
汽車前軸輥鍛成形工藝分析
2018-08-19 09:26:48甘宏宇謝杰鋒
科學與財富 2018年23期
關鍵詞:汽車
甘宏宇 謝杰鋒

摘要:隨著汽車制造行業的不斷發展,汽車前軸制造工藝也取得了一定的進步,目前來說較為常用的前軸制造工藝是輥鍛成形工藝,但是相關學者的研究和經過實踐檢驗表明,這種前軸的制造工藝普遍存在著展寬難度大、產生不均勻變形等一系列問題。本文主要研究和分析了中噸位的汽車EQ142 汽車前軸的輥鍛成形工藝,本文中的輥鍛成形工藝主要使用大型的輥鍛機軋出展直的輥軋件,隨后經過一系列的整形、切邊、定長彎曲、熱校正成形等加工,制作出汽車的前軸,這種方法具備著投資少, 成本低, 加工周期短和鍛件質量高等優勢。
關鍵詞:汽車;前軸;輥鍛成形工藝
一、汽車前軸的結構特點及工藝分析
(一)汽車前軸的結構特點
汽車的前軸一般都是一種具備彎曲軸線的工字型結構,形狀呈細長。從其沿彎曲軸線走向的截面我們可以看出,其截面的變化較大,且呈工字型,其腹板相對較薄,筋條窄且深。
(二)汽車前軸輥鍛工藝分析
對于汽車前軸的輥鍛工藝來說,其主要的特點就是應用輥鍛機來對金屬體積進行一定的分配,最終達到工字型截面中的筋達到相關鍛件圖的要求和標準。其中主要工序分為三道:第一道是制坯輥鍛, 主要是為了解決軸線沿線的金屬體積分配以及寬展等一系列問題,使得托板部位的寬度符合要求;第二道則是預成形輥鍛,這道工序的主要任務就是解決前軸長度方向的分配金屬體積問題及其預成形問題;第三道工序就是終成形輥鍛,在這個工序中,整個截面的基本已經成型,同時其兩端頭的部位保留一定的整形空間和余量。
汽車前軸的輥鍛變形過程實際上就是一種局部的、近乎與靜壓的、連續且非封閉的變形過程,可以實現金屬沿著鍛件的長度方向進行延伸的目標,這種輥鍛工藝普遍適合那些長寬比較大的汽車前軸鍛件, 這種工藝不僅有利于提升金屬縱向的分布率,同時還可以降低鍛件毛邊所使用材料的數量,更是最大程度的延長了汽車前軸鍛件的使用壽命。
但是這種輥鍛工藝也存在著一定的缺點,那就是在輥鍛產生變形的過程中,由于金屬的展寬和聚料相對較為困難,使得截面變化較大、托板高寬較大的一些前軸鍛件的成形較為困難;同時汽車前軸主銷孔的定位凸臺和托板四角R成形起來也比較困難,因此這就需要在輥鍛成形之后進行相應的整形工作【1】。
綜上所述,我們可以看出,充分應用輥鍛工藝來設計和生產企業的前軸鍛件是比較合理且行之有效的。
三、前軸鍛件輥鍛工藝設計及計算
(一)前軸輥鍛件輥鍛生產工藝流程【2】
一般來說,其主要的生產流程為:下料——加熱——輥鍛制坯——整形——切邊——定長彎曲——熱校正和熱處理——冷校正——吹氧化皮——檢驗入庫。
(二)設計鍛件圖
本文以EQ142汽車為例,其前軸的鍛件圖如下圖1所示:
(三)設計輥鍛件圖
如果采用輥鍛工藝來進行鍛件的生產,那么在其成形方面要想達到與鍛件圖完全一致是不可能的,最終只能生產出截面大致相同的鍛件。因此這就要求必須從鍛件圖出發,將不能通過輥鍛工藝直接得到的部位(一般為拳頭、定位凸臺及其彎曲的部分)進行一定的改良和完善,最終使其完全滿足輥鍛成形的標準和要求。
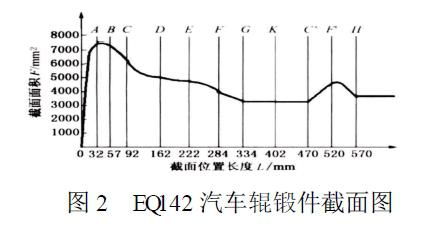
(四)繪制輥鍛件截面圖
輥鍛件的截面圖可以在一定程度上真實的體現出該鍛件各個截面的面積其體積分布和變化情況,是確定輥鍛工藝、設計模具、原材料毛坯的選用、輥鍛道次的確定以及設計預成形型槽、制坯型槽等最為主要的基礎和依據,本文所繪制的汽車前軸輥鍛件截面圖如圖2所示。
(五)確定下料規格
1.下料直徑
一般來說,毛坯截面面積要比輥鍛件的最大截面要大,而且如果鍛件形狀比較復雜,那么經過的輥鍛道次也就越多,那么截面增大系數K也就越大,這也就是說必須要經過較多次數的道次輥鍛成型。具體數據如下所示:
截面增大系數K=1.8,下料直徑D=4F/3.14=4KFmax/3.14=127mm,取整數為D=130mm。
2.下料長度
下料的長度可以用一下公式表示,即:
F0代表下料的截面積;V0代表相關鍛件的體積;Vm代表著飛邊的體積;δ則表示燒損率(一般為3%)。綜合考慮實際生產的一系列因素,下料長度選取為580mm。
(六)確定輥鍛道次
確定輥鍛道次的多少一般收到金屬的延伸量和鍛件成型的難度影響,用公式可表示為:
其中A代表延伸總系數,A=4.57;B代表著,B=2.2。
通過上述公式的計算,我們可以得知,EQ142汽車前軸需要2個道次的輥鍛就可以基本完成,但是實際的生產過程中,由于鍛件形狀復雜、截面變化大等多種因素的影響,使得輥鍛彈簧托板成形較難,再加上金屬流動而導致的不穩定性的影響,必須要在增加一道制坯輥鍛工序來進行處理,因此EQ142汽車前軸的生產一般需要經過選用制坯——預成形——終成形輥鍛3個道次完成。
四、生產實踐
與傳統的模鍛生產工藝相比,輥鍛生產過程中金屬充填性和鍛造穩定性更容易受到各方面因素的影響。在進行第一道次的輥鍛處理時,如果嚴格保證始鍛的溫度、相關模具預熱和潤滑,在強制展寬阻力槽以及禮帽型型槽的影響下,其展寬量的足夠的;在進行第二道次的預成形工序時,可以充分發揮出制坯件尾部的定位作用,使“拳頭”可以在尾部的位置成型;在第三道次的終成形階段時,可以以“拳頭”作為送進坯料的定位基準,最終在其尾部可以使得第三個“拳頭”成形。這種以送料方向改變的方式來實現前后壁變換的目的,不僅可以促進“拳頭”托板的成形,同時還可以最大程度的實現輥鍛件長度的有效控制。
在進行輥鍛工藝生產EQ142汽車前軸的過程中,要注意以下幾點:
第一,輥鍛工藝的三個道次的輥鍛,均是采用強制咬入的方式進行;
第二,模具最適宜的預熱溫度一般在200-300℃作用均勻預熱;
第三,在輥鍛過程中所使用的潤滑劑一般是石墨+廢機油或者是水基石墨潤滑劑,同時在工藝的開展過程中要時刻注意潤滑是否到位、潤滑劑的濃度是否符合;
第四,輥鍛的過程中還要恰當使用強制異向裝置,使得毛坯各部分的截面和模具相對應的型腔保持吻合狀態;
第五,在進行輥鍛時,還要注意對溫度進行一定的控制,一般來說EQ142汽車前軸第一道次的溫度在 1050℃左右,第二道次保持在950℃上下,而第三道次不能少于850℃;。
第六,如果要想生產出高質量的前軸鍛件,必須要經過反復的調試和改善方能完成,切忌不可制造和設計出一套輥鍛模就完全投入使用。
參考文獻:
[1]蔣鵬,方剛,胡福榮,等.汽車前軸精密輥鍛成形過程的數值模擬[J].機械工程學報,2005,(6):123-127.
[2]呂霄,劉艷雄,王孝文.汽車前軸第1道次輥鍛成形工藝有限元模擬與實驗[J].鍛壓技術,2017,(2):5-11.
猜你喜歡
人民交通(2020年22期)2020-11-26 07:36:44
小學生優秀作文(低年級)(2020年4期)2020-07-24 08:31:08
汽車與安全(2019年9期)2019-11-22 09:48:03
汽車與安全(2019年8期)2019-09-26 04:49:10
汽車與安全(2019年5期)2019-07-30 02:49:51
汽車觀察(2019年2期)2019-03-15 06:00:06
汽車與新動力(2018年2期)2018-05-09 00:31:56
兒童時代·快樂苗苗(2017年7期)2018-01-24 18:28:45
作文大王·低年級(2016年4期)2016-04-18 00:24:37
決策探索(2014年21期)2014-11-25 12:29:50
