鑄鋁缸蓋凸輪軸孔加工工藝分析
2018-08-20 08:29:14魏偉夏紹彤
機(jī)械工程師 2018年8期
魏偉, 夏紹彤
(東風(fēng)朝陽朝柴動力有限公司,遼寧朝陽122000)
0 引言
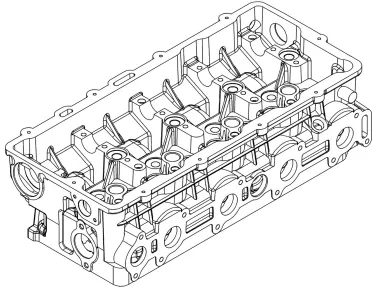
圖1 缸蓋結(jié)構(gòu)圖
NGD3.0缸蓋的生產(chǎn)線為高速臥式加工中心配輔機(jī)和組合機(jī)床形成的生產(chǎn)線,在鑄鋁缸蓋上加工凸輪軸孔,是一個新的工藝嘗試。本文以我公司NGD3.0鑄鋁缸蓋過程開發(fā)為例,探討鑄鋁材質(zhì)上凸輪軸孔的加工工藝。
1 傳統(tǒng)的凸輪軸孔加工方式
1.1 普通鏜床
該加工方式用于工件的試制和小批量生產(chǎn)階段,屬于過程開發(fā)初期為了減小投資而使用的工藝。其特點(diǎn)是依據(jù)機(jī)床的工作臺,設(shè)計工件的夾具,多為手動夾具。夾具主要包括:刀桿的前后導(dǎo)向裝置、工件的抬起落下讓刀裝置、工件的定位銷及定位墊鐵、工件的夾緊裝置等。刀桿為線性雞心鏜桿,在鏜桿上根據(jù)工件的檔寬,布置半精加工和精加工刀夾,刀桿與機(jī)床主軸采用聯(lián)軸器進(jìn)行連接。其操作比較麻煩,勞動強(qiáng)度大。
1.2 組合機(jī)床
該加工方式應(yīng)用于批量生產(chǎn)階段。根據(jù)產(chǎn)品的技術(shù)要求非標(biāo)設(shè)計,制造周期一般為1 a。機(jī)床特點(diǎn)是依據(jù)一個產(chǎn)品設(shè)計,兼容能力差,其夾具為液壓夾具,夾具前后導(dǎo)向裝置上有認(rèn)刀機(jī)構(gòu)。刀具與普鏜加工方式的刀具基本一致。該機(jī)床加工多為全自動加工,操作者只需要負(fù)責(zé)上下工件和工件檢測,機(jī)床加工精度也較高。
1.3 臥式加工中心
該加工方式應(yīng)用于批量生產(chǎn)階段[1]。臥式加工中心配備專用的夾具和刀具,臥式加工中心為雙托盤,其中一個用于加工,另一個用于工件的上下料。由于夾具需要在機(jī)床工作臺之間進(jìn)行交換,所以夾具設(shè)計為保壓夾具,與前兩種夾具方案基本一致。凸輪軸孔加工刀具使用自導(dǎo)向鉸刀、鏜刀或?qū)S玫木€性鏜刀桿配機(jī)夾式鏜刀,由于刀庫的空間限制,不能在刀庫內(nèi)進(jìn)行選刀和更換刀具,一般在機(jī)床加工室內(nèi)設(shè)計機(jī)床刀具的存放裝置和導(dǎo)向裝置。
1.4 立式加工中心
該加工方式應(yīng)用于批量生產(chǎn)階段。受立式加工中心的行程限制,主要應(yīng)用在鑄鋁缸蓋和缸蓋體積較小的加工。夾具為液壓夾具或者保壓夾具,工件立放,凸輪軸孔與機(jī)床主軸平行。刀具為非標(biāo)專用刀具,一般為兩把,一把短的和一把長的,多為鉸刀或鏜刀,第一把短刀具先在缸蓋加工出一個孔,之后第二把刀具以該孔作為基準(zhǔn),進(jìn)行其余孔的加工,由于刀具沒有前后支撐,因此刀具自身具有自導(dǎo)向功能。
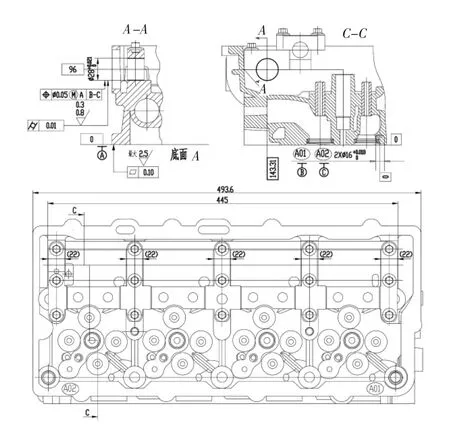
圖2 凸輪軸孔技術(shù)要求
2 NGD3.0缸蓋凸輪軸孔加工方式
2.1 凸輪軸孔的技術(shù)要求
凸輪軸孔產(chǎn)品圖樣要求如圖2所示,加工定位基準(zhǔn)為缸蓋底面基準(zhǔn)A,底面兩定位銷孔基準(zhǔn)B、C,總長為445 mm,直徑為,表面粗糙度為Ra0.3~0.8 μm,圓柱度為0.01 mm,位置度為φ0.05 mm。
自然景觀是不可移動的旅游資源,觀賞石是可流動的旅游景觀,通過加工、包裝,將成為獨(dú)具特色的旅游紀(jì)念品、旅游工藝品、特色收藏品,也是寶貴的地質(zhì)科普陳列品。
凸輪軸孔在缸蓋上的半圓部分半精加工完成后,將軸蓋把合在安裝面上,并用螺栓擰緊,使之成為一個整體,是一組等徑五檔孔。該孔加工主要有以下特點(diǎn):
1)材質(zhì)為鑄鋁合金,特點(diǎn)是傳熱系數(shù)高,線膨脹系數(shù)大,在加工過程中會大量吸收切削熱,使工件發(fā)生熱變形,而且鋁合金硬度和熔點(diǎn)都較低,因此加工過程中切屑容易與刀具發(fā)生“膠焊”或粘連,形成積屑瘤。
2)軸蓋合成后,毛坯余量不均,內(nèi)孔及端面非常不規(guī)則,易造成刀具的振動。
3)NGD缸蓋凸輪軸孔無軸瓦,當(dāng)凸輪軸孔加工不能滿足要求時,只能報廢缸蓋,需要保證成品率。
4)凸輪軸孔的長徑比達(dá)15,等徑五檔孔屬典型的深孔斷續(xù)加工。
5)孔徑是細(xì)長的,切削刀桿也是細(xì)長的,加工時易發(fā)生撓曲變形,需要支撐加強(qiáng)刀桿的剛度,但由于NGD3.0缸蓋的結(jié)構(gòu)限制,無法在缸蓋中間增加支撐。
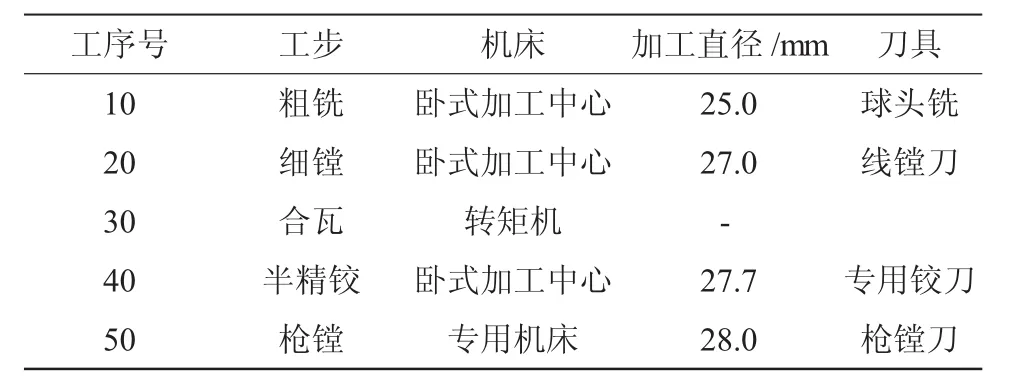
表1 凸輪軸孔加工工藝
2.2 凸輪軸加工工藝分析
考慮NGD缸蓋凸輪軸孔的結(jié)構(gòu)特點(diǎn),及參考傳統(tǒng)凸輪軸的加工工藝,NGD3.0缸蓋加工工藝采取臥式加工中心進(jìn)行粗加工、半精加工,組合機(jī)床進(jìn)行精加工的加工工藝如表1所示。
工序10、工序20、工序30與傳統(tǒng)的加工工藝沒有區(qū)別,本文不做重點(diǎn)介紹,著重介紹凸輪軸半精加工工序40和工序50,該序?qū)儆诤贤吆蟮陌刖庸ず途庸すば颍苯記Q定凸輪軸孔的加工質(zhì)量。
2.3 凸輪軸孔的半精鉸加工
1)技術(shù)方案。凸輪軸孔半精加工工序40,其需要去除軸蓋把合變形、切削余量不均勻等因素的影響,保證精加工凸輪軸孔加工余量均勻。同時考慮缸蓋長度較長,立式加工中心行程不夠,所以選擇“高速臥式加工中心+保壓夾具+專用刀具”的工藝方案。
2)機(jī)床、夾具。機(jī)床選用豐田FH63S高速臥式加工中心,最高轉(zhuǎn)速12 000 r/min,雙托盤交換式。夾具為保壓夾具,工件姿態(tài)正放,凸輪軸孔軸線與機(jī)床主軸平行,定位使用缸蓋底面和底面2×φ16H7定位銷孔,夾緊點(diǎn)為進(jìn)、排氣面內(nèi)氣道。
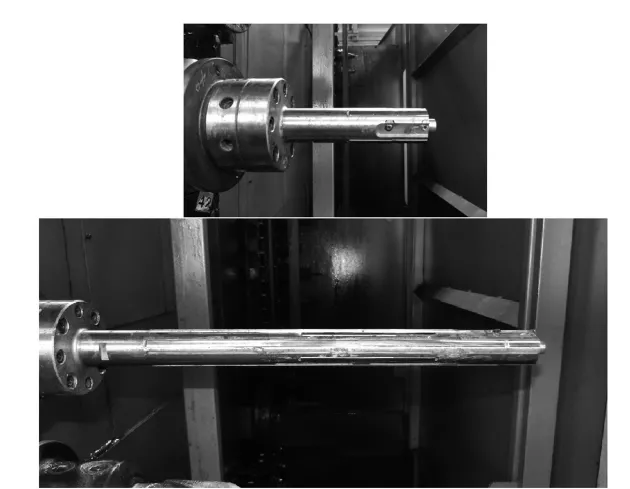
圖3 凸輪軸半精加工刀具
3)刀具。專用非標(biāo)自導(dǎo)向鉸刀,與機(jī)床主軸接口為BT50,刀具如圖3所示,刀具分為兩把,一把短鉸刀,一把長鉸刀,刀具上帶有導(dǎo)向條,可以使用已加工過的孔進(jìn)行導(dǎo)向,保證孔的同軸度。
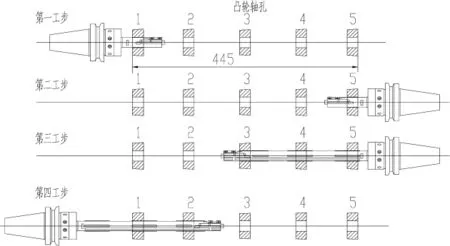
圖4 凸輪軸半精加工工步圖
4)切削過程。其切削工步[3]如圖4所示,先采用短凸輪軸孔鉸刀,加工凸輪軸孔1;工作臺轉(zhuǎn)位,加工凸輪軸孔5;之后換長凸輪軸孔鉸刀,以凸輪軸孔5導(dǎo)向,加工凸輪軸孔3、4;工作臺轉(zhuǎn)位,以凸輪軸孔1導(dǎo)向,加工凸輪軸孔2。
2.4 凸輪軸孔的槍鏜加工
1)技術(shù)方案。基于凸輪軸孔長徑比大于15,長度為445 mm,圓柱度要求很高;標(biāo)準(zhǔn)立、臥式加工中心行程不夠;鏜刀桿的導(dǎo)向裝置布置及刀桿自身強(qiáng)度;組合機(jī)床相關(guān)切削參數(shù)可調(diào)整范圍大、節(jié)拍快,確定“組合機(jī)床+液壓夾具+專用槍鏜刀具”的工藝方案。
2) 機(jī)床、夾具。機(jī)床為組合機(jī)床,如圖5所示,機(jī)床單面臥式布置,由機(jī)床底座、夾具、滑臺、鏜頭、鏜桿、刀具、排屑裝置、液壓站、電氣柜等組成。其中系統(tǒng)采用西門子802DC數(shù)控系統(tǒng),進(jìn)給電動機(jī)為伺服電動機(jī),濕式加工,自動排屑,鏜頭采用德國標(biāo)準(zhǔn)DSS80通用鏜頭。

圖5 凸輪軸孔加工專用機(jī)床
夾具為推進(jìn)拉出式液壓夾具,如圖6所示,工件以缸蓋底面及2×φ16H7銷孔定位,與半精加工定位基準(zhǔn)統(tǒng)一,固定式定位銷,多點(diǎn)定位墊鐵,頂面夾緊,夾具鏜模架采用滾動式導(dǎo)套,導(dǎo)套軸承采用進(jìn)口軸承。

圖6 凸輪軸孔精加工夾具和刀具
3)刀具。專用非標(biāo)槍鏜刀,德國瑪帕刀桿配可調(diào)機(jī)夾式單刃鏜刀如圖6所示,刀片材料為金剛石(PCD),刀柄為HSK刀柄,刀具帶有內(nèi)冷卻裝置。
采用可調(diào)式單刃槍鏜刀[2]可以實(shí)現(xiàn)自導(dǎo)向多孔加工,刀桿上安裝有兩條均布的導(dǎo)向條,可以保證刀具加工中徑向跳動,也能承受由于余量不均勻引起的切削力不平衡,造成刀桿振動,且增加導(dǎo)向條后,刀桿的懸臂長度大大減小,可增加刀具的剛性。
采用HSK刀柄[3]是因?yàn)槠溴F面、端面過定位的結(jié)合形式,可以有效地提高結(jié)合剛度,接口的重復(fù)精度在3μm以下,空心短圓錐結(jié)構(gòu)有較強(qiáng)的抗扭能力。
精加工刀片采用金剛石(PCD)材質(zhì)[4],是因?yàn)槠渚哂懈叩挠捕群湍湍バ裕哂蟹浅dh利的刀刃,有很好的導(dǎo)熱性,線膨脹系數(shù)很小,摩擦因數(shù)也小,由于金剛石硬度高,表面與鋁合金親和力小,且刀具一般拋光成鏡面,不易產(chǎn)生積屑瘤,對加工孔的粗糙度也比較好。
4)切削過程。工件由人工推送到夾具中,工件落下,進(jìn)行定位和夾緊,然后加工,加工時刀具通過機(jī)床夾具上靠近主軸側(cè)的導(dǎo)向套進(jìn)行導(dǎo)向,5檔凸輪軸孔遞進(jìn)加工,上一個加工完成孔作為下一個孔加工過程中的刀具支撐,加工完成后,工件夾緊松開,工件抬起,人工將工件拉出夾具。
2.5 切削驗(yàn)證
槍鏜鑄鋁缸蓋凸輪軸孔在加工調(diào)試過程中,出現(xiàn)了以下問題:1)凸輪軸孔粗糙度超差;2)凸輪軸孔4、5有劃傷;3)圓柱度不穩(wěn)定,時有超差。
通過人、機(jī)、料、法、環(huán)進(jìn)行原因分析,查找影響因素,主要有幾個方面:1)加工過程中的鋁屑受熱粘在導(dǎo)向條上,造成對內(nèi)孔的劃傷,鋁屑排出不及時,在刀具表面形成積屑瘤。2)刀具的跳動和加工刀片的倒錐太大(超過0.01 mm),刀片凸出導(dǎo)向條太高。3)切削液的影響[5]。切削過程中,刀片與工件接觸,發(fā)生劇烈摩擦,產(chǎn)生大量的切削熱,而90%以上的切削熱需要切削液帶走,同時切屑也需要切削液帶走,如果切削液不能完成這些任務(wù),就會導(dǎo)致孔徑產(chǎn)生超差、劃傷等質(zhì)量問題。同時切削過程中,導(dǎo)向條式刀具和工件加工表面應(yīng)形成一層潤滑膜,這就要求切削液濃度和礦物油含量較高,如達(dá)不到要求,就無法形成油膜,也會出現(xiàn)粗糙度超差、加工表面拉毛現(xiàn)象。
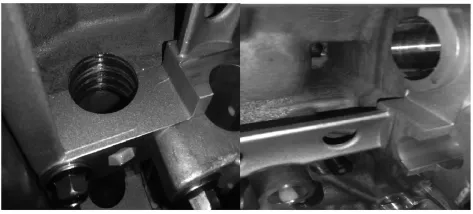
圖7 凸輪軸孔改進(jìn)前后對比圖
根據(jù)原因分析,制定改進(jìn)方案:1)增大內(nèi)冷壓力,同時增加外部冷卻,用噴槍冷卻鏜刀片加工的部位,保證鋁屑順利排出;2)機(jī)床的主軸跳動和導(dǎo)向套的跳動調(diào)整到0.01 mm以內(nèi),半精鏜刀的倒錐調(diào)整到0.005 mm,精鏜刀的倒錐調(diào)整到0.008 mm;3)更換切削鋁件專用的切削液,切削液的濃度在10%以上,同時切削液中應(yīng)含有防止鋁變色的成分和礦物油成分。
效果驗(yàn)證:通過以上措施,消除了由于切削熱產(chǎn)生的導(dǎo)向條粘屑劃傷孔的問題,保證了凸輪軸孔的粗糙度和圓柱度,改進(jìn)前后凸輪軸孔的對比如圖7所示。
3 結(jié) 語
凸輪軸孔的加工質(zhì)量對發(fā)動機(jī)來說是非常重要的,而如何達(dá)到凸輪軸孔的加工質(zhì)量,需要借鑒傳統(tǒng)的加工工藝,分析產(chǎn)品的結(jié)構(gòu)特點(diǎn),形成凸輪軸孔的最終解決方案。我公司NGD鑄鋁缸蓋凸輪軸孔半精加工使用高速臥式加工中心配專用夾具和刀具,在保證其加工質(zhì)量合格的基礎(chǔ)上,利用組合機(jī)床和帶有自導(dǎo)向、內(nèi)冷的槍鏜刀具精加工凸輪軸孔,不但保證了凸輪軸孔的加工精度,而且提升了加工效率,進(jìn)而得出了鑄鋁缸蓋凸輪軸孔加工精度可靠的工藝方法,為同行業(yè)有類似加工需求的企業(yè)提供參考。
