一種新型波紋卷板機的設計
2018-08-20 08:29:02吳善普吳善照
機械工程師 2018年8期
吳善普, 吳善照
(安徽德系重工科技有限公司,安徽馬鞍山233131)
0 引言
目前市場上對波紋板需求比較旺盛,一些簡易工房和防護板都采用了波紋板,在高速公路建設上將鋼波紋管涵(指鋪埋在路基下的涵洞用螺紋波紋管,是由波紋鋼板卷制[1]而成)作為橋涵結構,成為彌補目前普遍使用的混凝土結構缺陷的替代產品[2]。
而市場上現有的加工設備是用傳統的三輥卷板機的軋輥換成表面有波紋的軋輥,但是現有的波紋板卷板機所加工的波紋板的卷弧半徑基本上是等于或者接近上輥的半徑,加工卷曲不同直徑的波紋板依靠不同直徑的軋輥完成,并且三輥卷板機卷曲時,波紋板的兩端加工不到,產品加工后會有一定的回彈,所得到的波紋板弧形的兩端是直線形,所得的產品不是標準的弧形,還要經過后續的加工,費時費力。
本文針對上述問題提出了一種新型的波紋卷板機的設計方案,來解決生產中存在的實際問題。
1 傳統設備在生產中存在的問題
如前所述,傳統設備在波紋卷板生產中存在以下問題:1)在卷制不同直徑的板時需要更換不同直徑的軋輥;2)波紋板的兩端加工不到,同時由于回彈,得到結果是兩頭是直線形,需要后續的加工來達到要求,費時費力。
卷板就是利用卷板機對板料進行連續三點彎曲的過程[3]。根據三點成圓的原理利用工作輥相對位置的變化和旋轉運動使板材產生連續的塑性變形,以獲得預定形狀的工件,如圖1所示。
由于三輥的特點,當兩端在下輥的中間時就會出現直線段,故一般都需要在卷前或在卷后,對兩端進行彎曲處理,如是平板可以在卷前處理,預壓彎長度為0.5L+(30~50)mm(L為下輥中心距)。預先壓彎可采用壓力機模壓制或用托板在滾圓機內預彎,如圖2所示,但是波紋卷板卻只能在卷后再處理。對已經卷好的波紋板的兩端進行處理,其難度可想而知。
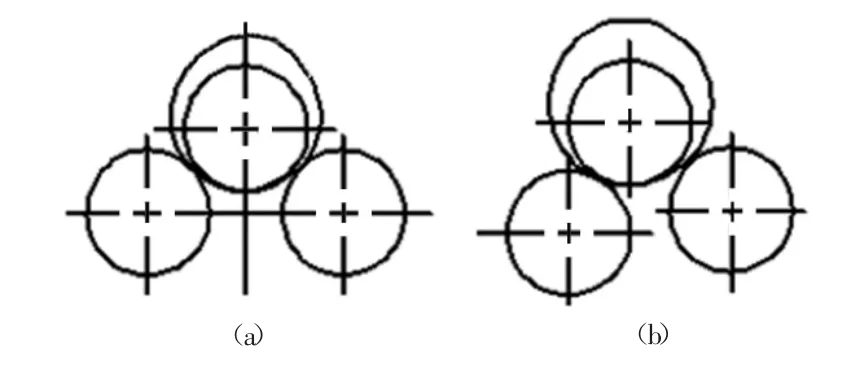
圖1 卷板原理
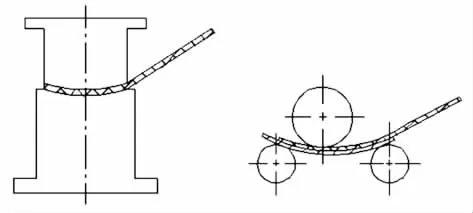
圖2 卷板出現的問題
2 波紋卷板機的機械結構設計
2.1 方案確定
在提出方案之前,我們先看下目前幾種卷圓機的特點。如圖3所示,卷圓機分為對稱三輥、非對稱三輥、四輥幾種類型。1)對稱三輥的特點是結構簡單,成型準確,但是剩余直邊比較大;2)非對稱三輥的特點是結構簡單,剩余邊小,但是板料需要掉頭彎邊;3)四輥的特點是對中方便,通用性強,但軋輥數量多,卷成圓的圓度不高,操作復雜。
綜合上面的介紹,根據前面提出的問題,決定采用在四輥的基礎上優化結構設計,同時根據四輥操作復雜的特性,提出采用PLC控制的方式來解決實際操作復雜的問題。
2.2 卷圓過程的實現
通過下面的模擬來看結構設計:
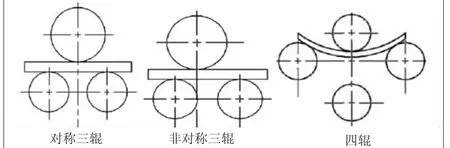
圖3 卷圓機分類
1)使用時,首先將進料處的上軋輥401升起,將板件穿過第一上軋輥401和第一下軋輥301之間,板件的一端放入第二上軋輥402和第二下軋輥302之間,此時壓下升起的上軋輥401,4個軋輥轉動方向如圖4所示,板件在軋輥的帶動下向前運動,將板件加工成一個弧形波紋板之后,將軋輥運動方向反轉,消除回彈,使板件的兩端都能加工到,避免工件兩端有直線段;經過多次循環后所得的產品是標準的弧形,兩端沒有直線段,通過調整軋輥之間的距離,可以卷成不同半徑的波紋板而不需要更換軋輥(見圖4)。
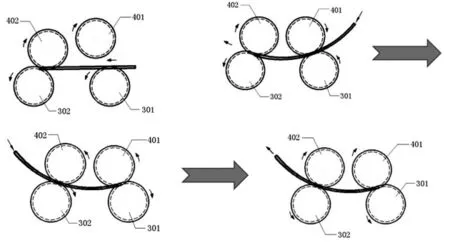
圖4 卷制過程
卷制過程分析:首先因為上面有了2個軋輥(2個上軋輥中心距不變),可以分別做上下移動,從圖3可以看出單個上軋輥采取類似于非對稱三輥結構,吸收了非對稱三輥的剩余直邊小的優點(非對稱三輥的剩余直邊見圖5[4]),這樣相當于組合2個非對稱的三輥卷板機在一起,板料在軋輥的帶動下旋轉,形成弧形,為了消除回彈,需要來回幾次軋制,同時也校正了弧形的曲率。為實現不同大小直徑的弧板,根據幾何原理(見圖6),如果下軋輥的中心距可以調整,就可以實現大小不同直徑的卷圓。
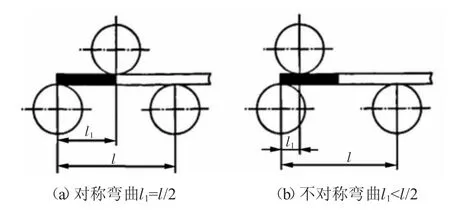
圖5 非對稱三輥的剩余直邊
根據上面的理論探討,最后決定本機采用4個軋輥的方式,上軋輥通過液壓缸的帶動做垂直的上下運動,下軋輥通過液壓缸的帶動做水平的前后運動,每個軋輥上的2個液壓缸保持同步運動,使軋輥兩端的移動同步,始終保持下軋輥與對應上軋輥的中心軸線保持平行,下軋輥與對應上軋輥之間的距離依靠液壓缸帶動軋輥的前后方向運動和上軋輥的垂直上下運動進行控制與調節,在加工不同直徑的波紋板的卷板工作時,不需要更換軋輥(見圖7)。
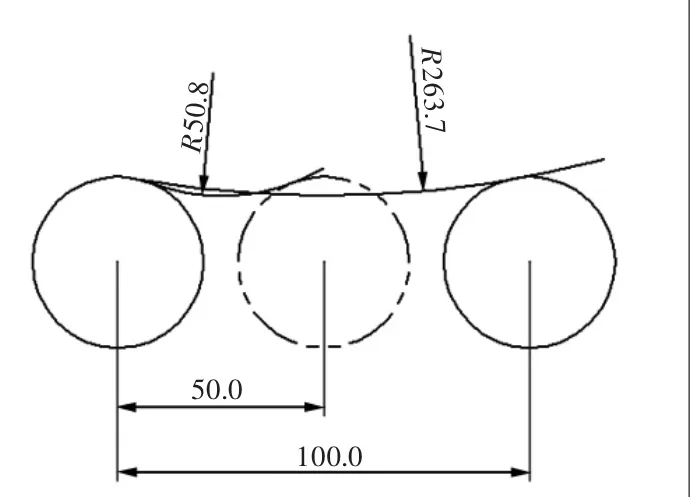
圖6 幾何原理
2.3 具體結構設計
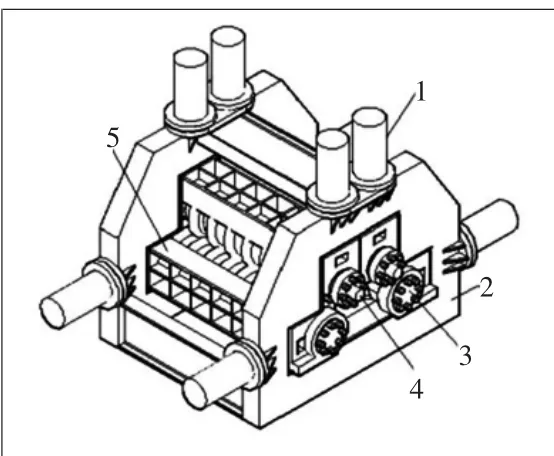
圖7 機構結構
1)機架的結構。由上面所述,機架的設計思路是首先滿足每個上軋輥能夠獨立地上下運動,同時由于是卷壓波紋板,對機架的剛度要求比一般的卷圓機要求高,故采用鋼板焊接的方式來制作機架,還要考慮到左右軋輥的水平移動,機架的最后形狀采用凸字形狀,為了方便各液壓缸的安裝,在機架上面焊接了液壓缸安裝板,上液壓缸的安裝板的直徑為左右支架厚度的1.5~1.8倍,利用多個斜筋肋板與支架焊接在一起,起到加強的作用,左右的液壓缸安裝板也采用多個斜筋肋板焊接在支架上,因為左右軋輥的是水平移動,與支架的凸字底面有摩擦,所以在摩擦面上采用碳氮共滲的工藝處理提高耐磨性。
如圖8中所示,機架部件皆采用焊接結構。
2)軋輥的設計。軋輥分為上軋輥和下軋輥各1對,下軋輥的波紋與上軋輥的波紋一一對應,為了實現對軋輥的旋轉轉向控制,采用獨立液壓馬達來驅動,利用液壓同步閥,來保證其同步旋轉,在結構上設計了液壓馬達的安裝接口,見圖9。
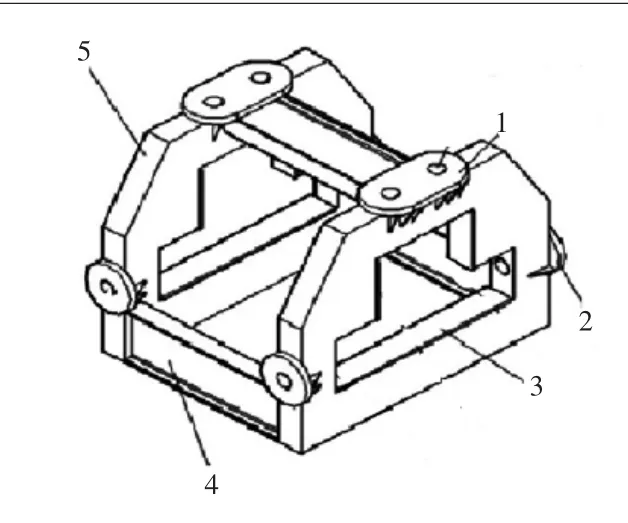
圖8 機架
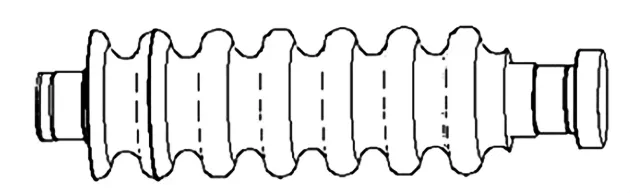
圖9 軋輥
3)軋輥架的設計。軋輥架在整個設備里,起著軋輥的安裝定位作用,同時對軋輥起著加強剛度的作用,在結構設計上采用焊接結構,利用網狀的結構箱體來增強軋輥架剛度,在軋輥架的內表面為弧形,與軋輥的直徑相吻合,兩端為軋輥的軸承安裝座以及液壓馬達的安裝槽。軋輥架共有4個,上軋輥架只有上下運動,下軋輥架只有左右運動,見圖10。
3 電氣控制
卷板機鋼結構生產行業的重要基礎裝備多采用強電控制、手動操作的方式進行生產,這種控制方式效率低,難以保證加工精度。近年來隨著數控技術的飛速發展,國內外已有基于工控機加板卡形式的數控卷板機投入使用[6]。
為了解決上述問題,我們根據波紋卷板機的工作原理,對機器控制系統進行了設計,考慮到實際現場操作的要求,對控制輸入力求簡化明了,設計了如圖11所示的控制流程圖,并據此設計了軟硬件。
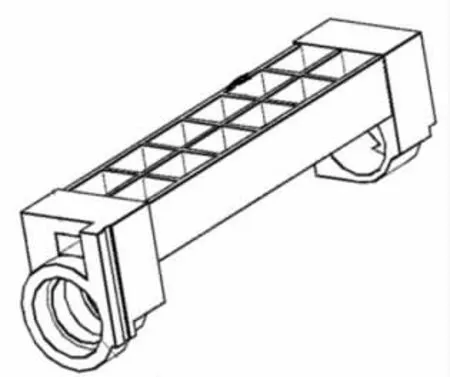
圖10 軋輥架
3.1 硬件設計
整個系統硬件包括:液晶顯示屏、PLC控制器、控制開關、旋轉編碼器、水平和豎直磁珊尺、電器控制柜等。采用三菱的FX3u為核心,對各運動部件進行控制,并將各工作輥的實際工作位置通過工作軋輥兩端的旋轉編碼器反饋回CPU,在CPU內部進行數據處理并實現自動調整平行功能,最終將各工作輥的實時位置顯示在液晶顯示屏上。本機與其他三輥機器的區別在于,上輥的位置有2根上輥,也就形成本機在數控控制上的不同,需要對2個上輥分別控制上下位置。所有的控制按鈕和顯示屏都集中在控制柜上,通過按鈕控制使其具有上下和左右的位置數值輸入和軋輥的旋轉數據,液晶顯示器通過RS232C標準通訊接口與CPU相連接進行數據的傳輸終端操作及報警信息的顯示[5]。
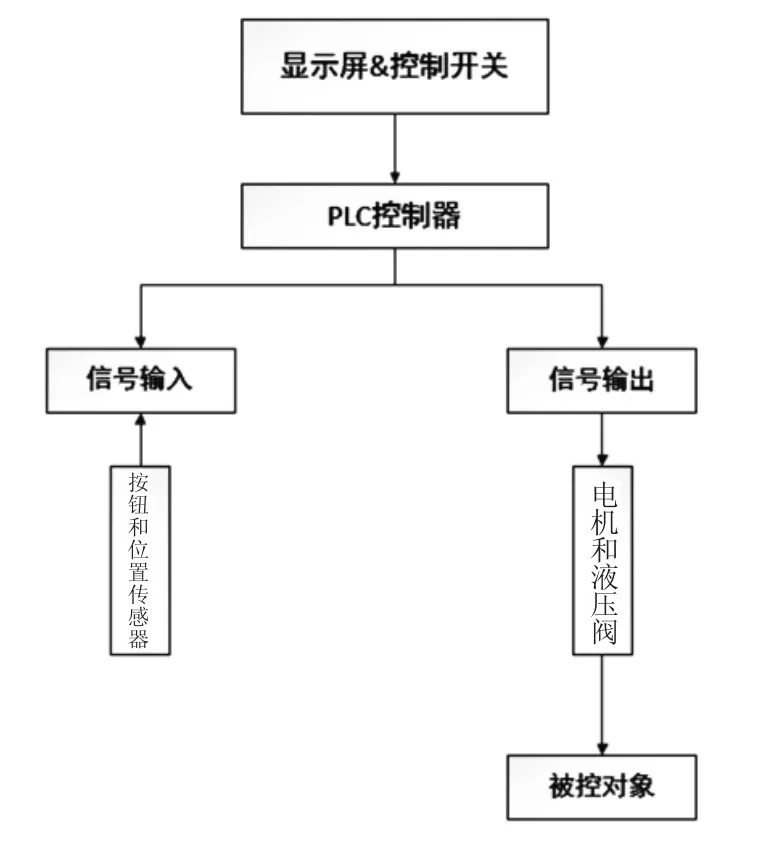
圖11 制流程圖
3.2 軟件設計
軟件設計分為PLC梯形圖設計和顯示軟件設計,在PLC梯形圖開發中主要注意以下幾點:首先是編碼器的二進制轉換,其次是采集數據的運算,然后是工作軋輥運行中的自動調平問題。解決好以上3個問題卷板機PLC程序的開發問題既告完成。我們采用三菱公司的GX Developer開發軟件,液晶顯示屏屏幕開發環境采用NTST4.8C。
編碼器有2種方式:一種是絕對型編碼,一種是增量型編碼。兩者的區別是:絕對型輸出的是二進制,BCD,格雷碼,絕對型具有記憶性;增量型編碼輸出脈沖信號,無記憶功能,根據需求我們選用絕對型編碼器。
絕對式編碼器一般采用格雷碼計數。格雷碼是二進制碼的一個變形,其基本特征是:2個順序的編碼之間只有1位二進制位改變狀態。在PLC進行數據處理時只能識別普通二進制數據,不能識別格雷碼,如果要使用絕對式編碼器采集的數據進行運算和顯示,就必須對格雷碼進行轉換[5]。轉換后數據就能在PLC中進行計算,通過轉換后能在液晶顯示屏顯示相應的數據。
卷板機共有4個軋輥,彼此之間保持相對的平行,因此需要對軋輥自動保持平行,通過各軋輥的位置編碼器傳來的位置數據,通過PLC處理后驅動相應的液壓缸來調整各自位置,以保持平行。
液晶顯示屏顯示控制中的各項數據和警告,需要各種按鈕輸入相應的控制數據來控制各運動部件,同時在顯示器同步顯示各狀態數據。當機器出現故障時,會在顯示器上報故障。
4 結語
通過試運行,該機器實現了之前的技術需求,機器在PLC系統的控制下可靠地運行。隨著國內波紋卷板的運用越來越廣,對此類卷板機的需求也會隨之上升,因此該設備的具有廣闊的推廣應用空間。
