核主泵葉輪補焊的試驗研究
2018-08-08 08:16:22張艷敏譚俊哲楊顯冬趙大為
中國鑄造裝備與技術 2018年4期
關鍵詞:不銹鋼
田 云 ,張艷敏 ,王 芳,譚俊哲 ,楊顯冬,趙大為 ,趙 帥
(1.沈陽鼓風機集團核電泵業有限公司,遼寧沈陽 110869;2.沈陽透平機械股份有限公司,遼寧沈陽 110869)
核主泵是核反應堆中唯一長期高速轉動的裝備,是核電站的“心臟”[1],由泵殼、葉輪等零部件組成。葉輪是非壓力邊界的安全相關部件,是決定泵水力性能最主要的過流部件[2],其帶動一回路循環水不停地高速旋轉,把熱量從壓力容器帶到蒸汽發生器與二回路進行熱交換。因而,葉輪的質量關系到核蒸汽系統能否正常運行。該葉輪材料為馬氏體不銹鋼鑄件,不可避免的存在補焊,而馬氏體不銹鋼的可焊性較差,因而開展了核主泵葉輪補焊的試驗研究。
1 葉輪的可焊性研究
1.1 葉輪的化學成分和機械性能
核主泵葉輪的材料牌號為ASTM A743 CA6NM,化學成分詳見表1。

表1 葉輪的化學成分 ωB/%
常溫下的抗拉強度≥755MPa,屈服強度≥550MPa[3]。在-13℃的試驗溫度下,母材沖擊功≥68J。
1.2 葉輪的熱處理
依據設計規格書的要求,葉輪澆注完成后,在鑄態條件下首先進行熱等靜壓處理,而后進行常規奧氏體化處理,空冷到室溫,最后回火處理。
如果對葉輪進行補焊操作,補焊后的葉輪被冷卻到室溫后,進行消應力焊后熱處理,然后空冷到室溫。
熱處理應該在溫度受到監測并已校準的爐內進行,也可以采用與材料接觸的熱電偶或連接到與材料接觸的金屬塊上的高溫計儀表作測量控制來進行熱處理。
1.3 馬氏體不銹鋼的焊接性
馬氏體不銹鋼鉻的質量分數在12%以上,同時還匹配適量的碳或鎳,以提高其淬硬性和淬透性。從表1可以看出,核主泵葉輪材料為12%Cr和4%Ni,鉻本身能增加鋼的奧氏體穩定性(即奧氏體分解曲線右移),加入碳、鎳后經固溶再空冷也會發生馬氏體轉變。因此,馬氏體型不銹鋼焊縫和熱影響區焊后狀態的組織為硬脆的馬氏體組織。馬氏體鋼的導熱性較碳鋼差,焊接時殘余應力較大,如果焊接接頭剛性又大或焊接過程中含氫量較高,當從高溫直接冷卻到120~100℃以下時,很容易產生冷裂紋[4]。此外,馬氏體不銹鋼在高溫時組織為奧氏體,焊后冷卻到室溫時,面心立方的奧氏體轉變成體心立方的馬氏體,容碳能力急劇惡化,導致體積發生變化,殘余應力大,且塑韌性下降,焊后熱影響區也易產生裂紋[5]。

表2 焊絲的化學成分 ωB/%
防止淬硬造成冷裂紋的最有效方法是焊前預熱和控制層間溫度,以提高焊接接頭的塑性,減小內應力。為了獲得最佳的使用性能和防止延遲裂紋,焊后要求熱處理[6]。
2 葉輪補焊的焊材選用
根據葉輪的化學成分和機械性能,及ASME第Ⅱ卷C篇,匹配的焊材應為焊絲SFA-5.9 AWS ER410NiMo,其化學成分如表2所示。
常溫下的抗拉強度≥760MPa,且依據設計規格書的要求,在-13℃的試驗溫度下,焊縫沖擊功≥41J。
3 焊接工藝評定試驗
3.1 執行標準
根據合同要求,焊接工藝評定需執行ASME第Ⅸ卷的同時,也要滿足設計規格書中有關低溫沖擊試驗的特殊要求。
3.2 焊接坡口型式
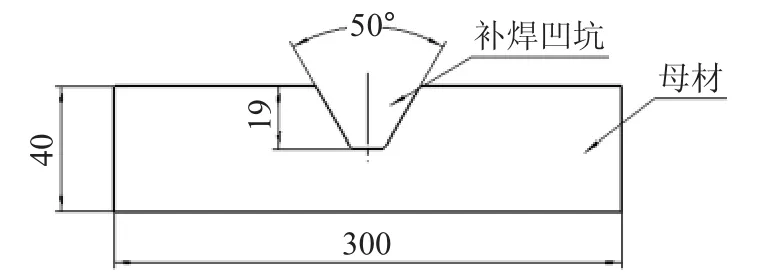
圖1 工藝評定坡口型式
為模擬葉輪補焊的實際情況,焊接工藝評定試板采取凹槽的型式,如圖1所示。根據ASME第Ⅸ卷,母材評定范圍的最小壁厚為5mm,最大厚度不限;補焊的凹坑尺寸≤200mm。
3.3 焊接試驗
由具有HAF603及相應ASME資質的焊工對焊接工藝評定試板進行焊接,并多次進行焊接工藝性試驗,優化焊接規范參數,實際焊接參數如表3所示。
焊后的試板進行焊接消應力后,經X射線探傷合格,并進行試板的分割,機械性能試樣的制備等,試樣的機械性能試驗結果如表4所示。
通過上述焊接工藝評定試驗結果可以看出,焊評試板消應力處理后,焊接接頭的機械性能完全滿足相應標準要求。
4 結論
(1)焊絲ER410NiMo可用于馬氏體不銹鋼鑄件ASTM A743 CA6NM的補焊,其焊接接頭的機械性能完全滿足并高于設計規格書的低溫沖擊及相應ASME標準要求。
(2)試驗證明,確定的預熱溫度、層間溫度及優化的焊接工藝參數是合理的,解決了馬氏體不銹鋼易產生冷裂紋的難題,可用于核主泵葉輪的補焊。
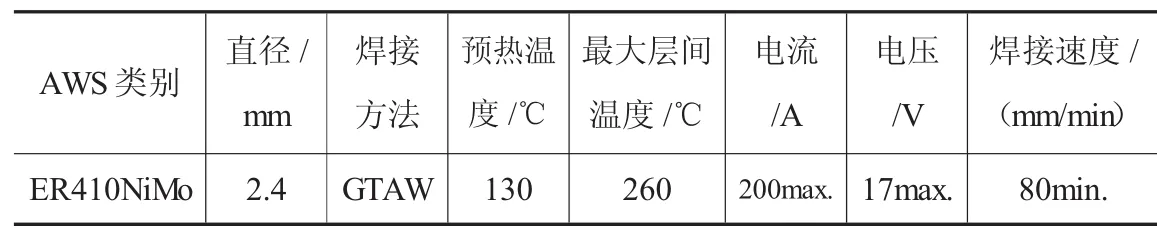
表3 焊評試驗的焊接規范參數

表4 焊評試驗的焊接接頭機械性能
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
