激光選區熔化熱輸入參數對Inconel 718合金溫度場的影響
2018-07-23 02:07:48吳文恒倪曉晴何貝貝楊啟云祝國梁顧蕓仰
材料工程 2018年7期
關鍵詞:模型
張 亮,吳文恒,盧 林,倪曉晴,何貝貝,楊啟云,祝國梁,顧蕓仰
(1上海3D打印材料工程技術研究中心,上海 200437;2上海材料研究所,上海 200437;3上海交通大學 材料科學與工程學院,上海 200240;4 新澤西州立羅格斯大學 機械與航天工程學院,新澤西 皮斯卡塔韋 08854)
Inconel 718合金由于具有優良的綜合性能,是現階段航空工業最為關鍵的高溫合金之一,廣泛應用于航空發動機渦輪盤、緊固件與葉片等[1-3]。隨著工業技術的不斷發展,傳統的 718合金熔煉、鍛造再減材的加工方式,加工周期與成本較高,同時也逐漸無法滿足日益增長的復雜零部件設計加工需求。
激光選區熔化技術作為智能制造的典型代表,是激光快速成型技術領域中最具發展潛力的金屬增材制造技術之一。其主要特點是采用預鋪粉工藝,通過激光束逐層熔化金屬粉末而實現高性能復雜結構金屬零部件的快速、無模具、近凈成,其制品已示范性應用于航空、航天、醫療器械等前沿領域[4]。
在激光熱輸入所造成的微觀尺度上急速加熱與冷卻過程中,所涉及的復雜多相熱-物理交互過程,如熔融金屬與已凝固層之間熱物理過程、與粉體之間的交互作用、熔體內部的對流效應、熔體表面的熱輻射效應、以及凝固過程金屬材料局部收縮問題,熱應力作用等,都對制件的成型過程穩定性、顯微組織、微觀缺陷的形成起到了決定性影響[5-7]。然而,激光選區熔化過程中所存在的復雜熱物理交互過程,通常發生在極短的時間內,并且在微觀的尺度上進行,其中溫度場和應力場的演變機制,及其作用機理等問題,往往通過工程實驗的手段,無法取得良好的分析效果,這一點嚴重制約了對當前金屬增材制造工程化應用過程顯微組織控制、內部缺陷形成、以及打印制件變形開裂等問題的本質認識。針對這一現狀,計算機模擬技術成為國內外學者研究此類問題的核心方法之一。Childs等[8]通過建立三維有限元模型來預測不銹鋼和工具鋼SLM成型過程中的熔池特點和溫度分布。研究結果表明,通過數值模擬,可準確預測SLM 加工過程的溫度變化情況。Matsumoto等[9]利用基于熱傳導和彈塑性變形的有限元方法,研究了單層金屬粉末SLM成型過程的溫度和應力變化情況。得到了受熱層的溫度分布規律、變形情況和產生熱裂紋的區域等結果。Gusarov等[10-11]采用熱輻射和熱傳導耦合模型分析了SLM直接成型316L 不銹鋼的溫度場分布。研究發現,SLM 加工過程的穩定性主要取決于掃描速率、激光功率、粉層厚度和材料的熱物理性能。Wu等[12]通過FEM建立了熱-力耦合模擬,研究了SLM制件過程中溫度分布和殘余應力的演化過程。根據他們的研究,當激光曝光時間增長,制件的最高溫度、熔池大小和應力也會增大。Yu等[13]通過建立3D FVM模型得到了在SLM過程中,熱輸入參數對于鋁合金制品表面形態和熱能反應的影響,以及過高或過低的參數會產生的特殊現象。結果表明,增強激光功率能使粉末完全熔化并使表面更加光滑;但過高的激光功率會使熔池不穩定且產生球化效應,而過低的激光功率無法使粉末完全熔化。類似的工作還可見于文獻[14-17]。
從目前的國內外研究可以看出,通過集成計算與模擬技術,可以直觀地求解激光選區熔化工藝過程中所涉及的溫度、熱應力等問題,如打印過程中溫度場的分布、熔池尺寸、凝固冷卻速率、打印過程中熱應力分布以及內部殘余應力大小與分布等。這些熱物理過程參數信息對材料微觀組織演化、內部缺陷形成、結構變形機理以及與之相匹配的工藝優化等方面,都發揮著至關重要的參考作用[18-19]。
本工作采用有限元模擬技術,通過調整激光掃描速率與激光輸入功率,研究了不同激光熱輸入對Inconel 718合金激光選區熔化過程熔池大小、冷卻速率等參數的影響,并結合相關實驗驗證工作,系統總結了能量輸入綜合參數對激光選區熔化過程溫度場的影響規律,為后續分析打印過程應力演化及顯微組織形成,提供了重要的理論基礎和數據支撐。
1 研究方法
1.1 模型描述
本研究采用商業有限元模擬軟件,建立了熱傳導激光選區熔化有限元模型來研究打印過程中溫度場的問題。對于三維傳導問題的模型,數學上需結合傅里葉定律和能量守恒定律。模型中熱量的平衡方程,可以表述為:
QL=QE-QC-QCV-QR
(1)
式中:QL為總熱量增加;QE為激光作用于粉體層吸收能量;QC為傳導損失能量;QCV為對流換熱損失能量;QR為輻射換熱損失能量。
模型中三向同性的三維熱傳導方程可以表述為:
(2)
式中:k為3個方向上的導熱系數;ρ為密度;cP為材料的比熱容;q為熱流。
為了簡化模型計算,同時揭露最本質的作用規律,本研究采用雙層鋪粉有限元模型,單層鋪粉厚度為0.04mm。模型主要分為兩個部分,如圖1所示,上層為鋪粉層,尺寸為0.8mm×0.4mm×0.08mm,下層為基板,尺寸為1.4mm×0.8mm×0.2mm,基板的初始溫度設定為80℃。為了提高精度,模型全部采用六面體八節點單元,粉末層每個單元尺寸為0.0125mm×0.0125mm×0.0125mm。
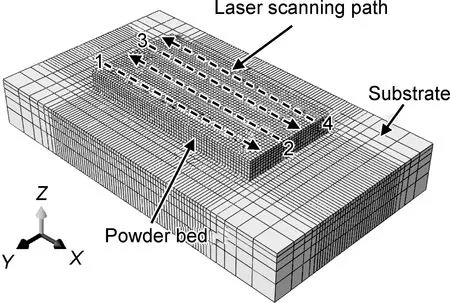
圖1 激光選區熔化三維有限元熱模型示意圖Fig.1 Schematic diagram Three dimensional thermal finite element model for selective laser melting
激光移動熱源采用Goldak等[20-21]提出的高斯半球狀體熱源分布函數,并在深度方向上重新定義,來模擬激光的穿透過程,如下列公式所示:
(3)
式中:q(x,y,z)為坐標系上點(x,y,z)的熱流密度;ρ為粉末激光吸收功率;Q為激光能量;r為高斯分布表面圓形區域半徑;h為高斯熱源深度。移動熱源采用編程語言來實現激光往復掃描路徑的控制,具體移動路徑如圖1所示。
本研究充分考慮到所鋪設的粉末熱物理性能和激光作用下已凝固部分的熱物理性能之間的差異,通過程序控制,實現了粉末和凝固部分的熱物理轉化過程。在激光掃描的作用下,當粉末層材料溫度超過固相線之后,粉末層的熱物理性能自動轉變成實體凝固材料的熱物理性能,并在隨后的冷卻過程中繼續保持實體凝固材料狀態,從而實現由于激光的熔化作用,粉體材料與凝固合金材料之間的轉變。
⑩《初夏懷故山》“淹泊蠻荒感慨多”;《寒食》“又向蠻方作寒食”;《久病灼艾后獨臥有感》“臥聞鳶墮嘆蠻煙”;《林亭書事》“約束蠻僮收藥富”;《謝張廷老司理錄示山居詩》“憔悴經年客瘴鄉”。
模型中材料表面的熱輻射與對流效應,統一采用隨溫度變化的熱傳導系數h(W/(m2K))來進行表征[22],如公式4所示,并通過編程語言在模型中實現。

(4)
為了更好地模擬粉末與凝固層之間的熱交互作用,粉末層和凝固合金材料的熱物理性能都采用隨溫度變化的參數,其中,為了模擬熔池內部強烈的對流換熱效應,模型中假設合金在液體狀態下內部導熱系數為固態狀態時的3倍。模型中Inconel 718合金凝固層隨溫度變化的熱物理性能如圖2所示。由于粉末層材料之間的接觸面及空隙等特殊性,導熱系數假定為實體Inconel 718合金的百分之一[23]。本模型中設定由液相線至固相線的結晶潛熱為227J/g來模擬合金凝固過程中所產生的熱量[24]。

圖2 模型中使用的隨溫度變化的Inconel 718合金熱物理參數Fig.2 Temperature depended thermophysical properties of Inconel 718 alloy used in the model
1.2 實驗驗證
為了進一步驗證與優化所建立的有限元模型,本次研究采用德國EOS M290激光選區熔化設備制備了不同熱輸入條件下的Inconel 718合金塊體試樣,如圖3所示。不同熱輸入條件分別采用3個不同掃描速率(860,960,1060mm/s)和3個不同激光功率(255,285,315W)來進行實驗,并利用高倍顯微鏡進行金相組織分析和熔池大小測量。熔池寬度與深度通常是在金相顯微分析中選取20個清晰熔道進行測量所取得的平均結果。本實驗所采用的Inconel 718合金成分如表1所示。
2 結果與分析
2.1 激光選區熔化過程溫度場分布
激光選區熔化過程中溫度場的分布對瞬態應力場的分布及殘余應力的形成起到至關重要的作用,然而,目前通過實驗的手段所獲取的溫度場分布情況,往往無法滿足進一步的分析需求。通常,實驗手段主要采用高速攝像系統或者紅外測溫系統,例如沈陽增材制造工程技術研究中心采用10000fps高速攝像捕捉到激光增材制造過程熔池的形貌及大小,但無法給出溫度場的具體分布情況。紅外測溫系統也常用于成型過程中溫度場的監控,但是精度較低。

表1 實驗用Inconel 718合金成分(質量分數/%)Table 1 Chemical compositions of Inconel 718 alloy(mass fraction/%)
本研究采用有限元模擬的方法,模擬激光掃描過程中與粉體層及凝固層之間的熱交互作用。結果表明,在移動激光的作用下,如圖4所示,溫度場等溫線分布呈現橢球型,同時橢球型偏向于已凝固合金層,這主要是由于粉體層一側較低的導熱系數導致的。圖5為模擬過程中不同時刻溫度場分布情況,可以看出,激光往復掃描過程中,溫度場趨于穩定狀態。
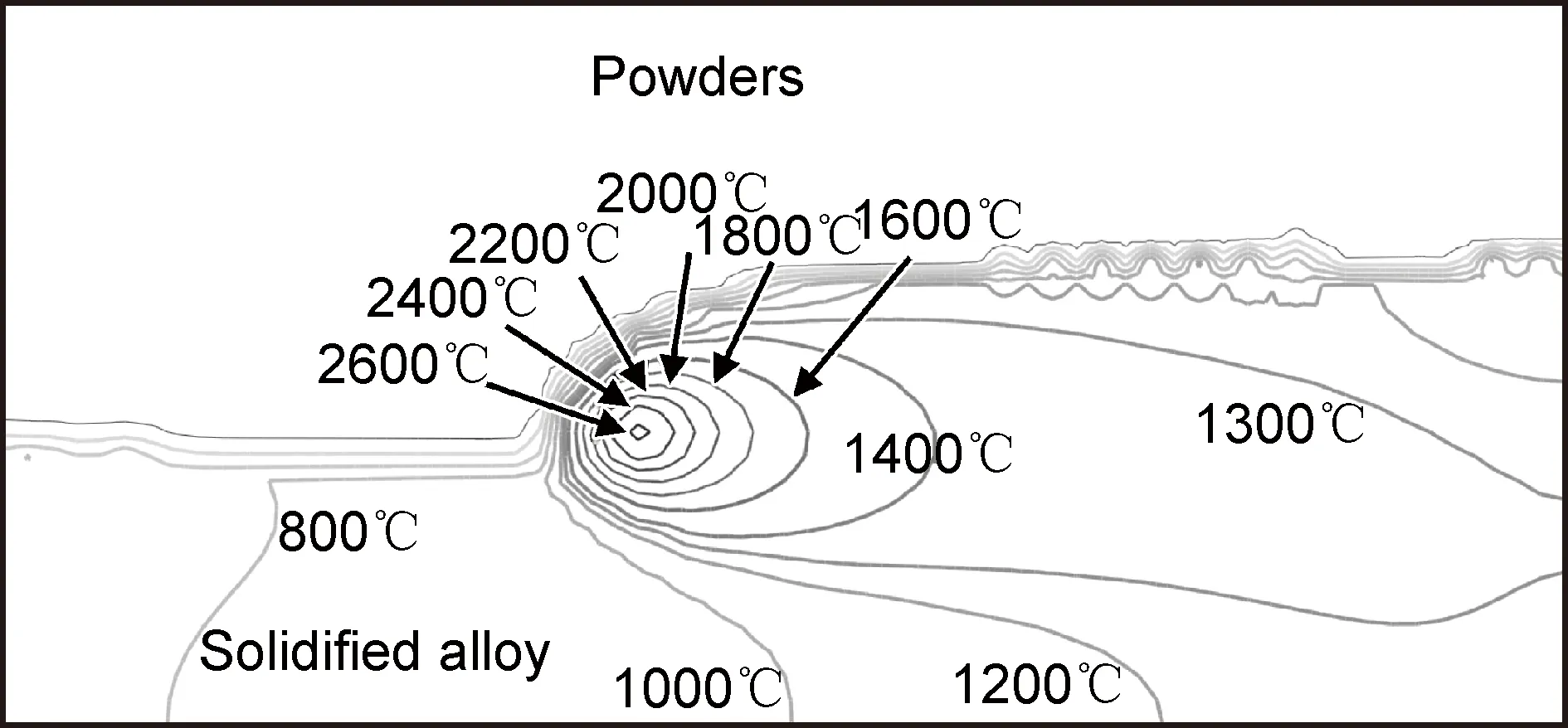
圖4 激光選區熔化過程溫度場等溫線分布模擬圖(激光功率285W,掃描速率960mm/s,掃描路徑2中部)Fig.4 Simulated temperature isothermal line during selective laser melting (laser power 285W, scanning speed 960mm/s, middle of path 2)
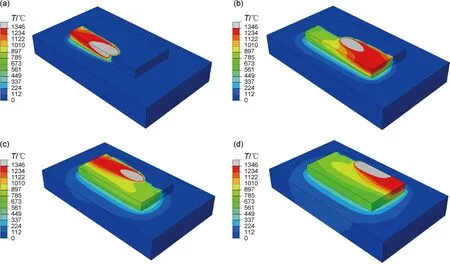
圖5 激光選區過程中同一鋪粉層中不同時段內溫度場分布情況,灰色區域為熔池(激光功率285W,掃描速率960mm/s)(a)掃描路徑1;(b)掃描路徑2;(c)掃描路徑3;(d)掃描路徑4Fig.5 Simulated temperature distributions during selective laser melting, gray area represents melting pool(laser power 285W,scanning speed 960mm/s) (a)path 1;(b)path 2;(c)path 3;(d)path 4
通常,具有急速梯度分布的溫度場的快速凝固過程,由于不同溫度層之間的相互約束作用,將不可避免地引入熱應力,并在隨后的冷卻過程中導致殘余應力的產生。因此,溫度場的分布可以為研究激光選區熔化過程中殘余應力的形成機理與分布預測,提供重要的數據支撐。
2.2 熱輸入參數對成型過程溫度及冷卻速率的影響
激光選區熔化的重要特性之一在于極小熔池內的快速冷卻過程,這一過程對于合金顯微組織的形成和晶粒細化,都具有較大的影響。本研究系統探索了不同熱輸入參數下成型過程的溫度及冷卻速率,結果表明,掃描速率在860mm/s條件下,當激光直接作用在該粉體層區域時,隨著激光功率的上升(從255W到315W),平均峰值溫度不斷升高(從2560℃到3020℃),如圖6所示。平均峰值溫度的模擬結果,與相關報道中的實驗結果基本一致,說明本實驗所采用的模型準確性較好。在同一鋪粉層中,絕大部分試樣中心區域將會經歷3次較為明顯的加熱過程,分別為處于粉體材料時激光臨道掃描初次加熱過程,激光光斑直接作用熔化過程和處于凝固狀態時激光臨道掃描再次加熱過程,如圖6所示。激光掃描過后,從平均峰值溫度到合金固相線(1250℃)的冷卻速率約為3×106℃/s,可以認為激光選區熔化成型過程是一個急速冷卻過程。研究結果也表明,隨著掃描速率的升高(從860mm/s到1060mm/s),平均峰值溫度將會下降(從2780℃到2595℃),如圖7所示。
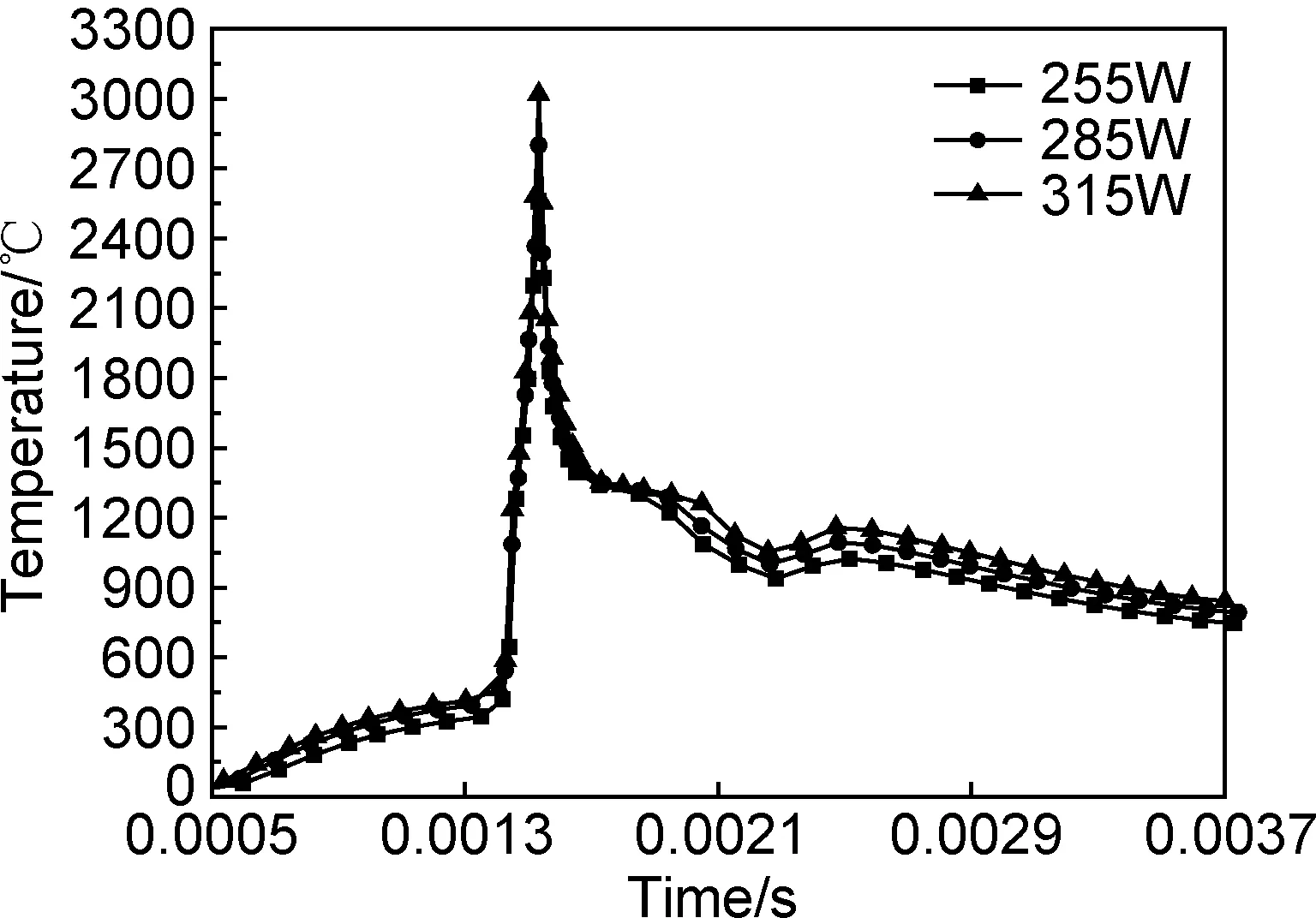
圖6 不同激光功率作用下溫度隨時間變化曲線(激光掃描速率為860mm/s)Fig.6 Time-dependent thermal cycle under different laser powers(the laser scanning speed is 860mm/s)
從以上分析可以看出,激光功率和掃描速率是影響成型過程中熱輸入的兩個重要參數,決定著成型過程中溫度場具體分布。
2.3 熱輸入參數對成型過程熔池大小的影響
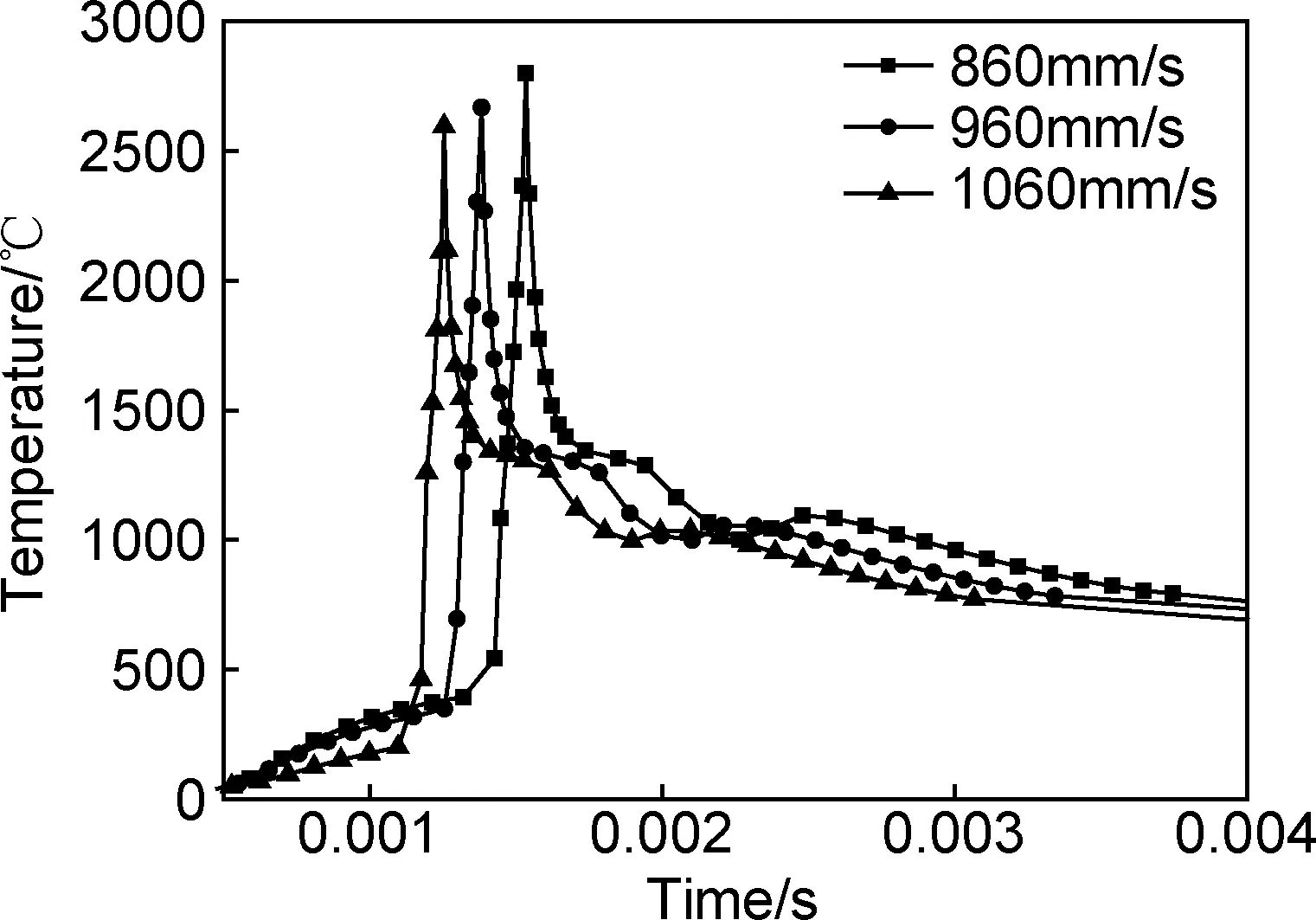
圖7 不同激光掃描速率條件下溫度隨時間變化曲線(激光掃描功率為285W)Fig.7 Time-dependent thermal cycle under different laser scanning speeds(the laser power is 285W)
如同上一節所分析的,激光功率和掃描速率作為影響成型過程中熱輸入的兩個重要參數,對熔池大小起到了決定性影響。結果表明,在相同的速率下,隨著激光功率的上升,熔池深度(Dm)和寬度(Wm)增加;而掃描速率的升高,將會導致熔池的減小,具體數據與趨勢如圖8所示。
掃描速率和激光功率對熱輸入的影響,可以統一采用線能量密度來進行表征,來進一步明確熱輸入各項參數對溫度場的實際作用規律。在后續的分析中,這一比值(激光功率/掃描速率),作為一個新的表征激光熱輸入的統一參數。如圖9所示,不同的激光功率(255,285,315W)與掃描速率(860,960,1060mm/s)可以統一為不同的線能量密度(約為0.24,0.27,0.3,0.33,0.36J/mm)。在相同的線能量密度的條件下,不同的掃描速率和激光功率也將形成近乎一致的熔池大小。隨著激光線能量密度的增大(從0.24J/mm到0.36J/mm),熔池寬度和深度呈線性增加。
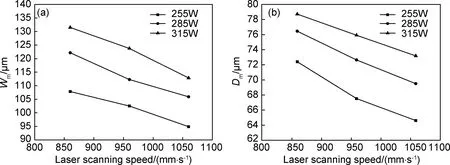
圖8 不同激光熱輸入條件對熔池大小的影響 (a)熔池寬度;(b)熔池深度Fig.8 Effect of thermal input parameters on the size of melting pool (a)melting pool width;(b)melting pool depth
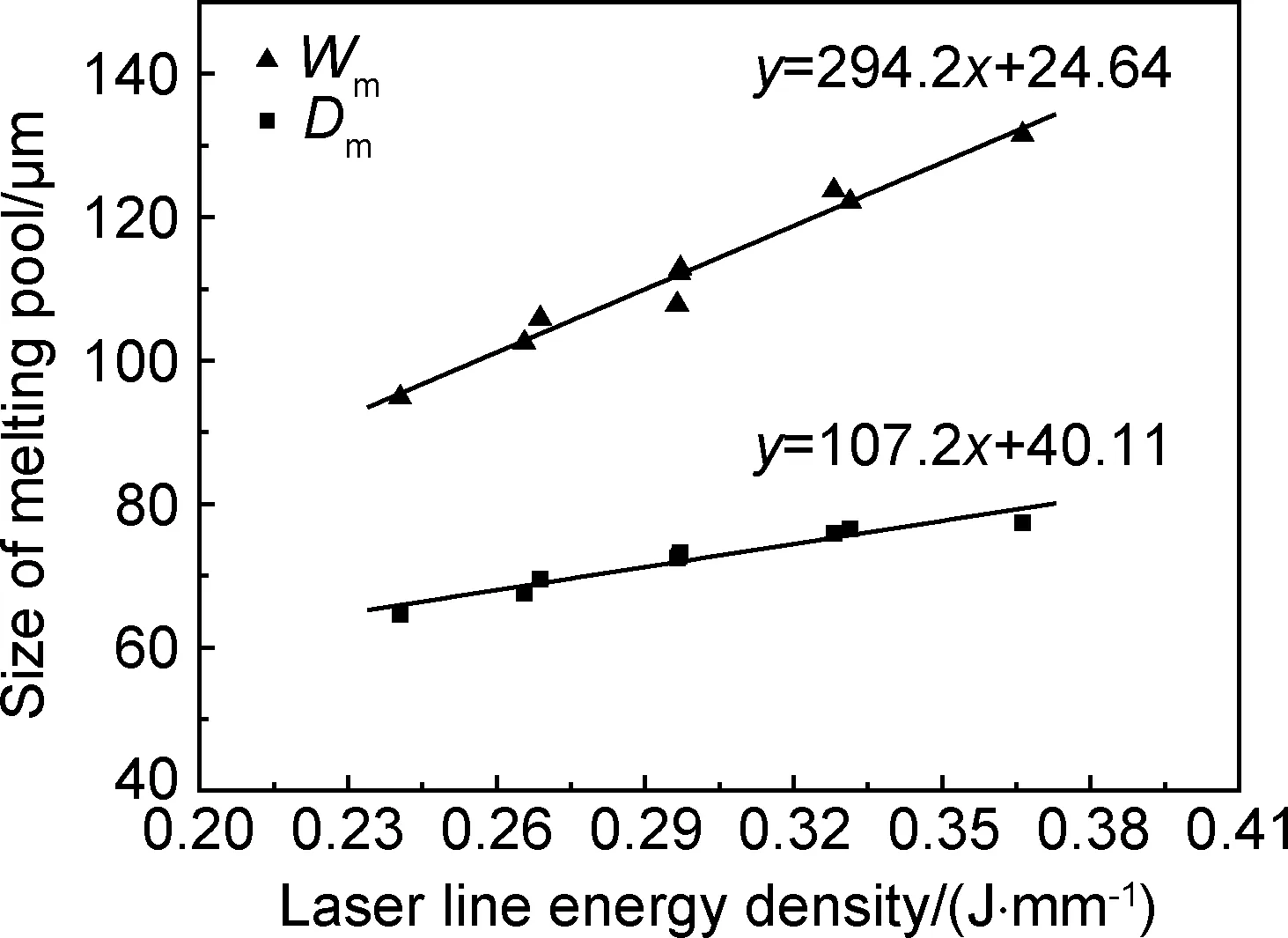
圖9 不同激光線能量密度對于熔池大小模擬結果的影響Fig.9 Effect of laser line energy on the size of simulated melting pool
為了進一步驗證模型的可靠性,本研究采用德國EOS M290激光選區熔化設備制備了不同熱輸入條件下的Inconel 718合金塊體試樣,如圖10(a)所示。通過對塊體試樣進行切割和金相觀察,測量實際熔池寬度與深度,如圖10(b)所示。實驗結果表明,在不同熱輸入條件下的熔池大小實際測量結果與模型所預測的大小及趨勢吻合良好,如圖11所示。因此,在一定的線能量密度范圍內的熱輸入條件下,可以通過式(5)(X表示激光線能量密度)對Inconel 718合金激光選區熔化成型過程熔池大小進行合理地預測,為后續工藝參數的優化提供參考。

圖10 激光功率為285W,線掃描速率為960mm/s條件下激光選區熔化過程中熔池大小的模擬結果(a)及金相實驗驗證(b)Fig.10 Simulated results (a) of melting pool size during selective laser melting and OM experimental verification (b) under theconditions of laser power 285W and scanning speed 960mm/s
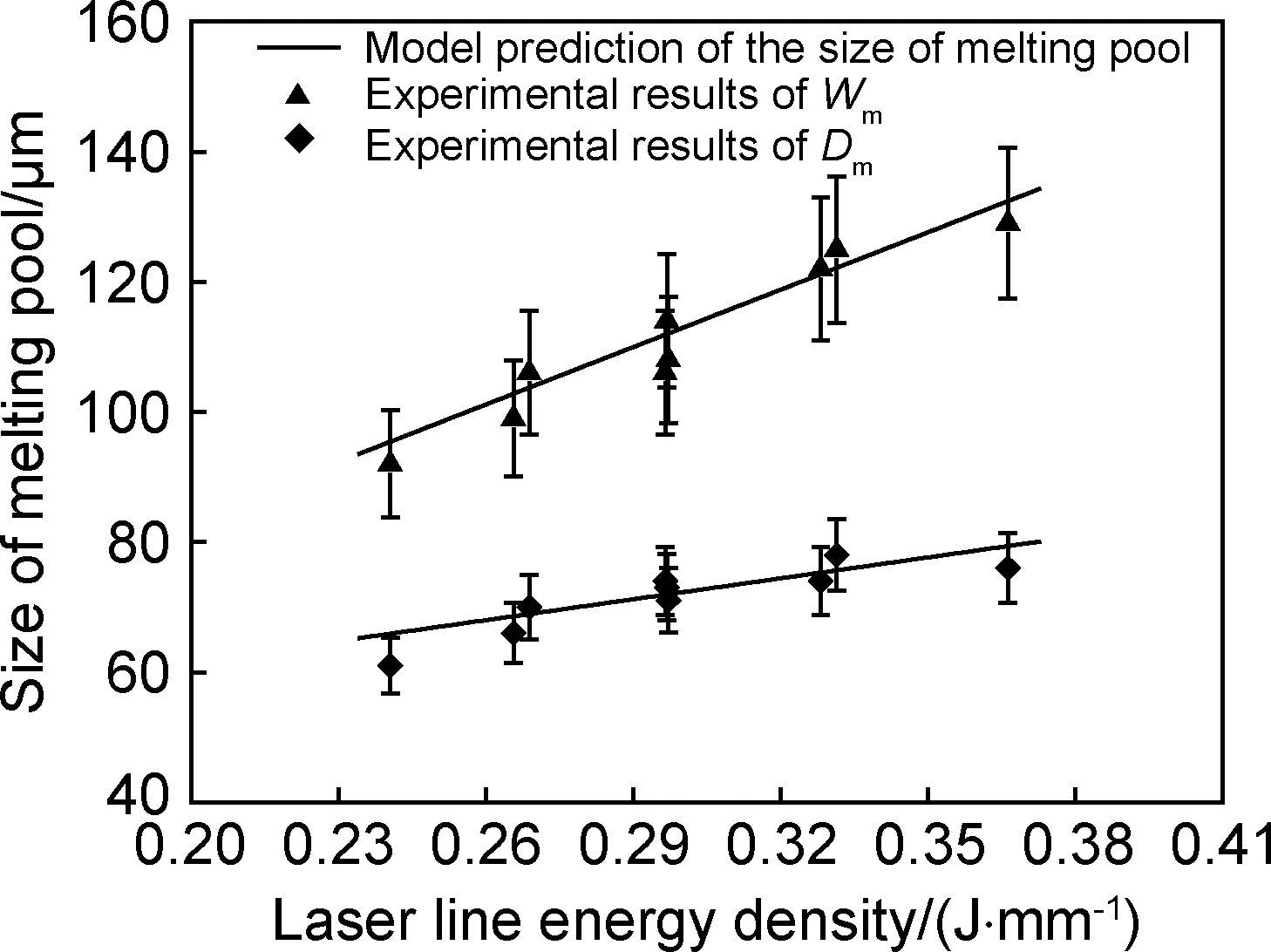
圖11 激光選區熔化過程不同激光線能量密度下熔池大小實驗結果(圖中數據點為實驗金相測試結果)Fig.11 Model prediction of the size of melting pool in selective laser melting and experimental validation (the data points in this figure are from experimental metallography test)
(5)
3 結論
(1)在移動激光的作用下,溫度場等溫線分布呈現橢球型,同時橢球型向已凝固合金層偏移。
(2)激光功率的增加和掃描速率的降低,將熔池內溫度的升高和熔池的增大。
(3)在同一鋪粉層中,絕大部分試樣中心區域將會經歷3次較為明顯的加熱過程,這對于分析合金顯微組織的形成及熱應力的演化規律,都具有重要的參考價值。
(4)激光線能量密度與熔池大小之間存在線性增長關系。本次研究通過激光線能量密度的提出,實現了Inconel 718合金激光選區熔化過程中熔池大小的預測。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19
