焊接絕熱氣瓶靜態蒸發率定壓測量
2018-07-29 03:10:16斌李正清李小金蔡宇宏
真空與低溫 2018年3期
關鍵詞:測量
李 斌李正清,李小金,羅 云,蔡宇宏,馬 鑫
(1.重慶市特種設備檢測研究院,重慶 401120;2.蘭州空間技術物理研究所,蘭州 730000)
0 引言
天然氣等清潔能源的發展得到了國家的大力提倡,獲得了快速發展機會,天然氣在汽車領域以CNG及LNG的形式進行貯存并作為汽車燃料。在同等體積下LNG具有貯存量大,使用安全等特點,使其迅速得到了推廣應用。目前國內以LNG為燃料的公交車、客車及卡車在經濟發達省份獲得了快速的發展,因此LNG貯存容器——焊接絕熱氣瓶也在國內快速發展,但國內焊接絕熱氣瓶性能的定檢測試相對滯后。焊接絕熱氣瓶的定檢測試可以進行真空性能測量或靜態蒸發率測量,其中靜態蒸發率測量是一種相對比較簡單可行的測試方法,而且測試結果反映了焊接絕熱氣瓶的整體綜合性能,可以有效確保LNG為燃料的公交車、客車及卡車焊接絕熱氣瓶的使用安全。
1 靜態蒸發率定壓測試方法
目前焊接絕熱氣瓶靜態蒸發率定檢性能測量參照國標GB/T 18443-2010.5執行,測試過程要求氣瓶放氣至環境壓力,然后靜置48 h以上,測試時間不少于24 h,使得靜態蒸發率的測試過程繁瑣,耗時長,且該項標準制定是針對新研制產品,不適合LNG為燃料的公交車、客車及卡車的焊接絕熱氣瓶進行大規模的定檢,因此對于焊接絕熱氣瓶靜態蒸發率定檢測量需要設計新的測試手段或方法,以便更加適用于市場上廣泛使用LNG為燃料的公交車、客車及卡車的焊接絕熱氣瓶靜態蒸發率的定檢測量。
1.1 焊接絕熱氣瓶特點
LNG為燃料的公交車、客車及卡車的焊接絕熱氣瓶相對于新研產品型式試驗使用的焊接絕熱氣瓶具有的特點:(1)熱穩定狀態。新研產品型式試驗使用的焊接絕熱氣瓶為新品,在進行靜態蒸發率測試前沒有充裝過液氮或其他低溫介質,測量靜態蒸發率時為首次充裝,因此需要充分的時間使其進入熱穩定狀態;定檢焊接絕熱氣瓶使用規程中一直在充裝低溫介質,本身就處于熱穩定狀態。(2)盛裝低溫介質,新制型式試驗進行靜態蒸發率的測量一般使用液氮,定檢焊接絕熱氣瓶使用范圍很廣,貯存的低溫介質有LNG、液氮、液氧、液氬等。若按照型式試驗的要求執行需要將在用氣瓶內的液體進行置換,而氣瓶低溫介質置換流程是較為繁瑣的。(3)測試狀態,新制型式試驗使用焊接絕熱氣瓶進行試驗在車間,氣瓶為單獨放置的新品,易于進行各項測試;定檢焊接絕熱氣瓶一般安裝在使用的設備上,如公交車、卡車等,拆卸是非常不方便的。
2 焊接絕熱氣瓶靜態蒸發率定壓測量實驗裝置
根據定檢焊接絕熱氣瓶的特點設計如圖1所示靜態蒸發率定壓方案。方案由:氣瓶、閥門、壓力測量、升溫器、質量流量計、調壓閥門、阻火器等組成。其中氣瓶為實驗測試對象;閥門用于整個測試過程的啟停;壓力測試為整個測試過程中壓力的監量,監測在定壓測試工程中壓力的變化在要求范圍內;升溫器使得測試過程中氣瓶內的低溫氣體在流經此管道時與環境換熱,確保流進流量的氣體溫度滿足使用要求;調節閥門用于測試中調節整個測試系統的壓力,確保測試過程中壓力的穩定。該測量方案中利用焊接絕熱氣瓶本身處于熱穩定狀態的特點,可以減少靜置熱穩定過程的時間,有效縮短測量準備時間;對于被測低溫介質為可燃氣體的,設置了阻火器和甲烷報警器,可直接在使用場地進行現場測量,無需進行低溫介質的置換以及焊接絕熱氣瓶從使用現場拆卸。
2.1 氣體質量流量計
根據焊接絕熱氣瓶的測試條件要求可選用普通氣體質量流量計(熱式)或濕式氣體質量流量計。由于濕式氣體質量流量計測試過程中需要進行加濕處理,設備體積較大,因此試驗中選用普通氣體質量流量計進行定壓條件下靜態蒸發率的測試。根據國家標準規定,焊接絕熱氣瓶的最大容積為450 L,要求其靜態蒸發率不超過1.8%/d,以液氮為例,經換算其對應的氣體質量流量為3.62 L/min,按照定期檢測規范要求定檢焊接絕熱氣瓶靜態蒸發率不大于出廠值的2倍,因此在合格的情況下,定檢焊接絕熱氣瓶靜態蒸發率測量上限為7.24 L/min,同時考慮到其他一些氣瓶可能存在性能不符合要求的情況,將量程適當增大,因此選用測量上限為10 L/min的質量流量計,精度要求優于1.0%。
2.2 調節閥門
調節閥門用于控制和調節整個系統的測試壓力,實現焊接絕熱氣瓶在工作壓力下靜態蒸發率的定壓測試。為了降低壓力波動對測試過程的影響,對比常壓測試中一般環境壓力在24 h內的波動在1.4 kPa以內,要求在定壓測試過程中系統穩定后,壓力傳感器測試到的壓力波動在1.0 kPa以內,確保測試中蒸發率的穩定。
2.3 安全系統
為了整個測試過程中的安全,設置的安全設施主要有:阻火器、可燃氣體探測報警器、現場配備滅火器等組成。
阻火器的功能是阻止火焰的傳播,在測試排放出口如果出現明火在管道內進行燃燒傳播時,及時的阻止火焰,使得火焰在阻火器內部熄滅。可燃氣體報警器需要根據不同的可燃氣體進行選取對應的報警器,設置報警上線,在可燃氣體發生泄露的情況下,及時的進行報警提醒,以便采取應對措施,目前焊接絕熱氣瓶貯存的可燃氣體主要是LNG,因此在測試現場選用甲烷報警器。滅火器是在發生意外著火的情況下,測試人員及時的使用滅火器撲滅明火,確保測試現場的安全。
3 實驗結果及分析
3.1 實驗數據處理
焊接絕熱氣瓶的靜態蒸發率定檢測量過程中,采集的數據主要有焊接絕熱氣瓶壓力pw(Pa)、環境溫度ta(℃)、氣體質量流量計累計流量Vc(m3),測試時長t(min)。焊接絕熱氣瓶的測試靜態蒸發率α0(%/d)由式(1)[6]計算:

式中:ρl為標準大氣壓下飽和液體的密度;V為被測焊接絕熱氣瓶有效容器;ψ為氣體質量流量計校準系數,標定時給定值;qm為蒸發氣體質量流量日平均值,根據國標要求,測試靜態蒸發率值進行溫度及壓力修正,修正后的測試靜態蒸發率值為焊接絕熱氣瓶靜態蒸發率最終值α20,由式(2)[6]計算:

式中:h為焊接絕熱氣瓶內實驗壓力下飽和液體的氣化潛熱;hfg為標準大氣壓下飽和液體的氣化潛熱;Ts為標準大氣壓下飽和液體溫度;T1為試驗時平均環境溫度;T2為試驗時焊接絕熱氣瓶日平均壓力對應的液體飽和溫度。
3.2 實驗結果及分析
測試中使用的氣瓶容器175 L,分別在0.1 MPa、0.3 MPa、0.8 MPa及1.0 MPa壓力下進行了測量,實驗使用低溫介質為液氮,測試結果如表1所列。測試過程中流量與壓力隨時間的變化如圖2所示。
通過表1可以看到,隨著壓力的升高,測試靜態蒸發率增加,而且壓力越高增加越為明顯,原因是由于隨著壓力的升高,液氮的氣化潛熱明顯下降,使得吸收同樣熱量需要的氣體量顯著增加,使得蒸發量出現增加,同時壓力升高使得氣瓶內部飽和液體的溫度升高,導致內部與環境之間的溫差減小,從而使得靜態蒸發率降低;在氣化潛熱和溫差兩者的共同作用下,最終導致氣瓶的靜態蒸發率升高。
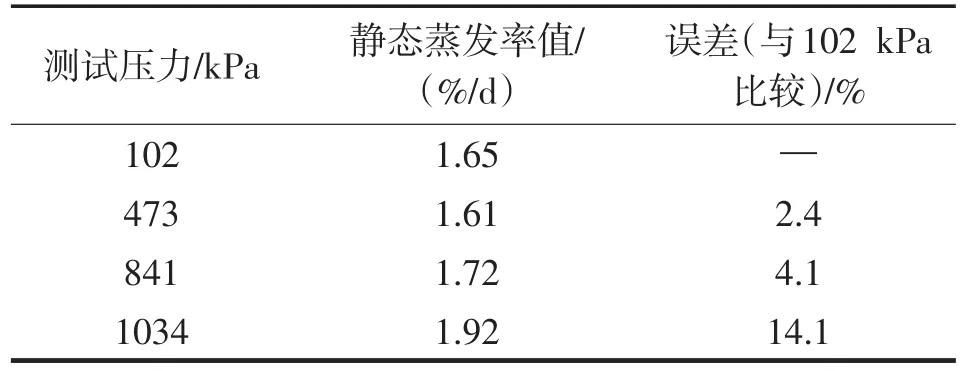
表1 焊接絕熱氣瓶靜態蒸發率測試值Table1 Welded Insulated Cylinders Static Evaporation rate Measure Results
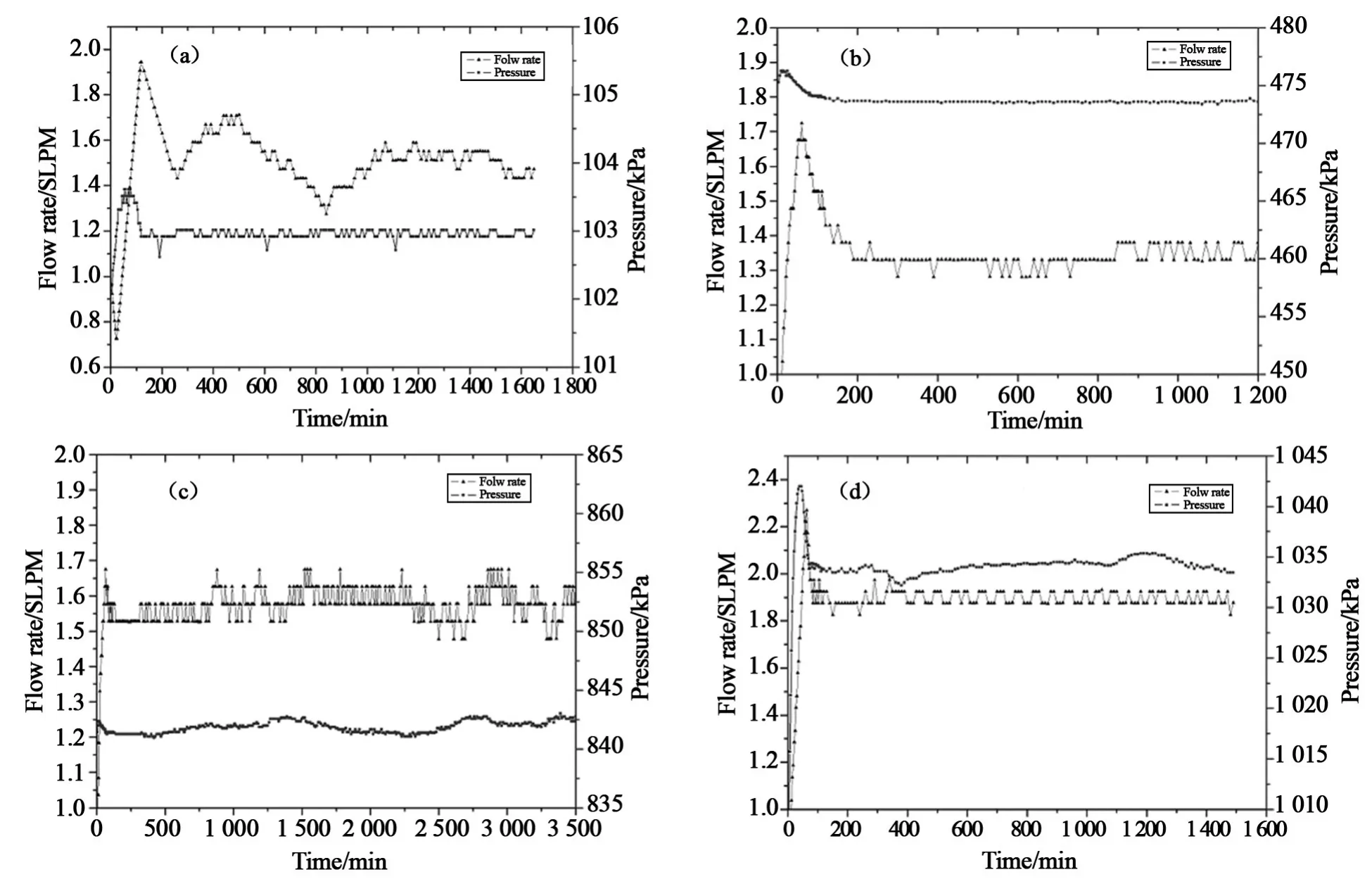
圖2 焊接絕熱氣瓶定壓測試流量及壓力的變化曲線Fig.2 The profile of flow rate and pressure in using welded insulated cylinders static evaporation rate measuring
圖2顯示了測試氣瓶壓力及流量隨著測試時間的變化。可以看到在壓力較低時,測試壓力的波動很小,如圖2(a)所示,但是當壓力增加至0.8 MPa時,如圖2(c)所示,壓力的波動增加,這是由于隨著壓力的增加,氣瓶內部氣體的流動變得復雜和劇烈,也使的在壓力較高的條件下,系統穩定的時間進一步的增加。同時隨著壓力的增加,測試流量的變化表現的更為穩定,體現了壓力增加使得氣瓶內部氣相空間氣體的質量增加,致使測試中流出氣瓶的氣體僅占焊接絕熱氣瓶內氣體質量的很小一部分,從而使得氣體的流動顯得更加穩定。從圖2(b)~(d)可以看到,靜態蒸發率測量中壓力穩定后,流量隨之穩定,時間均在200 min左右,可見在定壓測試中可以根據壓力穩定后繼續測試2~3 h,測試的結果直接作為氣瓶靜態蒸發率的計算值,使得整個測試時間不長于8 h,相對于傳統的測試方法有效的縮短了測試時間,提高了測試效率。
4 結論
焊接絕熱氣瓶靜態蒸發率測量是定檢規范規定的必測項目之一,實現焊接絕熱氣瓶的定壓測量相對于目前正在執行的國標測試流程,焊接絕熱氣瓶靜態蒸發率的定檢定壓測量充分利用了焊接絕熱氣瓶熱穩定性的特點,在實際應用測試時焊接絕熱氣瓶定壓測量過程中不需要進行放氣至常壓狀態,可以直接在氣瓶的工作壓力下進行靜態蒸發率的測量。對于測試中可能存在危險的低溫介質,配備安全系統,當測試存在危險時,能夠及時報警并處理,在完成靜態蒸發率測試的同時確保測試人員及設備的安全。可以看到靜態蒸發率定壓測試可以有效減少測試氣體的排放,縮短測試時間,提高定檢的測試效率,對于提高行業檢測焊接絕熱氣瓶靜態蒸發率效率具有重要意義。
[1]黃永華,陳國邦.低溫流體熱物理性質[M].北京:國防工業出版社,2014.
[2]鄭建朋,崔晨,陳六彪,等.低溫推進劑貯箱絕熱性能實驗研究[J].真空與低溫,2016,22(1),26-29.
[3]華自強,張忠進.工程熱力學[M].北京:高等教育出版社,2004.
[4]陳國邦,包銳,黃永華.低溫工程技術[M].數據卷.北京:化學工業出版社,2006.
[5]朱保國,李曉明,宋啟祥,等.液化天然氣儲罐安全技術分析[J].石油化工設備,2010,39(1):86-89.
[6]中國鍋爐壓力標準化委員會.GB/T18443-2010.5.靜態蒸發率測量[S].北京:中國標準出版社,2010.
[7]陳叔平,任永平,殷勁松,等.撬裝式LNG汽車加氣站的應用[J].燃氣與熱力,2010,30(10):11-14.
[8]中國國家標準化管理委員會.GB24159-2009.焊接絕熱氣瓶[S].北京:中國標準出版社,2009.
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
