ZG230-450C大型艉軸架焊接工藝
2018-07-25 08:58:00陳愛國
船舶與海洋工程 2018年3期
邵 勇,陳愛國
(1. 深圳市長航國際船舶管理有限公司,廣東 深圳 518054;2. 廣州航海學院 船舶與海洋工程學院,廣東 廣州 510725)
0 引 言
某船廠承接了某大型船舶的建造業務,該船的艉軸架由軸支架和軸轂焊接而成,軸支架和軸轂采用ZG230-450C鑄鋼制成,其中:軸轂厚為240mm,長度為1700mm;軸支架厚為60mm。由于該艉軸架焊接完成之后產生的焊接變形不能矯正,因此要求在焊接時確保焊接變形和精度控制達到技術要求。然而,由于鑄鋼的塑性和韌性較差,在拼焊240mm厚的T型接頭時容易出現鑄鋼件層間撕裂和裂紋的問題;同時,由于焊接量大、填充的金屬多、焊接過程難以控制,容易產生大的焊接變形。因此,對該艉軸架大而厚的鑄鋼件的焊接具有較大難度,必須認真進行試驗分析,以有效保證焊接生產質量。
1 母材的成分和性能分析
ZG230-450C屬于碳素鑄鋼,其化學成分和力學性能見表1[1]。

表1 ZG230-450C鑄鋼的化學成分和力學性能
美國焊接學會推薦的碳當量Ceq的計算式[2]為

Ceq=0.392%,因此鋼材自身的焊接性良好,但受鑄造時產生的魏氏組織的影響及該焊接屬于大型鑄鋼件焊接,隨著壁厚的增加,鑄鋼件內部的氣孔、疏松、晶粒粗大和偏析等加重,使其焊接性能下降。日本伊藤等人[3]提出的焊接裂紋敏感指數計算式為

由式(2)和式(3)計算得,ZG230-450C的冷裂紋敏感指數Pcm=0.313%。由于軸轂的厚度達240mm,焊接裂紋敏感指數Pc=0.713%。
事實上,該大型鑄鋼件的焊接存在的主要問題是容易發生鑄鋼件層間撕裂和裂紋及產生大的焊接變形。
2 焊接工藝認可試驗
2.1 試板的制備和焊接方法、焊接材料的確定
根據試板材料、厚度和接頭形式應與實際焊接情況相一致的原則,取試板尺寸為 120mm×160mm×550mm,試材寬為120mm、厚為60~240mm。
與一般的實心焊絲CO2焊相比,藥芯焊絲CO2焊的優點為:電弧穩定、柔軟、飛濺很少,焊縫成形好;渣氣聯合保護,焊縫金屬抗氣孔能力強;熔敷速度更快;焊接生產效率更高;藥芯可滲合金。因此,決定采用CO2藥芯半自動平角焊(FCAW),接頭形式為全焊透T型接頭,焊絲選用TWE-711藥芯焊絲,焊接襯墊選用JN401陶瓷襯墊[4-5]。
2.2 坡口形式和焊道排列
為有效減少焊接填充量,減小焊接應力,采用碳弧氣刨和砂輪打磨的方式加工U型坡口,坡口形式和尺寸見圖1。
為控制焊接變形,除使焊縫對稱布置以外,還要安排合理的焊接順序(見圖2),即:
1) 焊接約10道后停止,背面采用碳刨清根處理,并打磨干凈;
2) 反面焊接大約10道焊道;
3) 2名焊工左右同時同向焊接,且焊速一致。
2.3 焊接操作
選用YM-500KRⅡ焊機,由持中國船級社(China Classification Society,CCS)Ⅲ類證書的焊工施焊,根部選用較小的工藝參數,其他焊道選用較大的工藝參數(見表2)。
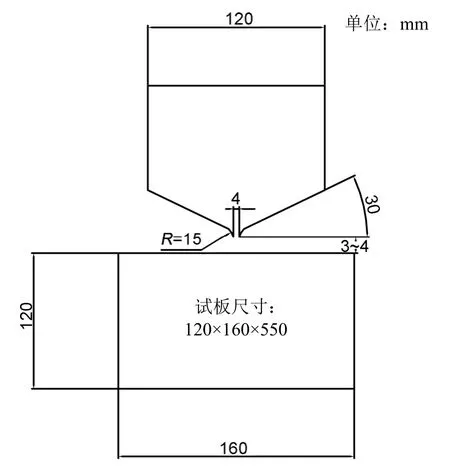
圖1 坡口形式和尺寸
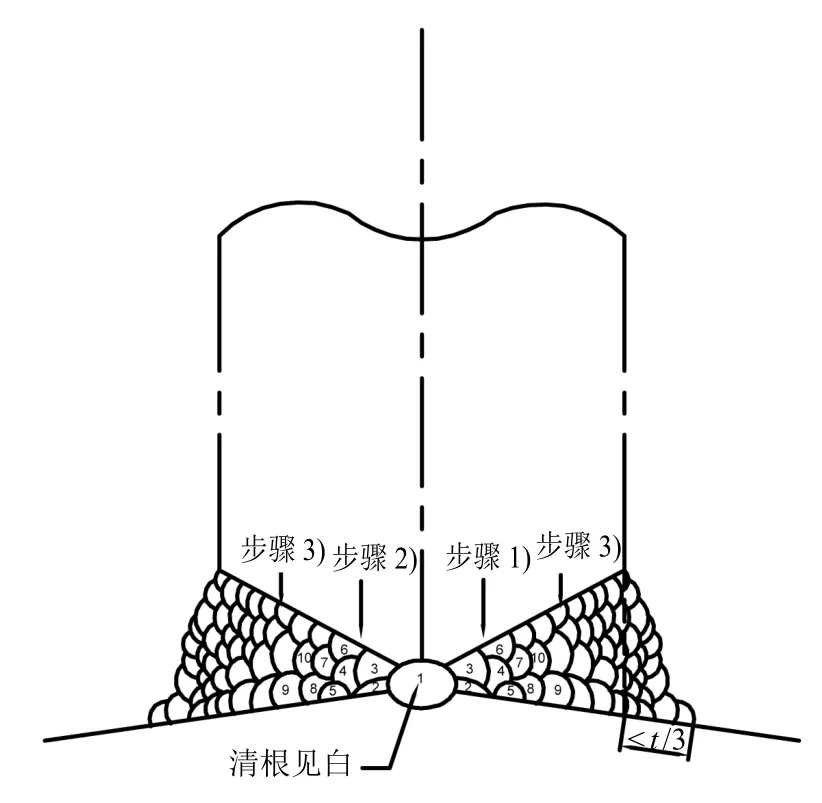
圖2 焊道及其排列

表2 焊接工藝參數
焊接完成之后立即用石棉覆蓋,4h之后用電加熱器加熱至580~620℃,保溫3.5h,緩慢冷卻,以消除內應力。
2.4 焊后檢測和工藝評價
按照CCS的規范[5],在焊接完成之后對焊縫表面進行磁粉探傷,對焊縫內部進行超聲波探傷,沒有發現焊接裂紋;對焊接接頭進行維氏硬度測量,并進行沖擊試驗和拉伸試驗,其機械性能指標均達到要求。
測量焊接完成之后工藝試板的外觀變形,偏移量為2mm,這主要是由于在實施“焊接步驟1)”之后,構件的剛性變大,實施“焊接步驟2)”產生的焊接應力引起的反變形不能完全抵消實施“焊接步驟1)”產生的變形。但是,2mm偏移量遠小于規范規定的10mm變形量,因此該工藝認可試驗成功,可應用于生產實際中。
3 艉軸架焊接工藝
3.1 加強剛性固定
針對艉軸架的結構特點,由于構件粗大,焊接量大,在裝配定位時必須對艉軸架加強剛性固定,剛性固定的措施見圖3。軸支架和內部構件先不進行精定位,里面留有一定的余量。在外部的軸轂和支架焊接完畢之后,必然會產生一定的變形,這時先重新定位校正再焊里面的構件,這樣可在總體上控制艉軸架的焊接變形。
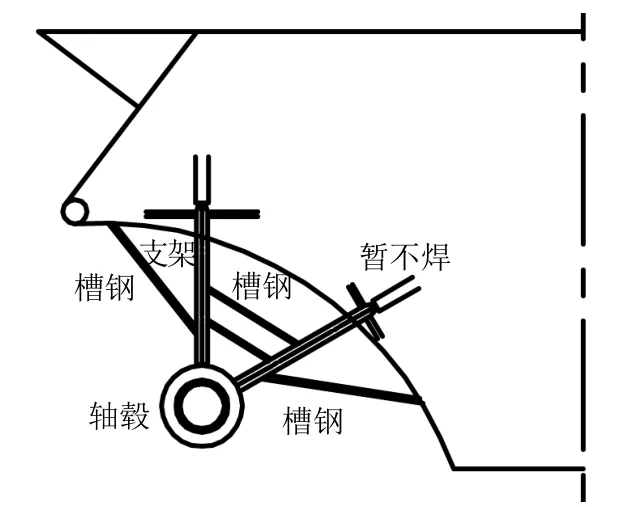
圖3 艉軸架的剛性固定
3.2 采取焊接工藝措施
根據前面的分析和焊接工藝認可試驗,采取的焊接工藝措施見表3。
3.3 焊后檢測及焊接變形的處理
按照上述焊接順序和工藝措施對該大型船舶的艉軸架進行焊接,焊接完成之后進行檢測,結果見表4,焊接變形的處理見表5。
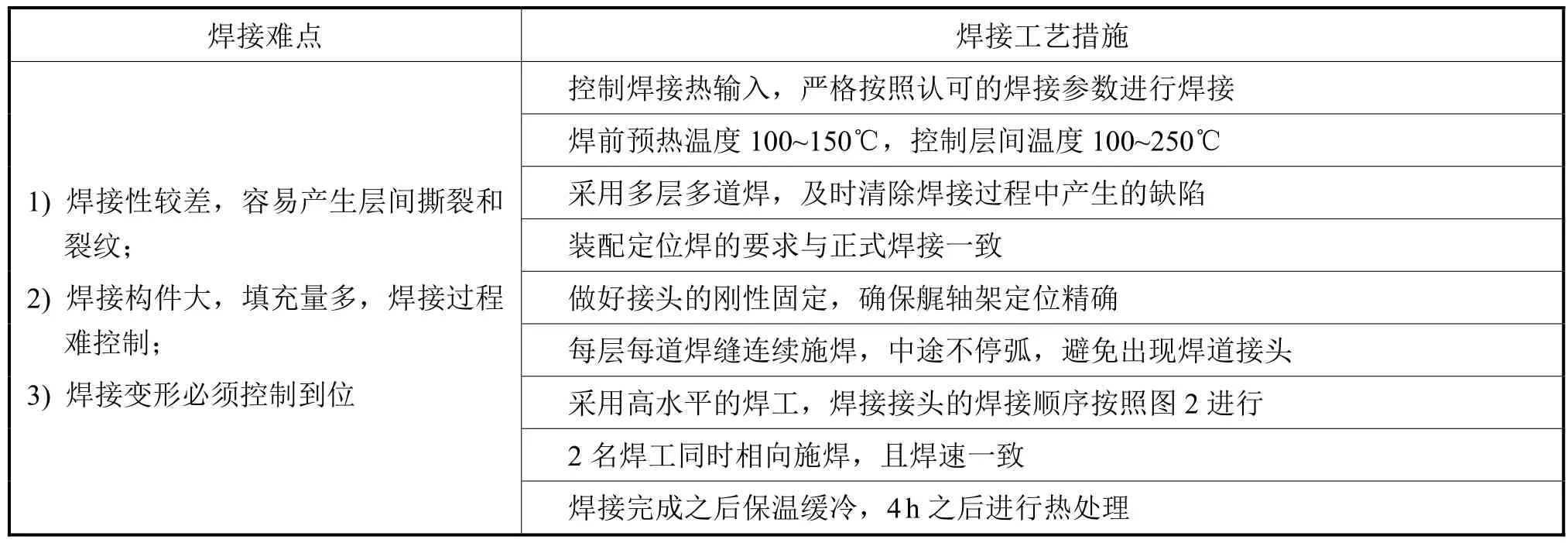
表3 艉軸架焊接工藝措施

表4 艉軸架焊后檢測結果

表5 艉軸架焊接變形的處理
4 結 語
針對ZG230-450C艉軸架鑄件的特點及其焊接的難點,通過進行嚴格的焊接工藝認可試驗,結合該艉軸架的結構特點,提出提高焊接質量、控制焊接變形的措施。實踐證明,該措施是行之有效的。對于焊接完成之后出現的在估計范圍內的小變形,可通過采取簡單的措施予以矯正。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
設備管理與維修(2015年12期)2015-04-09 06:57:24