傳統(tǒng)機(jī)械加工中切削液減量技術(shù)的研究*
2018-08-13 08:30:26裴宏杰劉成石付坤鵬王貴成
制造技術(shù)與機(jī)床 2018年7期
關(guān)鍵詞:變形
裴宏杰 劉成石 付坤鵬 王貴成
(江蘇大學(xué)精密工程研究所,江蘇 鎮(zhèn)江 212013)
切削液在機(jī)械加工中的主要功用為冷卻、潤滑、清洗和防銹[1]。由于切削液在排放前必須進(jìn)行處理以達(dá)到環(huán)保要求,使得在工件總加工成本當(dāng)中,切削液費用成本超過了刀具。
我國目前各類機(jī)床保有總量為700萬臺左右,保守估計其中的50%使用切削液,并按每臺機(jī)床平均每月消耗切削液80 dm3估算,每年切削液的消耗總量的估計值即為336萬m3[2]。當(dāng)前企業(yè)機(jī)械加工所采用的冷卻方式,基本上都是采用傳統(tǒng)的大量澆注切削液進(jìn)行,規(guī)模大的企業(yè)采用中央供液系統(tǒng),小一點的企業(yè)采用單機(jī)供給。要在不降低工件加工質(zhì)量基礎(chǔ)上,實現(xiàn)機(jī)械加工過程中的節(jié)能減排,減少切削液用量,可以采用的措施主要有兩種:
一個辦法是采用綠色切削新技術(shù),如MQL加工[3-5]、冷風(fēng)加工[6]等,這需要企業(yè)新購裝備或者改造設(shè)備,投資較大。或者關(guān)掉切削液,采用干切削技術(shù)[3],但受到刀具磨損、加工質(zhì)量及機(jī)床變形等因素的限制。
另一個辦法是采用傳統(tǒng)大量澆注切削液的減量技術(shù),這個技術(shù)的實施,對所用加工機(jī)床不需要改造或者局部簡單改造,分析其冷卻潤滑機(jī)理,對噴射位置、噴射速度等參數(shù)進(jìn)行優(yōu)化,可降低切削液的用量。
當(dāng)前對MQL等綠色切削研究的較多,對大量保有的澆注式冷卻裝置的機(jī)床,如何減少切削液的用量的研究鮮見。本文僅從噴射參數(shù)的角度探討切削液減量的可行性,針對當(dāng)前的機(jī)床裝備條件下,對供液裝置進(jìn)行局部簡單改造,在合適位置下進(jìn)行澆注,保證加工質(zhì)量基礎(chǔ)上,減小切削液用量進(jìn)行了研究,對企業(yè)生產(chǎn)具有參考意義。
1 噴射參數(shù)對切削液用量的分析
1.1 切削液減量的可行性
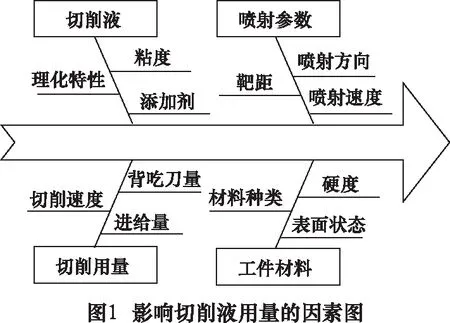
在機(jī)械加工中,影響切削液用量的因素,包括切削用量、工件材料、切削液和噴射參數(shù)等,如圖1所示。傳統(tǒng)大量澆注切削液時,到達(dá)切削變形區(qū)的路徑,一般認(rèn)為有4個方向,如圖2所示A、B、C、D。不管從哪里滲入,能夠進(jìn)入變形區(qū)的切削液的量都很少。

在大量澆注切削液時,一方面受到切屑阻擋及刀具或工件的高速運動的離心力,使得大部分切削液向四周飛濺,并不能夠靠近和接觸刀具、工件和切屑的表面。另一方面,由于切削區(qū)表面的高溫,產(chǎn)生膜態(tài)沸騰[7],在切削液和基體表面形成切削液蒸汽膜,此蒸汽膜又阻礙了低速切削液進(jìn)入變形區(qū),最終只有少量切削液進(jìn)入,起到冷卻潤滑作用。
所以,通過采用定向噴射,以能夠穿越膜態(tài)沸騰和高速旋轉(zhuǎn)離心力的噴射速度,完全可以減少切削液的用量。
1.2 噴射方向的選擇
如圖2所示,切削液沿A方向滲入,需要突破第二變形區(qū),而在第二變形區(qū),切屑沿前刀面排出,正壓力很大,切屑甚至粘接在前刀面,摩擦與擠壓劇烈,產(chǎn)生大量熱量,溫度極高。切屑不斷地與前刀面粘結(jié)撕扯,一般壓力和流速的切削液逆著切屑流出方向很難滲透進(jìn)去,只能在表層起冷卻作用,因此效果較差;C方向為從外部噴射到第一變形區(qū),切削層金屬在第一變形區(qū)產(chǎn)生剪切滑移為主的塑性變形,表面可能產(chǎn)生極小縫隙,但在高壓和高溫條件下,使得滲透十分有限;同樣從D方向從側(cè)面也很難滲透進(jìn)入變形區(qū)。而B方向為沿刀具后刀面方向噴射到第三變形區(qū)。一般刀具都有后角,過渡表面與后刀面之間形成楔形縫隙,切削液能夠比較容易地滲透靠近第三變形區(qū)。刀具與工件之間的相對運動產(chǎn)生“抽吸”現(xiàn)象,在楔形區(qū)產(chǎn)生負(fù)壓[8],而且加工表面會有微型溝槽,形成毛細(xì)管[9],同時相對于第一變形區(qū)和第二變形區(qū),壓力和溫度較低,從而比較容易進(jìn)入到第三變形區(qū)。另外,第三變形區(qū)對加工質(zhì)量影響較大,切削液的潤滑作用,可以有效減小切削力,減小表面粗糙度值。根據(jù)相關(guān)研究[9-10],主后刀面是最佳噴射途徑。
1.3 噴嘴靶距的確定
靶距是影響冷卻潤滑效果的一個重要因素[10-11]。切削液以一定的速度離開噴嘴后,液流在空氣中受重力、空氣阻力的綜合作用,其動能將逐漸減小。因此增加靶距即增加了切削液的動能損耗,減小了液流的速度,從而減弱了切削液的滲透作用;另外靶距增大,切削液的徑向分布范圍增加,會有大量切削液處于變形區(qū)以外,不能起到作用,因而靶距不能太大。另外,如果靶距太小,切削液的徑向分布范圍太小,不足以覆蓋變形區(qū)。因此,存在一個最佳靶距。
2 試驗條件和參數(shù)
實驗設(shè)備采用德國Spinner公司生產(chǎn)的SB-CNC超精密數(shù)控車床,測力系統(tǒng)采用瑞士奇士樂公司的Kistler9293A三向動態(tài)壓電式測力儀以及相應(yīng)的數(shù)據(jù)采集與處理系統(tǒng);表面質(zhì)量測量采用日本三豐公司生產(chǎn)的MITUTOYO SJ201粗糙度儀,刀具采用Sandvik 公司生產(chǎn)的CoroTurn 107車刀片(SCMT09T304-PF 4225)。
切削液采用MASTER TRIM C270全合成切削液,混合體積比例5%,對正火態(tài)45鋼進(jìn)行精密車削試驗。所采用的實驗參數(shù)如表1所示。
表1 切削實驗參數(shù)

項目名稱參數(shù)刀具角度CoroTurn 107 車刀片αo=0呝,γo=7呝,κr=75呝,κ'r=15呝,λ=0呝切削用量切削速度v/(m/min)179,269,358,448,537進(jìn)給量f/(mm/r)0.02,0.03,0.04,0.05,0.06切削深度ap/mm0.3
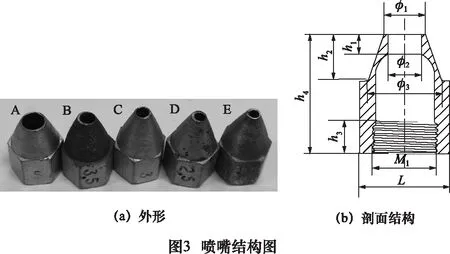
為了改變切削液用量,設(shè)計了A、B、C、D、E五種噴嘴,結(jié)構(gòu)如圖3所示,相關(guān)參數(shù)如表2所示。
實驗設(shè)計為變流量速度,射流速度為300 m/min。A、B、C、D、E噴嘴對應(yīng)的切削液流量如表2所示。
表2 噴嘴結(jié)構(gòu)及噴射參數(shù)
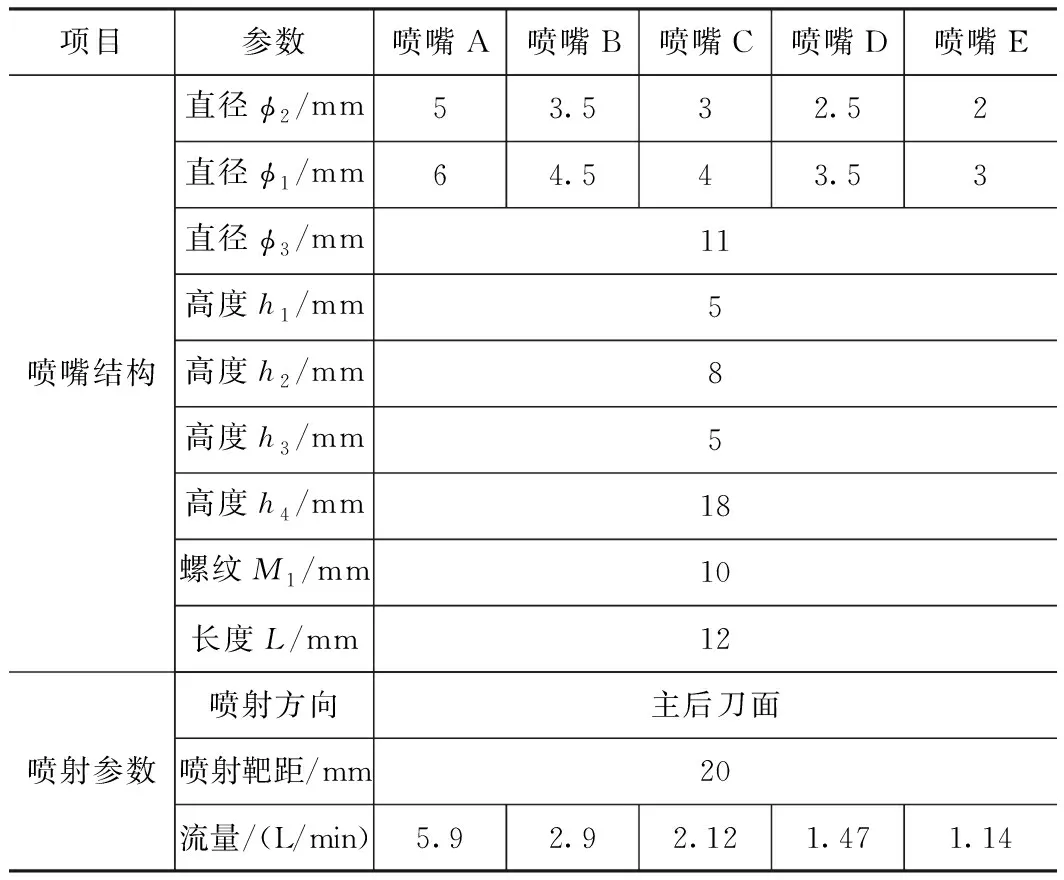
項目參數(shù)噴嘴A噴嘴B噴嘴C噴嘴D噴嘴E噴嘴結(jié)構(gòu)直徑?2/mm53.532.52直徑?1/mm64.543.53直徑?3/mm11高度h1/mm5高度h2/mm8高度h3/mm5高度h4/mm18螺紋M1/mm10長度L/mm12噴射參數(shù)噴射方向主后刀面噴射靶距/mm20流量/(L/min)5.92.92.121.471.14
噴射方向,選定為主后刀面。靶距,根據(jù)前期研究[10],確定為20 mm。
3 結(jié)果和討論
3.1 切削液流量對切削力的影響
圖4a為5種切削液流量下切削合力F隨切削速度v的變化(背吃刀量ap為0.3 mm,進(jìn)給量f為0.03 mm/r,靶距為20 mm,噴射位置為主后刀面)。由圖可知,總體來說,切削力隨切削速度的增大而逐漸減小。因為隨著切削速度的增大,切削變形減小,而且切削速度增大,切削溫度會上升,改變材料的流動特性。與最大流量5.9 L/min的切削力相比,其他4種不同流量下的切削力差距都較小,最大差距是在179 m/min時,流量2.12 L/min切削力為64.4 N(流量5.9 L/min的切削力為60 N),相差4.4 N,為7.3%。不同流量切削力差距最小為在537 m/min時,最大為1.14 L/min的61.6 N,最小為1.47 L/min的60 N,相差為1.6 N;相差最大在358 m/min時,最大為1.14 L/min的63.5 N,最小為2.9 L/min的56.5 N,相差為7 N。其中2.9 L/min和1.47 L/min流量的切削力總體小于5.9 L/min的切削力。
圖4b為5種切削液流量下切削合力F隨進(jìn)給量f的變化(背吃刀量ap為0.3 mm,切削速度v為358 m/min,靶距為20 mm,噴射位置為主后刀面)。由圖可知,切削力隨進(jìn)給量的增大而增大,基本是呈線性增長。隨著進(jìn)給量增大,切削厚度增大,單位時間去除量增大,切削力增大。其中2.9 L/min和1.47 L/min流量的切削力總體小于5.9 L/min的切削力,1.47 L/min流量切削力比2.9 L/min的切削力更小,2.12 L/min的切削力基本大于5.9 L/min的切削力,1.14 L/min的切削力與5.9 L/min的切削力交叉。
根據(jù)金屬切削理論,對切削力影響最大的是第二變形區(qū),即前刀面和切屑的接觸區(qū)域,第三變形區(qū)的影響所占比例較小。一般機(jī)床切削液供應(yīng)采用葉片泵,切削液壓力較小,使得切削液很難通過前刀面-切屑之間的高壓接觸區(qū)域,進(jìn)入變形區(qū)。從主后刀面噴射切削液,相對來講更容易進(jìn)入,從而發(fā)揮作用,但對切削合力來講,所占比例較低,所以總體來說,切削液不同流量對切削力影響的差距較小。其中,流量2.9 L/min和1.47 L/min的切削力要小于最大流量5.9 L/min的,主要原因是覆蓋面積內(nèi)的切削液壓力較大,能夠更容易滲入變形區(qū),而1.14 L/min的流量因為覆蓋面積較小,進(jìn)入的切削液量不足,使得切削力減小不到1.47 L/min。

3.2 切削液流量對表面粗糙度的影響
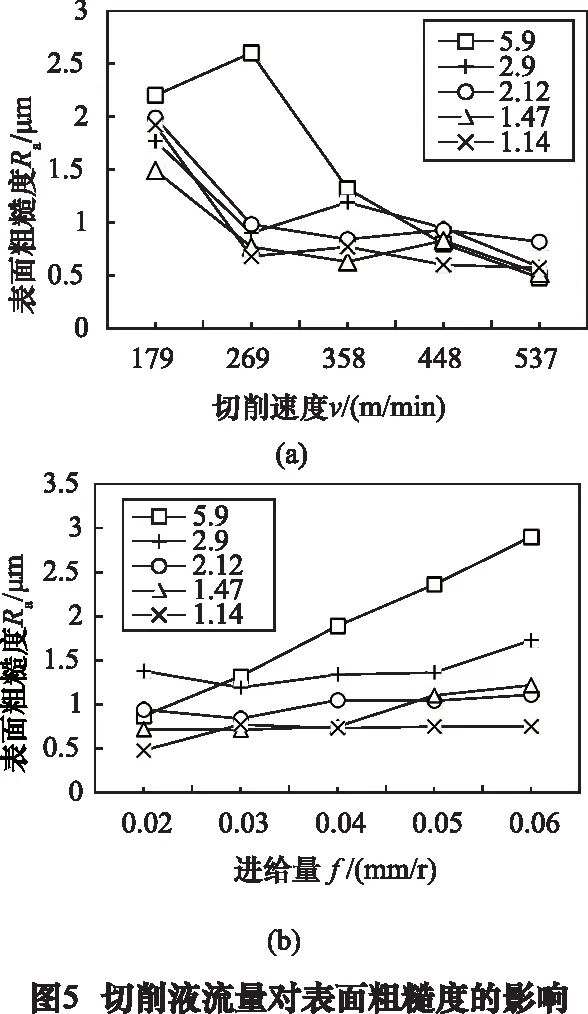
圖5a為5種切削液流量下表面粗糙度Ra隨切削速度v的變化(背吃刀量ap為0.3 mm,進(jìn)給量f為0.03 mm/r,靶距為20 mm,噴射位置為主后刀面)。由圖可知,總體趨勢為,表面粗糙度值隨切削速度的增大而逐漸減小。隨著切削速度的增大,切削變形減小,粗糙度值減小。圖4b為5種切削液流量下表面粗糙度Ra隨進(jìn)給量f的變化(背吃刀量ap為0.3 mm,切削速度v為358 m/min,靶距為20 mm,噴射位置為主后刀面)。隨著進(jìn)給量的增大,工件表面殘留高度增大,粗糙度值增大。相對于5.9 L/min,其他4種小流量的工況,由于覆蓋區(qū)內(nèi)的切削液的壓力和平均速度較高,能夠更加容易滲透進(jìn)入第三變形區(qū),減小后刀面與工件表面的摩擦,使得表面粗糙度值總體減小。
3.3 切削液用量分段分析
為了更加清晰地說明和便于理解切削液減量的可能性,將切削液用量劃分梯度區(qū)域。傳統(tǒng)澆注大用量流量5.9 L/min作為100%區(qū)域;2.9 ~2.12L/min流量,相當(dāng)于30%~50%區(qū)域;1.47 L/min和1.14 L/min流量,相當(dāng)于20%~25%,區(qū)域。將2.9 L/min和2.12L/min、1.47 L/min和1.14 L/min對應(yīng)的切削力和粗糙度進(jìn)行平均,然后作圖,如圖6所示。
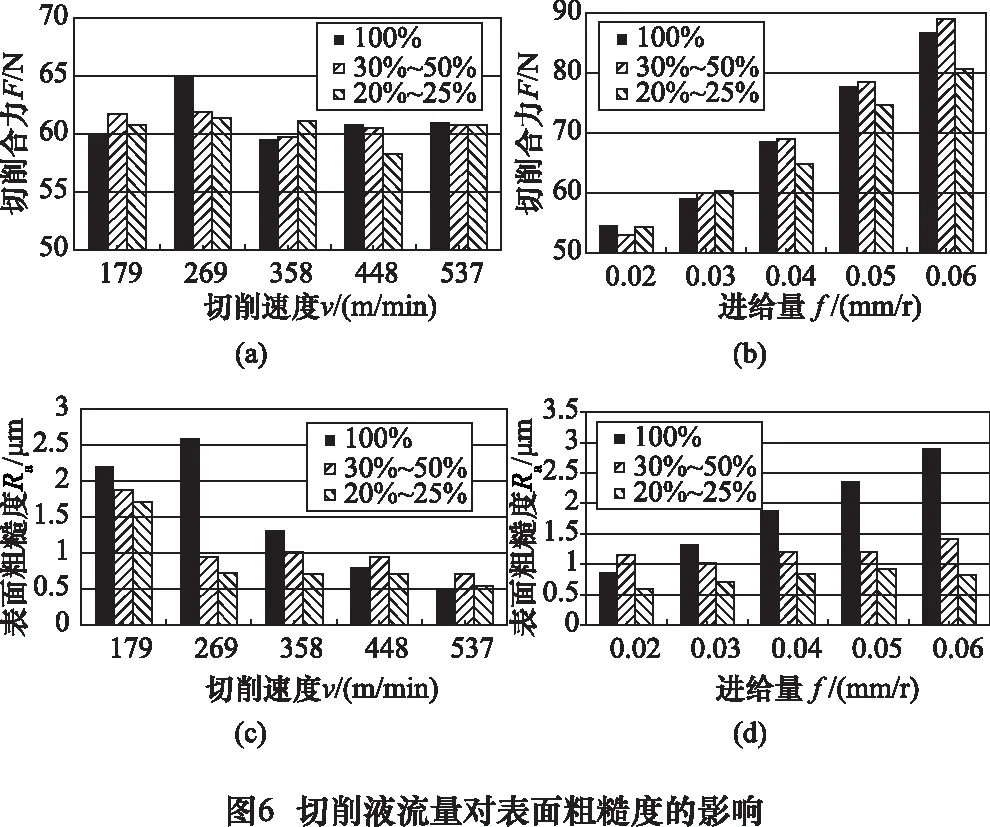
從圖6可知,通過定向噴射,切削液用量是可以大幅減小的,表面粗糙度值基本隨切削液用量的減小而減小。當(dāng)切削液用量減小為1/3~1/2的切削力,與100%用量的切削力則有交錯,當(dāng)切削液用量減小為1/5~1/4,總體低于切削液用量100%的切削力。但是,由于實驗采用精加工參數(shù),進(jìn)給量和背吃刀量較小,所以切削力彼此相差不大。但對于加工質(zhì)量來講,表面粗糙度得到了較大改善。
4 結(jié)語
對于精加工,通過實驗研究,采用主后刀面噴射,靶距20 mm,不對機(jī)床改造,僅采用小直徑的噴嘴,可顯著減小切削液用量,可以降低到傳統(tǒng)用量的1/5~1/4,同時不降低加工質(zhì)量。
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
