EH40船板鋼的彎曲焊絲窄間隙MAG焊工藝研究
2018-07-26 02:28:30胡奉雅韓嚴法付魁軍蔣健博劉芳芳
上海金屬 2018年4期
關鍵詞:焊縫
胡奉雅 韓嚴法 傅 博 付魁軍 蔣健博 劉芳芳
(海洋裝備用金屬材料及其應用國家重點實驗室,遼寧 鞍山 114009)
船用EH40高強鋼廣泛應用于船舶制造業。隨著海洋工程行業的飛速發展,大厚度鋼板的應用也日益增多。EH40鋼板采用傳統工藝焊接時,板越厚,坡口間隙就越大,這無疑會導致焊接工作量的成倍增加,耗材增多,焊接生產效率降低。此外,還將導致焊接接頭存在較大的殘余應力和殘余變形,力學性能惡化等缺陷。窄間隙熔化極活性氣體保護焊接(窄間隙MAG)技術可有效解決這些問題,并且適合平焊、橫焊等全位置焊接,這也是該方法受到廣泛關注的重要原因[1- 3]。
窄間隙MAG焊接技術是一種以活性氣體保護的大厚板熔化極電弧焊接技術,一般采用U型或I型坡口,擁有較小的焊縫截面積、較高的焊接效率以及填充金屬熔敷效率。彎曲焊絲法、雙絲法、麻花狀焊絲、旋轉電弧是目前國內外研究的窄間隙MAG方法,無需清渣,接頭質量良好。而且隨著板厚增加,采用該技術焊接時填充金屬量相較于普通焊接方法減少越多,焊接時間越短,焊接效率提高越顯著[4- 7]。但是,對于厚板、超厚板的窄間隙焊接,焊絲彎曲法是應用最廣泛焊接質量最穩定的技術。本文采用彎曲焊絲窄間隙MAG焊接設備對船用68 mm厚EH40鋼板進行了焊接,并研究了焊縫成形和接頭的組織和性能。
1 試驗方法與材料
圖1為彎曲焊絲窄間隙焊接工藝的原理示意圖,是利用變形裝置將焊絲彎成波浪狀、曲折狀,隨著焊絲熔化來實現電弧的擺動,電弧擺動可使靠近兩側板壁的區域燃燒,有利于側壁熔合,提高接頭性能。可通過改變焊絲的變形裝置,即改變擺動輪的擺動幅度,或改變成形齒輪尺寸來改變焊絲的彎曲程度,從而控制電弧的擺動范圍。可增加焊絲在側壁的停留時間,以加大側壁熔深。
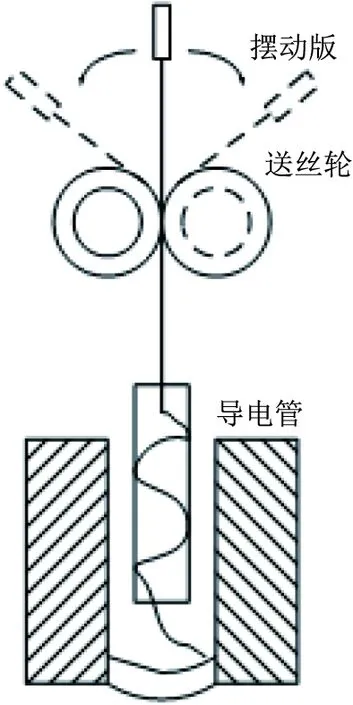
圖1 彎曲焊絲窄間隙焊接工藝的原理圖Fig.1 Schematic diagram of the narrow gap welding with curved wire
1.1 準備工作
采用MG51- T氣保焊絲對鞍鋼生產的TMCP船用EH40鋼板進行窄間隙MAG平焊試驗,焊絲直徑為1.2 mm,鋼板和焊絲的化學成分列于表1。坡口設計如圖2所示,坡口根部間隙寬度為12 mm,頂部間隙17~18 mm,坡口根部焊接襯板。該坡口面積比正常V型坡口面積小很多,焊縫金屬的填充量僅為正常坡口的1/5,顯著降低了焊接成本,提高了焊接效率。焊前不預熱,在室溫下焊接。
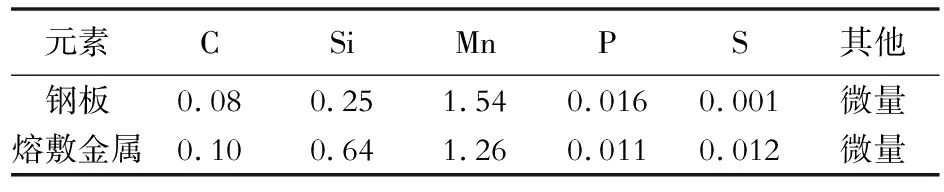
表1 EH40鋼板和熔敷金屬的化學成分(質量分數)Table 1 Chemical composition of the EH40 steel plate and the deposited metal(mass fraction) %

圖2 坡口設計圖Fig.2 Design of groove
1.2 焊接工藝
焊接第一道時,需配強光手電,并用壓縮空氣吹掃和對坡口兩側進行防風處理。填充焊道在平焊位置進行,共焊接14道次。具體的工藝參數如表2所示。

表2 窄間隙焊接工藝參數Table 2 Process parameters of the narrow gap welding
1.3 檢驗方法
首先對焊接試板進行超聲波探傷檢驗,然后觀察分析焊接接頭的宏觀組織和微觀組織。按照船級社規范對焊后鋼板進行拉伸、彎曲、沖擊、硬度等力學性能檢驗。
2 結果分析
2.1 探傷檢驗
焊接試板超聲波探傷檢驗結果顯示,焊接接頭未出現未熔合、夾渣、氣孔等缺陷。
2.2 組織分析
2.1.1 接頭宏觀組織
將焊接試板垂直于焊縫區切開,焊接接頭的宏觀斷面如圖3所示。可以看出,接頭無宏觀缺陷,側壁熔合良好。層與層之間也未出現未熔合、夾渣等缺陷。窄間隙MAG焊接方法焊接熱輸入小,焊接線能量低,焊接側壁熔深為1~2 mm,熱影響區寬度為2 mm。
2.1.2 接頭微觀組織
焊接接頭由焊縫、熔合區、熱影響區、母材4部分組成,熱影響區又包括粗晶區、細晶區和不完全重結晶區。在焊接過程中,因為焊接熱循環作用的不同,其焊縫組織也會有所不同,而且上一道焊縫也會受到下一道焊接時熱循環的作用,發生相應的組織改變[8]。接頭的顯微組織如圖4所示。
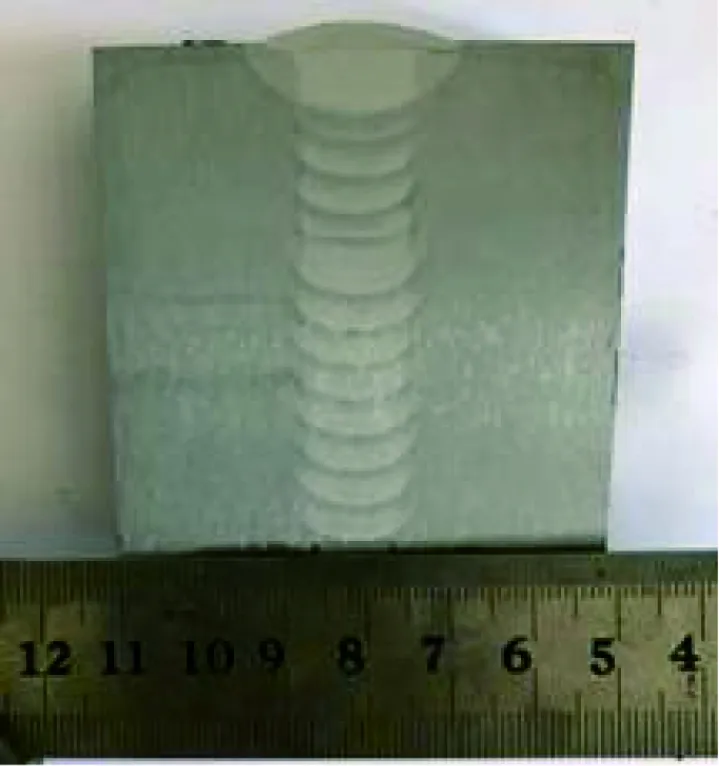
圖3 試板焊接接頭的宏觀斷面Fig.3 Macrosection of the welded joint of test plate
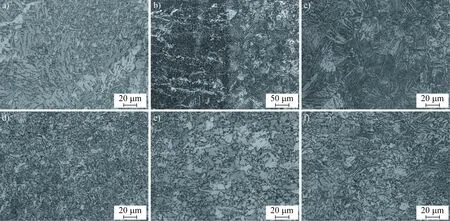
圖4 焊接接頭(a)焊縫、(b)熔合區、(c)粗晶區、(d)細晶區、(e)不完全重結晶區和(f)母材的顯微組織Fig.4 Microstructures of (a)weld zone,(b)fused area,(c)coarse grain region,(d)fine grain region,(e)partially recrystallized zone, and(f)base metal in the welded joint
圖4中,(a)為焊縫區,存在大量貝氏體和鐵素體;(b)為熔合區,可明顯看出熔合線位置;(c)為粗晶區,也叫過熱區,該區域因奧氏體晶粒嚴重長大,因此晶粒比較粗大;(d)為細晶區,該區域相當于進行了正火處理,故組織均勻細小;(e)為不完全重結晶區,該區域加熱溫度在Ac3與Ac1之間,部分奧氏體化,因此晶粒大小不均勻,力學性能也較差;(f)為EH40鋼板的顯微組織。
2.3 力學性能
2.3.1 拉伸性能
拉伸試驗主要是檢測焊接接頭的承載能力,一般檢驗抗拉強度和斷裂位置。考慮到試驗機的能力,焊接接頭分上下兩層取樣,取樣厚度為40 mm,覆蓋全板厚。
兩件拉伸試樣均斷裂在遠離焊縫區域的母材部位,抗拉強度分別為547和538 MPa,滿足船規要求。這也表明整個焊接接頭強度高于母材,沒有出現明顯的軟化現象。
2.3.2 彎曲性能
彎曲試驗主要檢測焊接接頭的塑性。試樣厚度為10 mm,彎芯直徑為4倍試樣厚度即40 mm,彎曲角度為180°。檢驗結果均合格,在側壁處未發現未熔合現象,如圖5所示。
圖5 彎曲試驗試樣的宏觀形貌Fig.5 Appearance of the sample after bending test
2.3.3 沖擊性能
根據船規要求,在鋼板表面下2 mm處取沖擊試驗試樣,試樣缺口位置分別在焊縫中心、熔合線、焊接熱影響區和母材區,試驗結果如表3所示。因造船行業的實際焊接需求,檢驗了-20 ℃的沖擊性能,如表3所示。可以看出,熱影響區平均沖擊吸收能量與母材基本相同,這說明彎曲焊絲窄間隙MAG焊接方法并未使焊接接頭的熱影響區變脆。這是因為窄間隙焊接線能量較小,易于形成細小晶粒從而能確保其沖擊韌性。
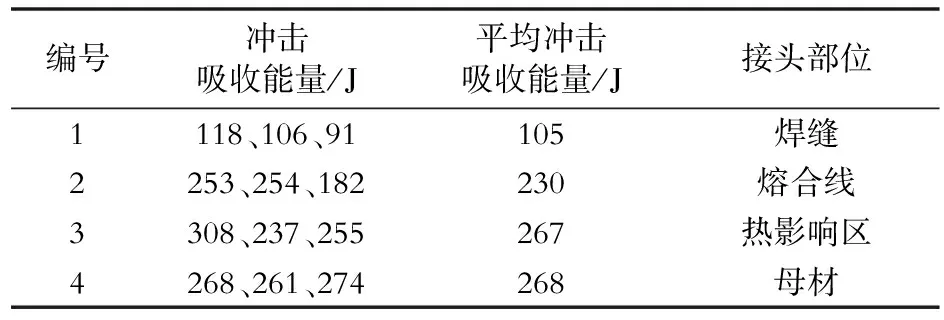
表3 焊接接頭的 - 20 ℃沖擊韌性Table 3 Impact roughness of the welded joint at -20 ℃
2.3.4 硬度
檢測了包括母材、熱影響區和焊縫在內的整個焊接接頭的硬度。在單層焊道切線處,從焊縫中心至母材10 mm長的距離內測定硬度,測定點間隔0.7 mm,結果列于表4。表4數據表明,熱影響區的最高硬度均未超過350 HV5,說明未被淬硬。
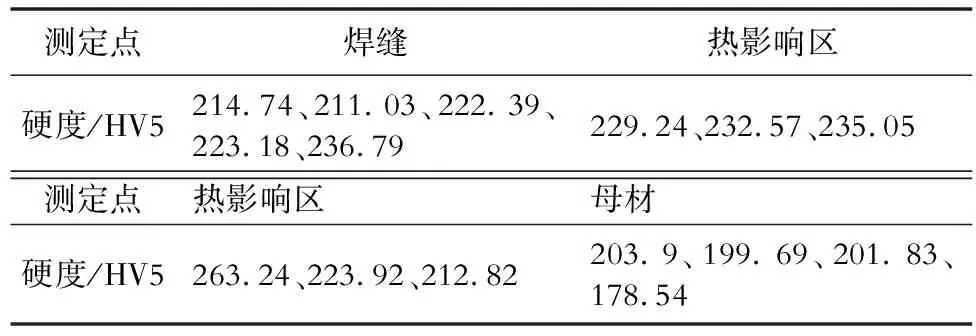
表4 焊接接頭的硬度Table 4 Hardness of the welded joint
3 結論
(1)彎曲焊絲窄間隙MAG焊接方法適用于68 mm厚船用EH40鋼板的焊接,其焊接接頭未出現未熔合、夾渣等焊接缺陷,力學性能符合船規標準,這說明該方法可用于海洋工程用高強鋼的焊接。
(2)采用彎曲焊絲窄間隙MAG焊接工藝焊接的接頭,熱影響區窄,未出現強度、韌性弱化區,可解決焊接接頭熱影響區變脆的問題。
(3)彎曲焊絲窄間隙MAG焊接方法適用于厚板和超厚板的焊接,可有效提高焊接效率,降低焊接成本。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07