某型柴油機缸蓋的工藝優(yōu)化及生產(chǎn)驗證
2018-08-08 08:16:26宋學(xué)恩馬素娟王煥寧
中國鑄造裝備與技術(shù) 2018年4期
宋學(xué)恩,邢 偉,馬素娟,王煥寧
(濰柴重機股份有限公司,山東濰坊 261108)
我廠生產(chǎn)一種柴油機缸蓋(以下簡稱S缸蓋),由于其結(jié)構(gòu)復(fù)雜,鑄造工藝較差,生產(chǎn)中存在斷芯、氣孔缺陷。本文針對S缸蓋的鑄造缺陷進行了分析,并提出了解決方案。
1 缸蓋簡介
該缸蓋為四氣門柴油機缸蓋(具體結(jié)構(gòu)見圖1),毛坯重量為170kg,鑄件最大輪廓尺寸為603mm×295mm×436mm,主要由進排氣道、上下水腔、油腔、搖臂腔、螺栓孔等結(jié)構(gòu)組成。

圖1 缸蓋毛坯三維圖
2 原工藝方案及驗證情況
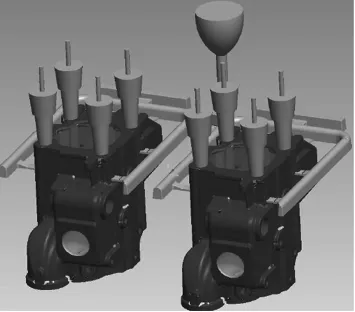
圖2 工藝方案
根據(jù)車間現(xiàn)場生產(chǎn)情況,采用堿性酚醛樹脂砂工藝造型,水腔、氣道等薄弱砂芯采用覆膜砂熱芯盒機械制芯,其余厚大砂芯采用普通硅砂冷芯盒機械制芯[1],1 箱 2 件,水平澆注,澆注溫度 1350~1360℃,工藝方案見圖2。
根據(jù)此工藝方案生產(chǎn)4箱8件缸蓋,全部出現(xiàn)下水腔芯斷芯(見圖3),同時上平面均存在氣孔缺陷(見圖4)。

圖3 斷芯缺陷

圖4 氣孔缺陷
3 缺陷原因分析
3.1 斷芯缺陷
(1)S缸蓋產(chǎn)品設(shè)計下水腔工藝孔較小,導(dǎo)致下水腔芯工藝孔處強度較弱(下水腔芯結(jié)構(gòu)和截面詳見圖5和表1)。砂芯工藝孔截面積和與砂芯體積比為1.22:1。
(2)S缸蓋下水腔為非閉合環(huán)狀結(jié)構(gòu),且在環(huán)狀結(jié)構(gòu)開口處存在厚大部位。在鐵水澆注過程中,砂芯受到向上浮力,而開口兩端Ⅰ、Ⅳ芯頭位置類似杠桿結(jié)構(gòu)末端,受到浮力作用最大。
3.2 氣孔缺陷
S缸蓋下水腔芯澆注過程中斷芯,形成氣體生成源,不斷有氣體溢出,形成氣孔缺陷[2,3]。
4 工藝優(yōu)化措施及驗證
4.1 第一次工藝改進、驗證及相關(guān)分析
(1)工藝改進:1)使用高溫下強度更高的北京仁創(chuàng)高強度覆膜砂,替代普通覆膜砂,提高砂芯高溫強度;2)在下水腔芯頭Ⅱ?qū)?yīng)的厚大位置使用芯撐,平衡厚大位置所受浮力。

圖5 下水腔芯結(jié)構(gòu)

表1 各工藝孔截面積和等效直徑
(2)生產(chǎn)驗證:按上述工藝生產(chǎn)4箱8件全部出現(xiàn)下水腔斷芯缺陷,同時伴隨螺栓孔附近氣孔。
(3)原因分析:下水腔斷芯主因是工藝孔尺寸較小,采取的措施不足以消除斷芯風(fēng)險。
4.2 第二次工藝改進及驗證
(1)工藝改進:與產(chǎn)品設(shè)計部門溝通,增大下水腔工藝孔尺寸,將工藝孔截面積和與砂芯體積比設(shè)為1.58:1,詳見表2。

表2 第二次改進各工藝孔截面積和等效直徑
(2)生產(chǎn)驗證:按以上工藝生產(chǎn)8箱16件,其中4件仍存在斷芯缺陷,并伴隨有氣孔缺陷;另有6件有氣孔缺陷但未斷芯;其余6件無缺陷。
(3)原因分析:1)增大工藝孔尺寸能提高砂芯強度,降低斷芯風(fēng)險,但工藝保證系數(shù)仍不足;2)斷芯缺陷是形成氣孔的一個原因;但上平面螺栓孔位置無有效排氣通道,無法順利排出型腔氣體也是原因之一[4]。
4.3 第三次工藝改進及驗證
(1)工藝改進:1)在滿足產(chǎn)品要求的前提下,進一步增大工藝孔尺寸(詳見表3),砂芯工藝孔截面積和與砂芯體積比為2.91:1;2)在螺栓孔兩側(cè)增加4mm×8mm的排氣通道(詳見圖6)。
(2)生產(chǎn)驗證:生產(chǎn)8箱16件,均無斷芯缺陷;其中8件螺栓孔增加排氣通道無氣孔缺陷,8件螺栓孔未加排氣通道的有4件有氣孔缺陷。

表3 第三次改進各工藝孔截面積和等效直徑
圖6 螺栓孔排氣通道
(3)批量驗證:按照螺栓孔增加排氣通道工藝驗證20箱40件,未出現(xiàn)氣孔缺陷。
5 結(jié)論
(1)薄弱砂芯尤其是非封閉環(huán)狀結(jié)構(gòu)砂芯,需要在滿足產(chǎn)品設(shè)計要求的前提下盡可能增大工藝孔尺寸。
(2)砂芯斷芯極有可能伴隨氣孔缺陷的發(fā)生,同時在鑄件上平面無有效排氣通道也會出現(xiàn)氣孔缺陷。
(3)產(chǎn)品設(shè)計需同時兼顧鑄造工藝性,加強產(chǎn)品協(xié)同設(shè)計有助于新產(chǎn)品快速開發(fā)成功。
猜你喜歡
哲學(xué)評論(2021年2期)2021-08-22 01:53:34
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
中華詩詞(2019年7期)2019-11-25 01:43:04
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
現(xiàn)代企業(yè)(2015年9期)2015-02-28 18:56:50
