橡塑增強劑YP-05在輪胎胎體簾布膠中的應用
2018-07-21 07:48:42陳忠強
橡膠科技 2018年11期
關鍵詞:產品
陳忠強
(徐州徐輪橡膠有限公司,江蘇 徐州 221011)
橡塑增強劑是由橡膠和塑料兩種聚合物制備成的宏觀聚合物,具有良好的工藝相容性和穩定性,經過特殊的工藝加工、處理,是微細粒子狀,在橡膠行業已逐漸使用。橡塑增強劑能夠賦予膠料良好的低生熱性能和較高的老化后性能保持率。本工作研究橡塑增強劑YP-05在輪胎胎體簾布膠中的應用情況。
1 實驗
1.1 主要原材料
天然橡膠(NR),SMR20,泰國產品;丁苯橡膠(SBR),牌號1500,中國石油蘭州石化公司產品;順丁橡膠(BR),牌號9000,大慶石化公司產品;炭黑N660,石家莊新星炭黑廠產品;氧化鋅,山東宏泰達化工公司產品;防老劑RD,江蘇圣奧化工有限公司產品;促進劑CZ,山東尚舜化工有限公司產品;橡塑增強劑YP-05,煙臺平達化工有限公司產品。
1.2 試驗配方
NR/SBR 70,BR 30,炭黑N660 40,白炭黑 10,氧化鋅 5,硬脂酸 2,橡塑增強劑YP-05 3,防老劑 3,松焦油 6,硫黃 2.2,促進劑1.3,其他 8.25。
1.3 主要設備和儀器
XK-160型開煉機,上海橡膠機械廠產品;X(S)M-1.5L本伯里試驗密煉機,青島科高橡塑機械技術裝備有限公司產品;F270型密煉機和F370型密煉機,大連橡膠塑料機械有限公司產品;25 t雙層電熱平板硫化機,上海第一橡膠機械廠有限公司產品;GT-M2000A型無轉子硫化儀、TCS-2000型伺服控制拉力試驗機和GT-RM-2000型壓縮生熱試驗機,中國臺灣高鐵檢測儀器有限公司產品;WML-76型阿克隆磨耗試驗機,江都新真威試驗機械有限公司產品;輪胎耐久轉鼓試驗機,沈陽橡膠機械廠產品。
1.4 混煉工藝
小配合試驗膠料進行兩段混煉。采用X(S)M-1.5L本伯里試驗密煉機進行一段混煉,轉子轉速為40 r·min-1,混煉工藝為:生膠、小料→壓壓砣(45 s)→炭黑→壓壓砣(95s)→松焦油→壓壓砣(80 s)→排膠;終煉在XK-160型開煉機上進行,工藝為:一段混煉膠→促進劑、硫黃→混合均勻、薄通→出片。
大配合試驗膠料采用兩段混煉工藝混煉。一段混煉在F370型密煉機中進行,轉子轉速為45 r·min-1,混煉工藝為:生膠、小料→壓壓砣(50 s)→炭黑→壓壓砣(60 s)→松焦油→壓壓砣(50 s)→排膠(155 ℃);終煉在F270型密煉機中進行,轉子轉速為20 r·min-1,混煉工藝為:一段混煉膠→壓壓砣(20 s)→硫黃、促進劑→壓壓砣(30 s)→提壓砣(15 s)→壓壓砣(25 s)→提壓砣(10 s)→壓壓砣(20 s)→排膠(103 ℃)。
1.5 性能測試
各項性能均按照相應國家或企業標準測試。
2 結果與討論
2.1 化學分析
橡塑增強劑YP-05的理化性質見表1。
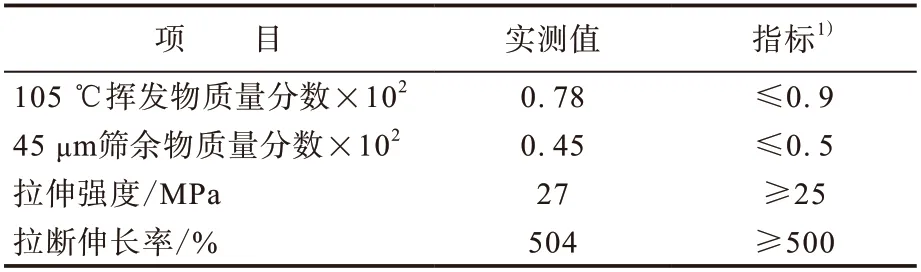
表1 橡塑增強劑YP-05的理化性質
從表1可以看出,橡塑增強劑YP-05的各項理化性質均達到指標要求。
2.2 小配合試驗
小配合試驗結果見表2。

表2 小配合試驗結果
從表2可以看出,與生產配方膠料相比,試驗配方膠料的壓縮生熱性能以及與簾線老化前后的H抽出性能均有較大程度的改善,其他物理性能變化不大。
2.3 大配合試驗
為進一步研究橡塑增強劑YP-05在輪胎胎體簾布膠中的應用,進行了大配合試驗,結果見表3。

表3 大配合試驗結果
從表3可以看出,大配合試驗結果與小配合試驗結果基本一致,試驗配方膠料的壓縮生熱性能及老化前后H抽出性能與生產配方膠料相比均有明顯改善。
2.4 成品性能
為驗證橡塑增強劑YP-05在胎體簾布膠中的實際應用效果,采用試驗配方膠料生產了7.00-15TT 10PR輕型載重輪胎,進行成品輪胎物理性能及耐久性試驗,結果分別見表4和5。
從表4可以看出,與正常生產輪胎相比,試驗輪胎胎面與緩沖層以及緩沖層與胎體間的粘合強度明顯提高。

表4 7.00-15TT 10PR成品輪胎物理性能
從表5可以看出,與正常生產輪胎相比,試驗輪胎的耐久性能明顯改善,累計行駛時間延長了24%。
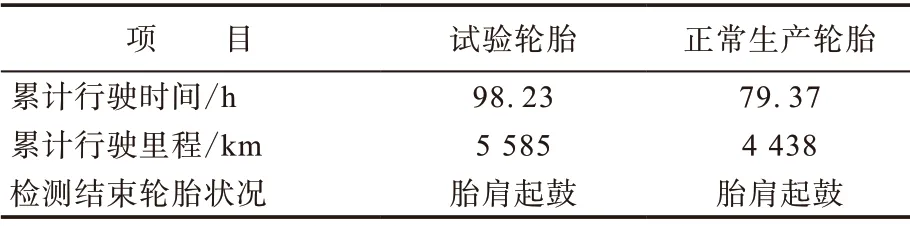
表5 7.00-15TT 10PR成品輪胎耐久性能
3 結論
在輪胎胎體簾布膠中使用橡塑增強劑YP-05,膠料的壓縮生熱性能及與簾線的H抽出性能明顯改善,成品輪胎的胎面與緩沖層、緩沖層與胎體間的粘合強度明顯提高,成品輪胎的耐久性能累計行駛時間由原來的79.37 h延長到98.23 h,延長了24%。橡塑增強劑YP-05的應用為輪胎使用壽命的延長起積極作用。
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14
