大型扁平齒輪室嗆孔缺陷解決措施探討
2018-08-08 08:16:28王煥寧胡宗乾譚傳寶
中國鑄造裝備與技術 2018年4期
關鍵詞:示意圖
邢 偉 ,秦 鵬,齊 建 ,王煥寧,胡宗乾 ,譚傳寶
(1.濰柴重機股份有限公司,山東濰坊 261108;2.濰柴動力股份有限公司,山東濰坊 261108)
齒輪室作為發動機的重要零件之一,主要用于發動機齒輪安裝固定。當前,我公司一款高端發電機組配備的齒輪室鑄件,材質HT300,重量550kg,尺寸 1570mm×1403mm×220mm,主要壁厚10mm,其上集成水腔和油腔,提升齒輪室功用,實現多零件一體化。

圖1 齒輪室鑄件圖
1 鑄造工藝介紹
該齒輪室為大尺寸扁平結構,結合現場生產情況,設計鑄造工藝如下:
(1)冷芯盒制芯:對主體芯、水腔芯、油腔芯、彎管芯設計為冷芯,射芯機制芯,提高砂芯尺寸精度及生產效率。
(2)自硬砂造型:混砂機震實造型,提高砂型的緊實度,使用通用砂箱,提高現場生產組織效率,節省砂箱投入費用。
(3)刷涂:砂芯和砂型刷涂鋯英粉涂料,提高表面及內腔質量。
(4)下芯研箱:對尺寸較大的主體芯使用下芯定位吊具下芯,減輕操作強度,提高研箱精度。
(5)澆注:水平澆注,澆注溫度 1380~1400℃。
(6)清理:澆注36h后打箱,進行時效處理消除應力。

圖2 齒輪室砂芯及澆注系統布置示意圖
2 主要缺陷及原因分析
該齒輪室鑄件在遠離直澆道、橫澆道末端的水腔的上平面出現了嗆孔缺陷,位置比較集中,如圖3所示。

圖3 齒輪室嗆孔缺陷示意圖

圖5 溢流冒口增加示意圖
通過對齒輪室結構、澆注系統進行分析,嗆孔缺陷產生原因如下。
該齒輪室扁平結構,尺寸較大,鑄件結構以及型腔結構復雜,鐵液在鑄型中充填時流動阻力大,熱損失大,特別是嗆孔缺陷集中在澆注系統末端的頂部平面,鐵液充填到此處時,溫度較低,凝固加快,砂芯和砂型在澆注過程中產生的大量氣體,由于缺乏足夠的排氣通道,來不及逸出就在此處聚集[1]。
3 采取措施及改進效果
3.1 優化澆注系統
針對嗆孔缺陷產生的位置,改進澆注系統,延長橫澆道,增加內澆道,使鐵液均勻地充型。
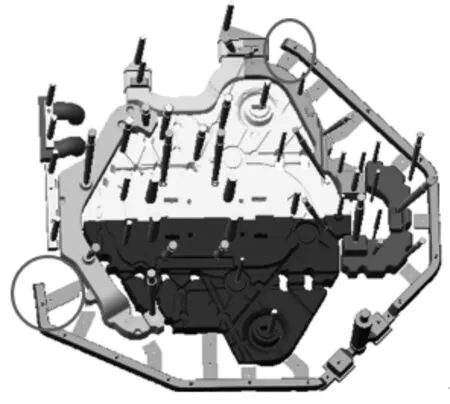
圖4 齒輪室橫澆道改進示意圖
3.2 傾斜澆注
將直澆道對側墊高,傾斜約4度,同時將靠近直澆道底處的出氣溢流冒口改為暗冒口,讓鐵液平穩順序上升,使砂芯和砂型產生的氣體得以往高處釋放。
3.3 提高充型壓頭
原工藝使用的澆口箱較小,現改進為大澆口箱和拔塞澆注,壓頭提高100mm,當鐵液充滿澆口箱的三分之二時,拔掉塞子,使鐵液平穩連續沖入型腔。
3.4 增加溢流冒口
在出現嗆孔的水腔位置設置扁形溢流冒口,讓此處聚集的氣體可以由扁形冒口逸出,同時增加此處鐵液的流動能力,防止澆注過程中砂芯和砂型產生的氣體無排出通道,此外扁形冒口方便清理打磨,不影響外觀質量。
通過以上措施的實施,齒輪室嗆孔缺陷完全消除,提高了鑄件質量。
4 結論
(1)合理的澆注系統,可以使鐵液平穩充型,特別對尺寸較大、壁厚均勻的鑄件,應采用較多的內澆道分散均勻地充型。
(2)大平面鑄件設計傾斜澆注,有利于排出澆注過程中砂型和砂芯產生的氣體。
(3)液態金屬在流動方向上所受的壓力越大,充型能力就越好[2]。適當的提高壓頭,使鐵液在型腔內流動更順暢。
(4)溢流冒口可以增加鐵水的流動能力,同時起到排氣的作用。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20
