基于恒張力自動控制系統的擠出復合機改造
2018-08-03 01:49:24司云萍
機電工程技術 2018年6期
關鍵詞:系統
司云萍
(中山市技師學院,廣東中山 528400)
0 引言
現有一臺1992年生產的德國DAVIS-STANDARD公司生產的擠出復合生產線,該生產線第二副放卷部位采用手動調節輸出氣壓控制剎車盤,達到設定制動力矩的目的。
由于該控制方式簡單落后,張力控制不穩定。因此,在生產過程中,印刷薄膜容易起皺,節距易拉升,產品不良率較高,已經無法滿足產品質量的要求。因此,筆者決定對第二副放紙張力控制系統進行改造,采用以張力控制器為主的張力閉環控制系統代替原手動調壓開環控制系統。
1 改造方案設計
(1)改造前的控制方式
在系統改造之前的設備是使用手動張力控制,其控制流程如圖1所示。該控制系統采用手動調節氣壓閥來控制輸出氣壓大小,從而改變氣壓式剎車盤的制動力矩,屬開環控制系統,輸出與輸入之間無反饋信號,導致無法自動調節張力大小。

圖1 手動控制張力系統
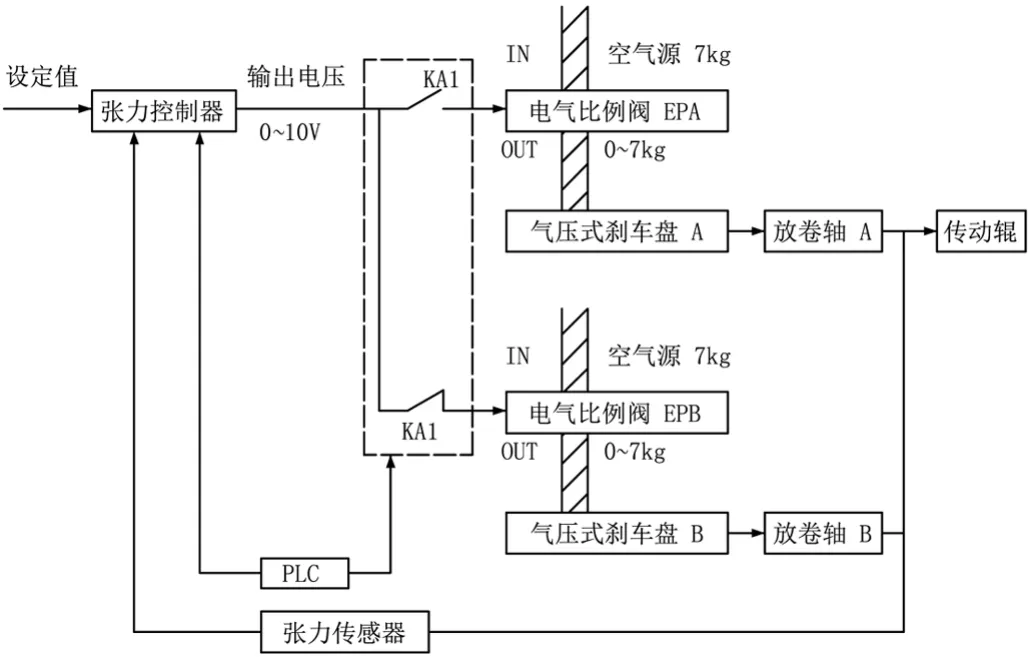
圖2 自動控制張力系統
(2)改造后的控制系統
為了能夠實現自動調節,同時考慮到放卷部位有A軸和B軸不停機接紙機構,筆者設計采用PLC來控制張力的投入和停止,控制A軸和B軸之間張力的切換,由PLC、張力控制器、張力傳感器、電空變換器組成閉環控制系統,如圖2所示。
2 自動控制系統的元件選擇
根據該擠出復合設備生產的各種產品的規格要求,放卷時需要保證張力恒定,張力范圍要求為40~430 N。
(1)張力控制器
張力控制器是一種控制張力的儀表,一般是由單片機及其外圍電路組成的器件,張力控制系統一般主要由張力控制器、張力讀出器、張力檢測器組成。控制時,設定好要求控制的張力值后,將張力傳感器實時發出的信號作為張力反饋值,通過比較兩個值后得出偏差,輸入到PID(比例-積分-微分)控制器進行處理。最后再將輸出的信號給外圍執行機構,最終達到偏差最小,系統響應最快的目的,如圖3所示。

圖3 張力控制器的控制流程
P(比例)環節作用:對偏差信號進行瞬間快速反應。該環節用來控制當前,誤差值和一個負常數P(表示比例)相乘,然后和預定的值相加。P只是在控制器的輸出和系統的誤差成比例的時候成立。這種控制器輸出的變化與輸入控制器的偏差成比例關系。
I(積分)環節作用:該環節可以使系統消除穩態誤差,提高無差度。該環節用來控制過去,誤差值是過去一段時間的誤差和,然后乘以一個負常數I,然后和預定值相加。I從過去的平均誤差值來找到系統的輸出結果和預定值的平均誤差。
D(微分)環節作用:微分環節作用是反映偏差信號的變化率,具有預見性。該環節用來控制將來,通過計算偏差信號的一階導,這個導數會對系統的改變作出反應,導數越大,控制系統就會對輸出結果作出更快速的反應。
根據本控制系統的要求,選用三菱LE-40MTA-E型全自動張力控制器。
(2)張力傳感器[3]
張力傳感器是采用應變片電橋測試原理,如圖4所示。該傳感器能測量印刷薄膜通過張力輥時施加在張力輥的力,根據所受力的大小,輸出與之成正比的電壓信號,其安裝位置如圖5所示。
為了配套使用三菱LE-40MTA-E型張力控制器張力控制器,本改造系統選擇三菱生產的LX-100TD型張力傳感器,它的額定荷重為1 000 N,它具有響應時間短,輸出幅度高的特點。
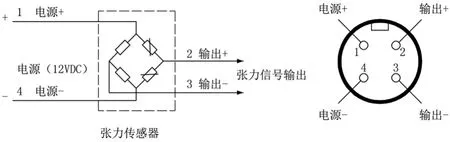
圖4 張力傳感器結構
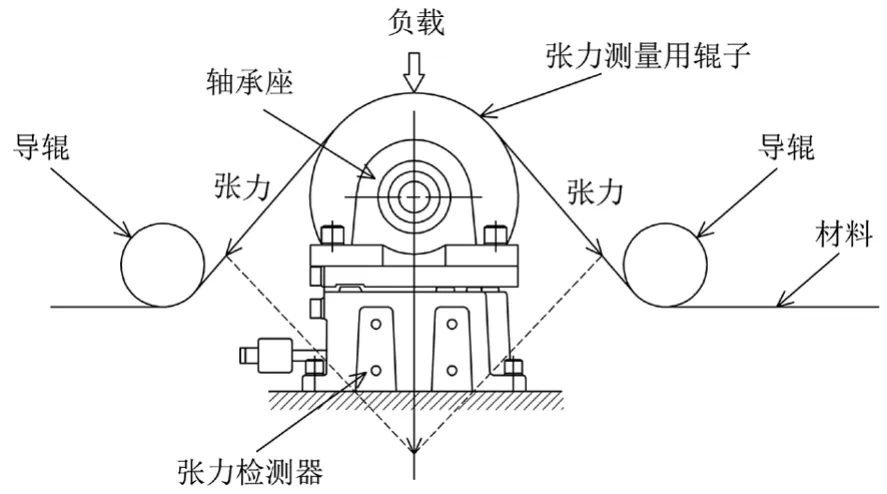
圖5 張力控制器的安裝實例
(3)電氣比例閥[1]
電氣比例閥的工作原理是輸出氣壓的大小根據輸入電壓的大小改變而改變,如圖6所示。根據張力放大器的輸出,本系統決定選用SMC公司生產的ITV2050-04F3L型電氣比例閥。
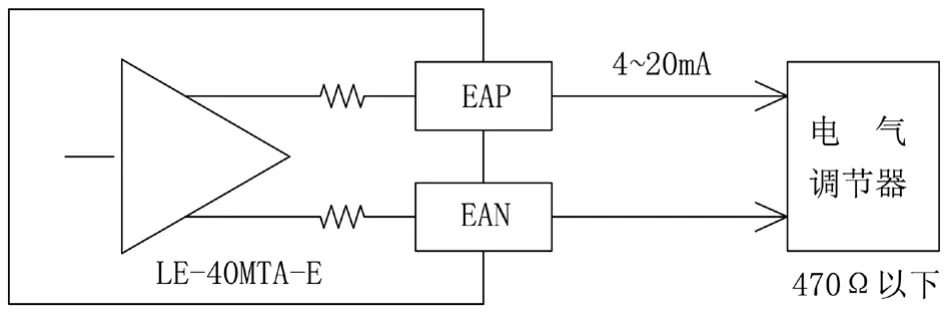
圖6 電氣比例閥結構
(4)PLC(可編程控制器)
考慮到改造系統的靈活性,決定采用PLC來控制張力控制器的啟動和停止以及張力的切換,以及轉架的相關動作。根據控制要求及外圍設備選型,本改造系統選用三菱FX2N-32MR型PLC來控制系統相關動作。
3 改造后自動控制過程分析
(1)接線圖
改造后的控制系統控制線路如圖7所示。
(2)自動控制過程
當A軸料裝好后,轉架轉到運轉位置,A軸接近開關(X2)輸入信號,按SB0(X0)啟動張力,此時KA1不得電,選擇A軸為工作軸,Y0輸出控制張力控制器輸出4~20 mA工作電流到A軸電氣比例閥(EPA),EPA輸出一定的氣壓制動A軸剎車盤,張力傳感器檢測相應的張力反饋至張力控制器。當檢測值<設定值時,張力控制器輸出電流增大,EPA輸出更高的氣壓至A軸剎車盤,A軸制動力矩增大;當檢測值=設定值時,張力控制器保持原來的輸出電流,EPA保持原來的氣壓,A軸制動力矩不變;當檢測值>設定值時,張力控制器輸出電流減小,EPA輸出氣壓降低,A軸制動力矩減小,直到檢測與設定值達到平衡。當張力發生變化時,張力控制器持續進行PID調節,直到設定值與檢測值達到平衡,調節才結束。
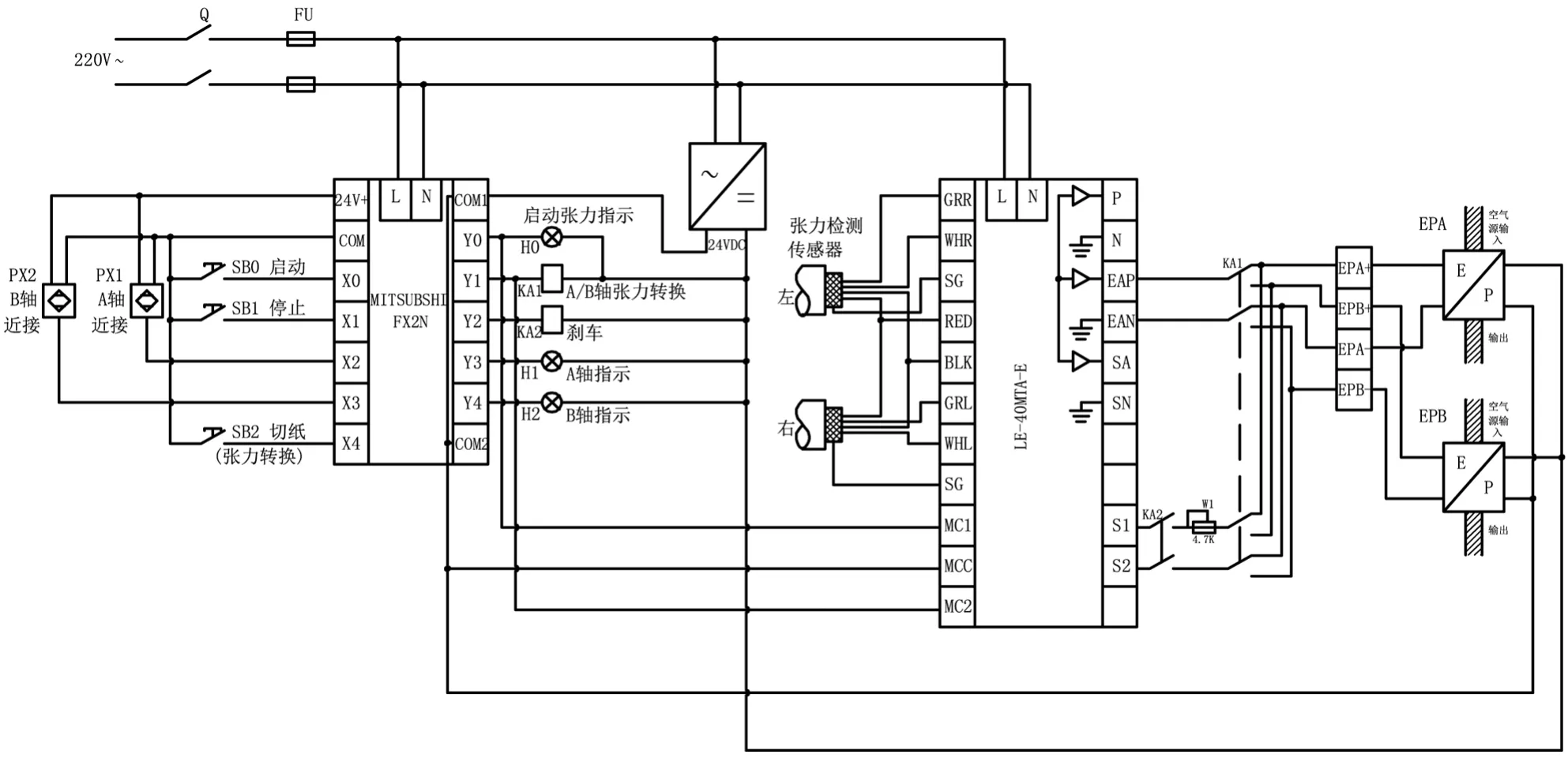
圖7 系統接線圖
當A軸薄膜卷徑逐漸減小時,將裝好大卷薄膜的B軸轉到工作位置,準備切紙換卷,B軸近接開關(X3)閉合,A軸接開關(X2)斷開,但在未按切紙SB2(X4)前,輸出張力仍在A軸(即A軸仍是工作軸),當薄膜減少到接近于零時,按下切紙按紐SB2,KA1吸合,此時張力輸出轉換到B軸,B軸正常運行。同時T1吸合,延時3秒,Y2閉合,KA2吸合,張力控制器輸出制動力矩到A軸,制動時間為5秒,5秒后制動結束,W1可以調節制動力矩大小。A軸停止運轉后裝新卷薄膜,準備下次換卷。
(3)PLC程序編制
改造系統的I/O表如表1所示。根據表1及控制過程,進行PLC程序編寫

表1 控制I/O表
4 系統運行前的調試
(1)張力控制器配重校正
1)歸零校正(ZERO):張力傳感器在未承受任何力的情況下,此時張力應該為零,在張力控制器上校正零點。
2)配重校正(SPAN):參照薄膜走向,在張力控制器導輪上配重20 kg的標準砝碼,在張力控制器上分別校正左張力10 kg,右張力為10 kg。
(2)電氣比例閥設定。
根據工藝要求,該放卷所需要的張力為40~430 N,故設定比例閥輸入4~20 mA電流對應0~6 kg的氣壓到剎車制動盤,通過實際運行,發現可以滿足工藝要求。
(3)張力控制器PID調節
考慮到系統需要反應快速,同時要保證無靜差,抖動不能太大,根據實際運行測試,調整出比較合理的PID值:P=120,I=40,D=20。
5 總結
將原人工調節氣壓閥輸出制動力矩改成現有的恒張力閉環控制系統,放卷機實現了張力的自動調節,操作方便,整個系統采購備件花費1.5萬人民幣,通過一月運行,產品不良率由原來5%下降到2%,收到了良好的經濟效益。當然系統還存在不足之處,比如在切紙瞬間,新卷因為是無動力驅動,速度由于跟老卷不同步,必須從零開始加速,這在不停機接紙過程中,增加了擾動。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32