?120耐磨鑄球的凝固數值模擬及工藝優化
2018-08-08 08:16:30葉根
中國鑄造裝備與技術 2018年4期
葉 根
(金堆城鉬業集團有限公司機電修配廠,陜西渭南 714102)
耐磨鑄球是機電修配廠兩大支柱產品之一,年銷售量5500噸,占全年加工部分總產值的53%,其關乎著全廠的經濟效益。目前,機修廠?120鑄球采用一模四球金屬模鑄造生產工藝,工藝出品率大約為80%。在耐磨鑄球鑄造生產工藝中,澆道的空間位置設置、尺寸等澆鑄系統參數對鑄球的工藝出品率、質量性能等影響很大。由于鑄造過程的特殊性,鑄件質量不能被直觀的觀察到,只能在后期才能得到確認,故采用傳統方法設計的?120鑄球澆鑄系統安全系數大,但工藝出品率偏低。因此,本文將采用基于Visual C++開發工具開發的鑄件凝固過程溫度場模擬軟件,用該軟件模擬球墨鑄鐵鑄球凝固過程的溫度[1,2],依據模擬結果改進了鑄造工藝方案,試驗結果與模擬結果基本吻合,成功的提高了耐磨鑄球的工藝出品率。
1 耐磨鑄球原鑄造工藝分析
1.1 原鑄造工藝
耐磨鑄球原鑄造工藝示意圖如圖1所示。采用一型鑄多件、中間加砂套保溫澆道的方案。用砂套保溫澆道可明顯提高澆道與鑄球凝固時間之比,有利于澆道內金屬液向鑄球的補縮,提高鑄球的致密程度,降低鑄造鑄球在球磨機中運行時的破碎率,還可提高金屬型的壽命[3]。圖1中,T1和T3是分別位于鑄件和鑄型內,對應于測溫實驗中T1和T3的兩個測溫位置。
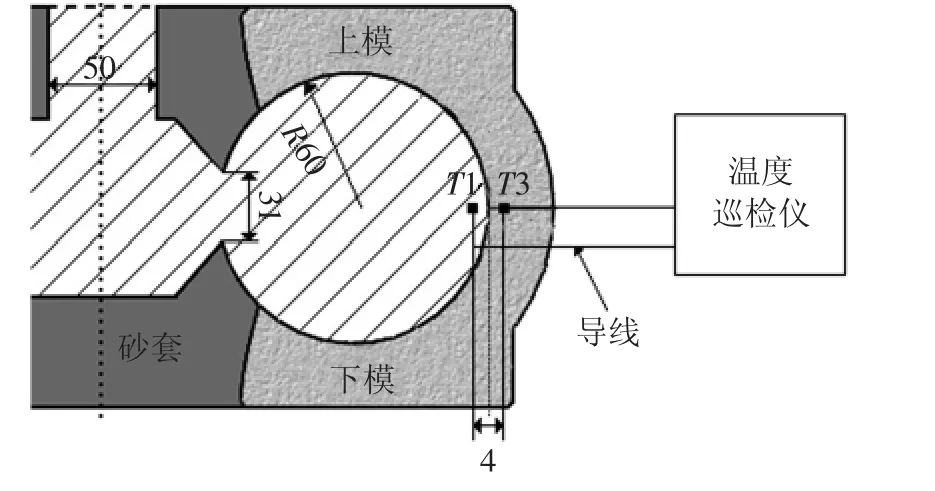
圖1 鑄造工藝示意圖
整個鑄造系統包括鑄件、鑄型和砂套。其中澆注溫度為1350℃,室溫和鑄型的溫度均為20℃。鑄件、鑄型和砂套的三維造型以及它們的裝配體如圖 2、3、4 和 5所示。
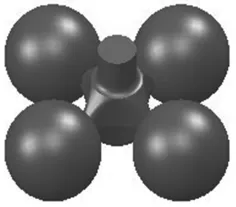
圖2 鑄件三維模型圖
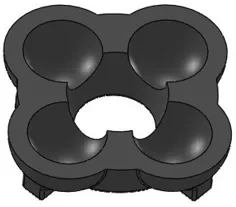
圖3 鑄型三維模型圖
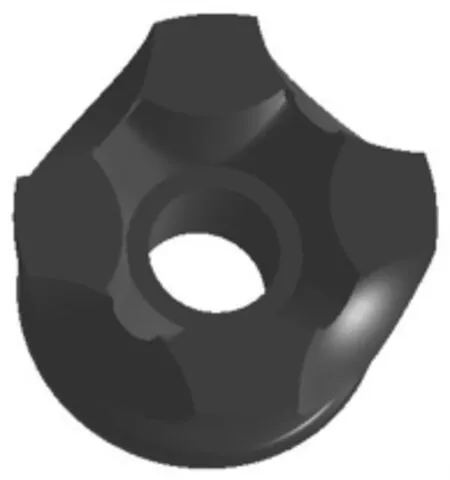
圖4 砂套三維圖
圖5 鑄造系統裝配體
鑄件材料為球墨鑄鐵(C:3.5%~3.8%;Si:2.8%~3.2%;Mn:2.1%~2.4%),鑄型材料為蠕墨鑄鐵(C:3.4%~3.8%;Si:1.8%~2.4%;Mn:0.3%~0.6%)。
1.2 原鑄造工藝模擬分析
運用軟件對鑄件凝固過程的溫度場進行了計算,最后使用后處理模塊對計算的溫度場結果進行顯示[4]。選取了鑄件在凝固 240s、780s、840s和 900s時的溫度場,如圖6所示。
鑄件材料為球墨鑄鐵,液相線溫度為1150℃,固相線溫度為1090℃,澆注溫度為1350℃左右。金屬液澆入鑄型,鑄型對金屬液有激冷作用,因此剛開始時鑄件表面溫度比較低,內部溫度場還比較均勻,如圖6a所示。
隨著鑄件的凝固,液態金屬的熱量不斷向外傳遞,鑄型被加熱,鑄件表面的溫度回升,當鑄件凝固至780s時,溫度場的分布層次明顯,外層溫度最低,由外向內逐漸升高,澆道中心溫度最高,鑄件外壁以及澆道頂部已經凝固,其余部分溫度還處于液相線以上,這是因為,澆道頂端裸露在空氣中,并未受到砂套的包裹,因此頂端的金屬冷卻的相對較快,此時澆道其余部分溫度還處在液相線溫度以上,并且高于鑄球溫度,因此并不影響澆道內金屬液的補縮,如圖6b所示。
到840s時,整個鑄件溫度大幅降低,只有澆道中心部位少量的金屬溫度還處在固相線溫度之上,整個鑄件已經完全凝固,可見澆道中的液體成功地起到了補縮的作用[5],如圖6c所示。
到900s時,整個澆注系統完全凝固,此時澆道中金屬溫度明顯高于其他部位金屬溫度,如圖6d所示。
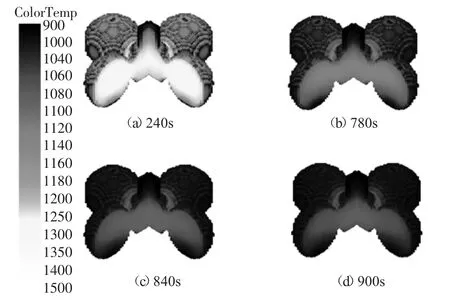
圖6 凝固不同時刻鑄件的溫度場
由此可見,由于砂套的保溫作用,澆道中的金屬液凝固的比較晚,此時其周圍部分均已凝固完畢,澆道內的金屬液體起到了補縮作用。綜上所述,通過模擬鑄球凝固的溫度場,發現縮孔縮松缺陷出現在澆道中,鑄球內部并不會出現縮孔缺陷,而在實際的生產中,澆注缺陷也確實位于澆道內。
2 改進工藝模擬分析
2.1 工藝優化分析
基于對原鑄造工藝分析以及實際生產情況可知,現有的鑄造工藝能夠確保鑄球的質量。為了提高鑄球的工藝出品率,在保證現有鑄球質量的情況下進行優化設計。鑄球本身的尺寸不能改變的情況下要提高它的工藝出品率,就要改變鑄造系統直澆道和模芯的設計。
優化方案主要是對模芯以及直澆道的參數做調整,使得模芯和直澆道所占整個澆鑄系統的體積進一步減小,從而達到增大鑄球工藝出品率的要求。沒有改變內澆口的大小,是為了確保在鑄球凝固過程中澆道內的金屬液能夠提供足夠補縮的情況下,進一步降低模芯的高度,使得方案最優化。此外,將直澆道設計成了圓臺體,主要是以為:
(1)在能確保澆鑄流量以及補縮量的情況下,如果圓柱體的直徑和圓臺體的底面直徑相同,那么圓臺體的體積更小,從而能夠提高出品率。

表1 優化前后參數對比
(2)在澆鑄金屬液的過程中,當金屬液忽然開始直接沖刷圓柱狀直澆道內壁靠下部分的時候,如圖7a所示,金屬液經由路徑a1直接沖刷到P1點,由于金屬液的沖擊力大,可能會造成砂套塌落,影響成型后鑄球的形狀和質量,當圓柱狀直澆道的直徑越大,直澆道的高度越低的時候,這種情況越容易發生。而當直澆道設計為相同直徑(如圖7中 d1=d2)的圓臺體的時候,如圖 7(b)所示金屬液以同樣的角度澆注下來的時候,金屬液會經由路徑a2沖擊到P2點,然后轉變角度再經過b2路徑注入型腔內,這樣就降低,甚至避免了圓柱體澆道底部被沖塌的可能性。

圖7 金屬液沖擊直澆道示意圖
綜合上述兩個觀點來看,將直澆道設計為圓臺狀更符合實際情況。
2.2 工藝優化參數分析
優化后工藝的模芯和直澆道的參數如圖8和圖9所示。
鑄球具體部位參數的變化以及方案前后鑄球出品率的變化如表1所示。
由表1可知,優化后工藝提高了約2.8%的鑄球工藝出品率。
2.3 工藝優化后模擬分析
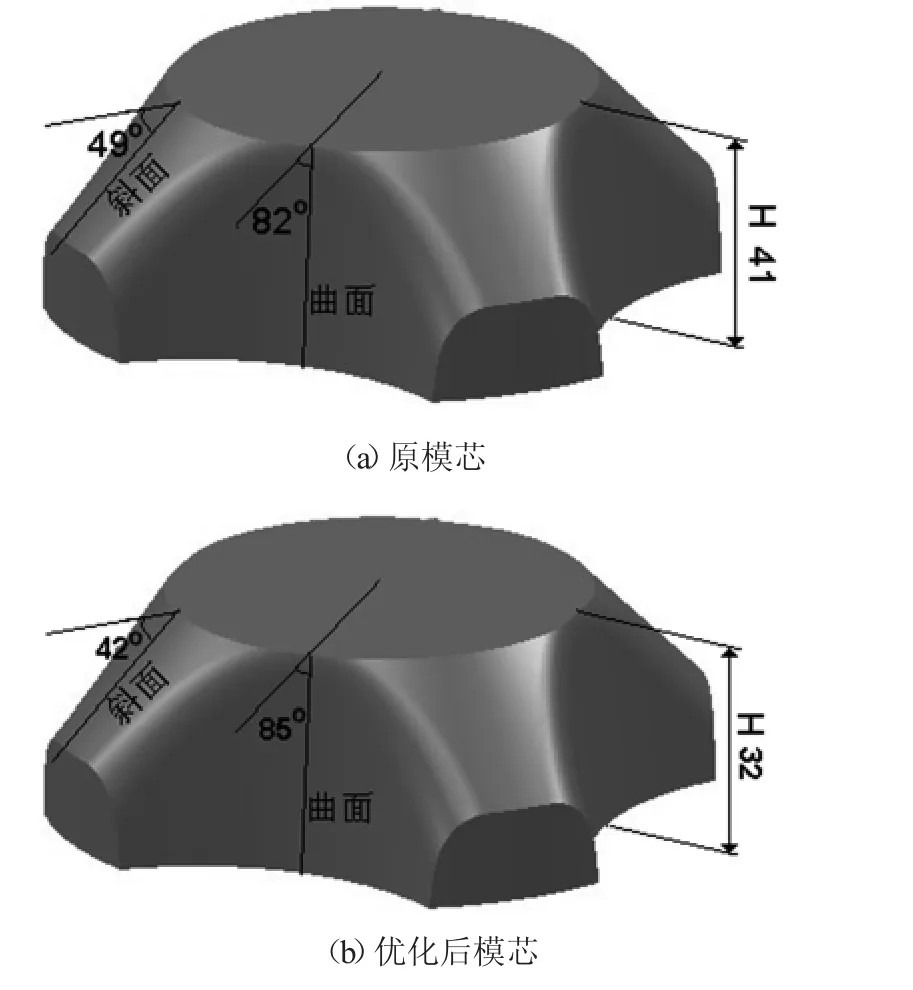
圖8 模芯的三維變化
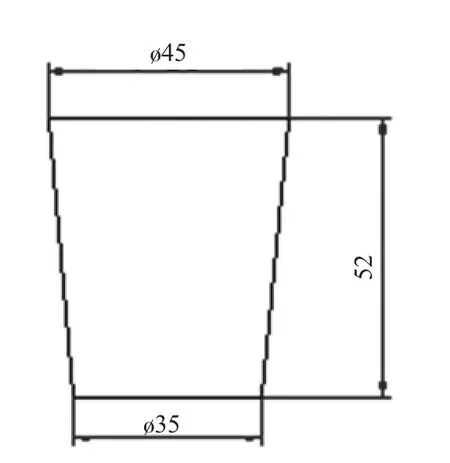
圖9 圓臺狀直澆道
優化工藝后的凝固溫度場和原溫度場的凝固趨勢基本一致。剛澆注完畢時,鑄件內部溫度場幾乎均勻分布,隨著凝固時間的逐漸增加,溫度場內層次感明顯,依次出現不同的等溫帶,到凝固后期時,鑄件絕大部分凝固完畢,溫度由外向內逐漸升高,澆道中心溫度最高,最后的縮孔依然出現在澆道內部[6,7]。
雖然優化后工藝和原工藝的凝固趨勢基本一致,但是它們的溫度場還是存在一定的差異。為了對比這種差異,取了900s時原工藝與優化后工藝的溫度場(如圖10所示)。

圖10 原工藝與優化后工藝900s溫度場
由圖10可以看出,在凝固到900s時,優化后工藝和原工藝相比,溫度場內高溫區的分布范圍更廣。這是因為,優化后工藝中的模芯比原工藝的模芯更小,這間接致使優化后工藝中的砂套比原工藝的砂套更厚,所以保溫效果更加明顯,整體來說,優化后工藝的凝固比原工藝要慢。
3 結論
(1)對?120球墨鑄鐵耐磨鑄球的凝固工藝進行了溫度場的數值模擬,對原工藝縮孔、縮松缺陷成因進行了分析。
(2)結合溫度場的模擬結果與生產實際,對原有的澆鑄工藝進行了優化設計,優化后工藝的模擬結果與實際生產結果吻合。優化工藝后鑄球出品率提高了2.8%。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
現代企業(2015年2期)2015-02-28 18:45:09
