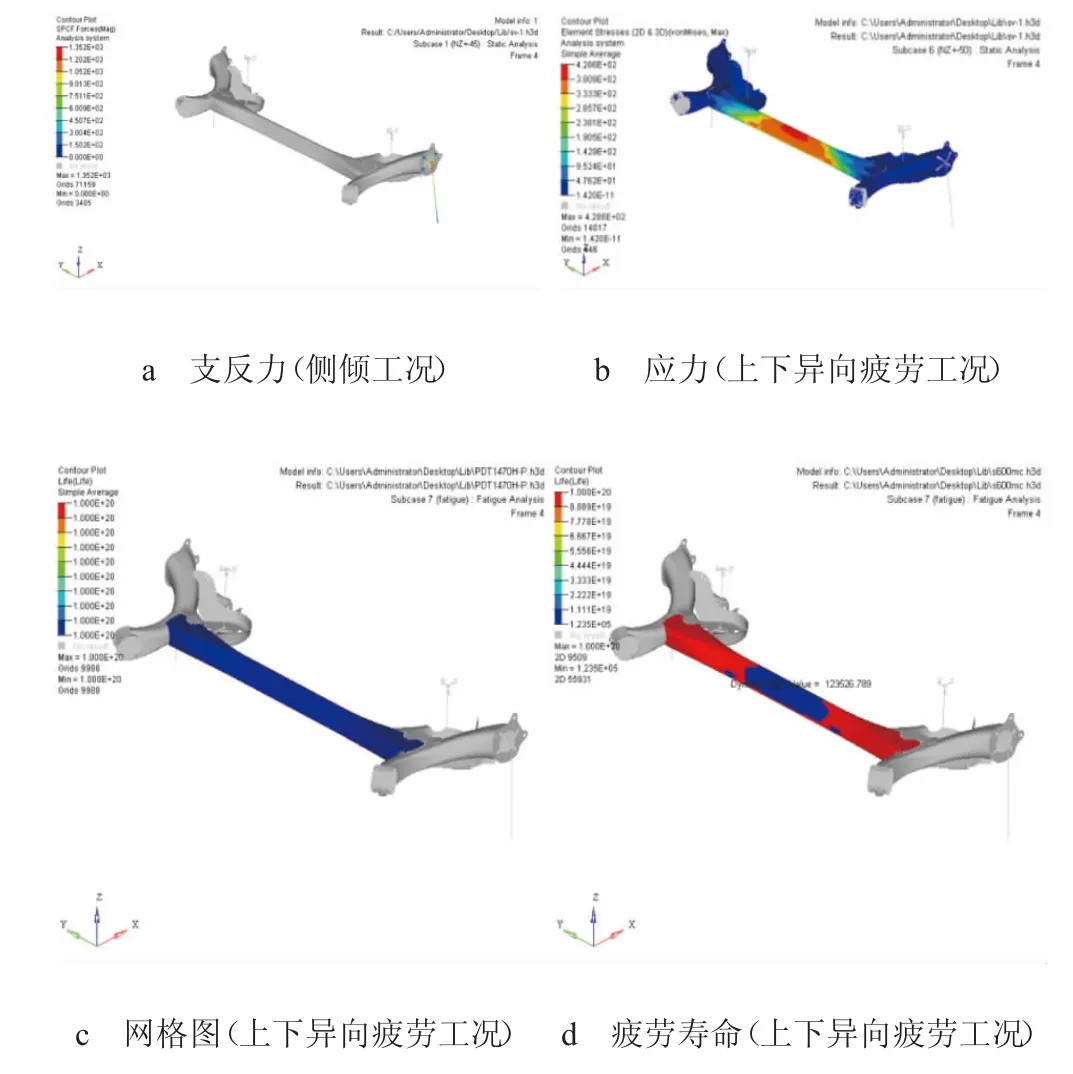
圖2 封閉式扭力梁前期設計CAE分析結果顯示界面
對于封閉截面式扭力梁,成型工藝包括熱成型、液壓成型及冷沖壓[3]。管材通過熱沖壓成型時向管內注入冷卻水進行淬火后得到滿足產品要求的屈服和抗拉強度。隨著液壓成型技術的不斷發展,該技術在汽車行業得到廣泛的應用。采用液壓成型制造的扭力梁,不但可以成型截面復雜的形狀,而且可使其截面形狀連續且變化多樣,滿足不同載荷的要求。某車型的扭力梁成型主要采取冷沖壓成型,其成型性CAE分析結果,如圖3所示。根據封閉截面式扭力梁的特點,沖壓分為預沖孔和成型2個過程,成型分預成型、成型側脹形及整形3道工序。預成型工序是指使管材預先發生變形,沿圓周方向合理的擠壓分配材料,保證產品在變形過程的均勻性和一致性,同時也能避免過度減薄甚至開裂等不良缺陷;成型側脹形是指利用脹形沖頭對胚料兩端進行內擠壓成型,以保證與縱臂搭接的開口尺寸滿足要求、以及加強件搭接和彈簧座搭接的型面接觸良好;在整形工序提高已成型零件的精度,有效地保證整個產品的尺寸。
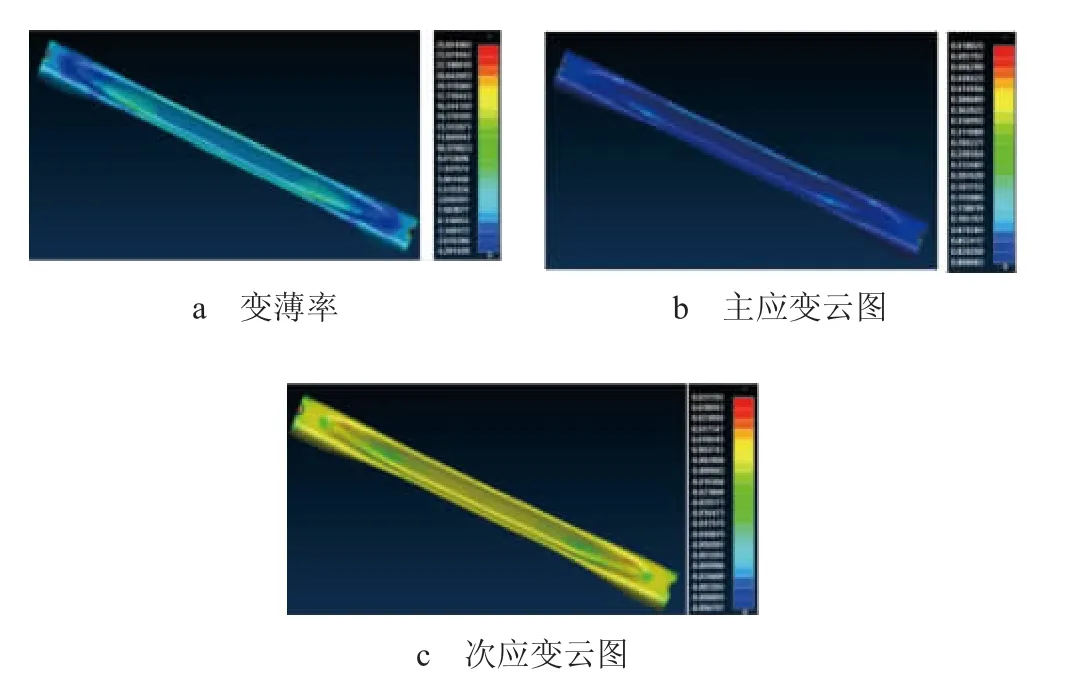
圖3 某車型扭力梁成型性CAE分析結果顯示界面
3 熱處理工藝
對于高強度鋼材冷沖壓成型后的熱處理采用退火工藝,主要目的是去除冷沖壓成型后的應力[4]。熱成型材料冷沖壓成型后采用退火+感應淬火+回火處理。淬火即是通過感應器中的交變電流與工件發生電磁感應,使工件自身產生感應電流而急劇發熱,可很快達到高溫,短暫保溫后經噴淋冷卻。某公司感應淬火采用工件豎直固定,感應器和噴淋器組合體自下而上采用掃描式淬火方式,可取得接近熱成型良好的熱處理效果,且還可選擇局部淬火,在滿足使用前提下減小變形[5]。
淬火指標:對扭力梁V形槽部位進行800~1000℃感應淬火,兩端其余部分不淬火,管壁全淬透,淬火部位均應滿足淬火硬度在20~50 HRC和全馬氏體組織3~9級的指標要求。
通常零件淬火后通過連續式回火爐在300~550℃下進行回火,中溫回火后淬火組織評級標準是JB/T 9204—2008,回火后硬度滿足25~40 HRC的要求,抗拉強度滿足800~1 000 MPa的要求,屈服強度滿足900~1 200 MPa的要求,延伸率滿足5%~20%的要求,金相組織較為一致,均為3~9級的回火索氏體。
零件成型后通過去應力退火、淬火及回火,達到硬度在20~50 HRC的要求,同一熱處理工藝參數硬度差異應滿足Max-Min≤5 HRC的要求,熱處理變形量控制在0.8 mm以內。某公司目前量產的產品中,根據不同的熱處理工藝,能滿足后扭力梁總成的實際疲勞壽命,具體參數如表1所示。從表1可以看出,扭力梁經熱處理后疲勞壽命均滿足要求。
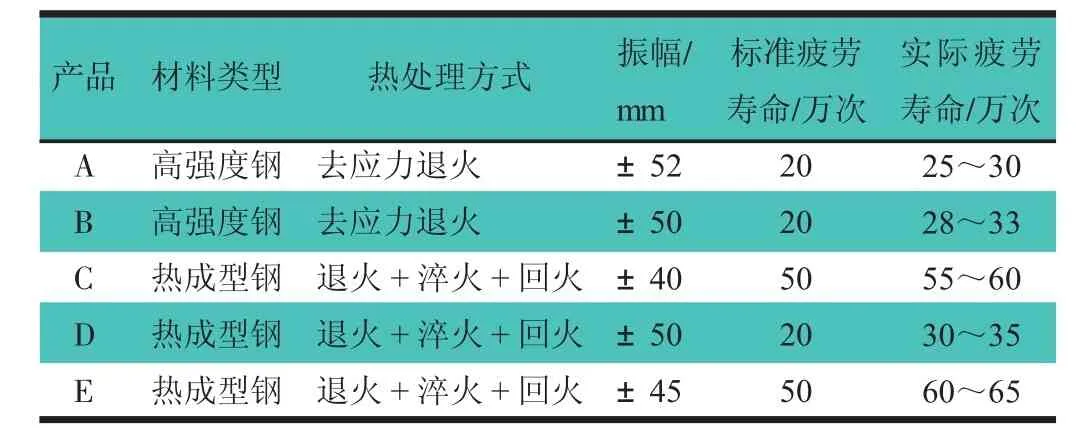
表1 扭力梁臺架試驗實際壽命案例
4 結論
1)利用現有的冷沖壓成型工藝,能夠滿足市場上大部分封閉截面式扭力梁的成型需求,且通過此工藝過程能夠較好地保證產品尺寸精度;2)熱成型材料經過冷沖壓成型后經退火、淬火及回火處理,在能夠滿足扭力梁的強度和性能要求的同時,較大幅度地減輕了扭力梁的質量,實現了汽車的輕量化。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
汽車與安全(2019年9期)2019-11-22 09:48:03
世界農藥(2019年2期)2019-07-13 05:55:12
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
決策探索(2014年21期)2014-11-25 12:29:50
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造文摘(焊接分冊)(2013年6期)2013-03-20 13:57:28