GW130/2500型140米高塔架制造工藝研究及控制措施
2018-08-20 03:56:16馬海德李俊宏趙立剛
風(fēng)能 2018年4期
文 | 馬海德,李俊宏,趙立剛
“十三五”期間,我國(guó)風(fēng)電開(kāi)發(fā)重心已從“三北”地區(qū)向中東部和南方低風(fēng)速地區(qū)轉(zhuǎn)移,風(fēng)力發(fā)電也從集中式向分散式演進(jìn),由金風(fēng)科技研發(fā)的適合超低風(fēng)速和復(fù)雜地形條件下運(yùn)行的GW130/2500機(jī)型140米高塔架在此背景下應(yīng)運(yùn)而生。該機(jī)型是目前國(guó)內(nèi)領(lǐng)先的風(fēng)輪直徑為130米的2.5兆瓦最高塔架,其通過(guò)采用更大長(zhǎng)度的葉片,捕獲更多風(fēng)能資源,使超低風(fēng)速且復(fù)雜地形條件下發(fā)電量顯著提升,具有更強(qiáng)的發(fā)電性能、適應(yīng)性和經(jīng)濟(jì)性。其塔筒設(shè)計(jì)段數(shù)多、鋼板厚度厚、高度高,要求必須具備良好的安全性能和優(yōu)質(zhì)的產(chǎn)品質(zhì)量,因此制造難度較大。本文通過(guò)對(duì)140米高塔架制造過(guò)程中下料尺寸控制、削薄板切割尺寸精度控制、整段筒體兩端面平行度及同軸度控制、法蘭焊合平面度及內(nèi)傾度控制、幾何尺寸控制等工藝難點(diǎn)進(jìn)行研究,制作專(zhuān)業(yè)的工藝裝備,制定具體的控制措施,經(jīng)制造現(xiàn)場(chǎng)實(shí)際驗(yàn)證及吊裝現(xiàn)場(chǎng)順利安裝證明,有效提高了塔架制造質(zhì)量。

表1 140米2.5MW塔架基本數(shù)據(jù)表

表2 塔架連接法蘭明細(xì)表
塔架概述
一、項(xiàng)目概述
試驗(yàn)機(jī)組塔架項(xiàng)目地點(diǎn)位于新疆達(dá)坂城,本次共安裝1臺(tái),采用的是2.5MW風(fēng)力發(fā)電機(jī)組,該機(jī)組采用的是金風(fēng)科技140米輪轂高度柔性塔架。
二、塔架基本參數(shù)
140米輪轂高度塔架采用錐形鋼圓筒結(jié)構(gòu)形式,分7段組成。塔架底部法蘭為鍛造T型法蘭,塔架段與段之間及塔架與機(jī)艙的連接采用高強(qiáng)度螺栓連接。塔架的底部配有一扇門(mén),能使外部空氣進(jìn)入塔架內(nèi),同時(shí)具有防沙、防雨、防蚊蟲(chóng)、防盜的功能。塔架內(nèi)部設(shè)置多個(gè)平臺(tái),并設(shè)計(jì)有內(nèi)部爬梯和升降機(jī),各平臺(tái)都有照明裝置和應(yīng)急照明裝置。塔架基本數(shù)據(jù)如表1、表2所示。
塔架制造工藝流程簡(jiǎn)介
風(fēng)電塔架制造通用工藝流程,如圖1所示。
140米高塔架制造難點(diǎn)分析及控制措施
140米柔性塔架是金風(fēng)科技專(zhuān)門(mén)為超低風(fēng)速和復(fù)雜地形條件下設(shè)計(jì)的一款塔架產(chǎn)品,其優(yōu)勢(shì)在于輪轂高度達(dá)到140米以上,具有輪轂高度高、塔架頻率低、阻尼小,其設(shè)計(jì)采用先進(jìn)的控制算法使得140米柔性塔架相對(duì)同等高度剛性塔架重量減輕31.84%,成本節(jié)約近40%,標(biāo)態(tài)下發(fā)電量提升12.3%。因其高度高,段數(shù)多,底部塔筒鋼板較厚,因而制造難度很大,主要工藝難點(diǎn)及控制措施如下。
一、塔筒整體高度控制
(一)制造難點(diǎn)
塔架在焊接過(guò)程中會(huì)產(chǎn)生焊接收縮,鋼板厚度越大,熱輸入越大,收縮量將越大,焊接收縮量累計(jì)會(huì)導(dǎo)致筒體焊后整體高度減小,影響塔架輪轂高度,因此需嚴(yán)格控制收縮變形。
(二)原因分析
按照《金風(fēng)MW級(jí)塔架技術(shù)條件》要求,塔段高度允許偏差為±10mm、塔架總高允許偏差±50mm。塔筒筒節(jié)間環(huán)縫的焊接在內(nèi)側(cè)按照鋼板厚度的不同,需要進(jìn)行3~5層的多層焊接,外側(cè)用碳弧氣刨進(jìn)行清根后進(jìn)行焊接,焊接次數(shù)多,焊接電流大,焊接溫度高,鋼板在焊縫及熱影響區(qū)域的溫度較高,在焊接完成后鋼板會(huì)產(chǎn)生冷卻收縮,鋼板越厚熱輸入越大,產(chǎn)生的冷卻收縮越大,塔架總共有58道環(huán)縫,收縮量累計(jì)使塔架總高減小約80~100mm,偏差值超出技術(shù)規(guī)范要求。
(三)控制措施
為有效補(bǔ)償焊接收縮量,一方面,對(duì)每一筒節(jié)下料編程(定料時(shí)予以考慮),單節(jié)筒節(jié)高度方向根據(jù)不同板厚留0.8~1.3mm的焊接收縮余量,具體見(jiàn)表3所示;另一方面,在焊接過(guò)程中嚴(yán)格控制焊接參數(shù)和焊接順序,減小收縮量。
二、削薄板切割尺寸精度控制
(一)制造難點(diǎn)
28mm厚鋼板在坡口削薄加工處理后,削薄一側(cè)長(zhǎng)度方向尺寸偏小8~10mm,造成兩筒節(jié)對(duì)接錯(cuò)邊量超差。
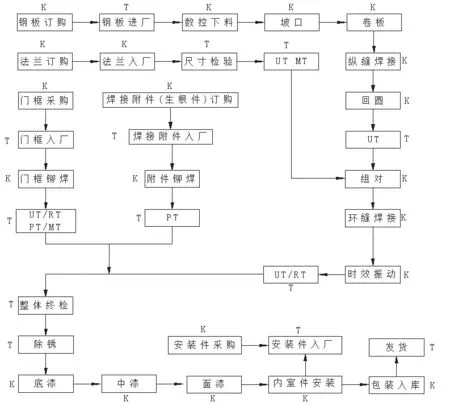
圖1 風(fēng)電塔架制造工藝流程簡(jiǎn)圖
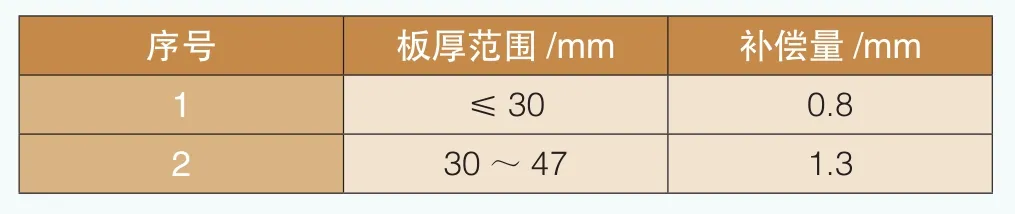
表3 筒節(jié)高度焊接收縮量
(二)原因分析
按照《金風(fēng)MW級(jí)塔架技術(shù)條件》要求,所有筒體上鋼板厚度差≥4mm的不同壁厚鋼板對(duì)接時(shí),應(yīng)以不大于1:4的錐度平滑過(guò)渡(即將較厚板削薄)。140米塔架第7段塔筒筒節(jié)布置如圖2所示。
其中T7-8與T7-9板厚分別為15mm和28mm,兩鋼板對(duì)接時(shí)采用的坡口形式如圖3所示。
在塔架制作過(guò)程中一般采用火焰切割的方法加工對(duì)接坡口,切割時(shí)由于切割面及切割面附近區(qū)域溫度高達(dá)3000多度,受加熱區(qū)域的材料迅速膨脹,但因周?chē)鷾囟容^低,此時(shí)受加熱區(qū)域受壓縮應(yīng)力,隨著加熱溫度的提高,壓縮應(yīng)力不斷增大,當(dāng)超過(guò)材料的屈服極限便產(chǎn)生了塑性變形,當(dāng)停止切割時(shí)金屬冷卻收縮,結(jié)果加熱區(qū)金屬纖維比原先短。這樣就使得較厚板在削薄一側(cè)長(zhǎng)度尺寸縮短,造成兩筒節(jié)對(duì)接時(shí)錯(cuò)邊量嚴(yán)重超差。
(三)控制措施
為有效解決此問(wèn)題,在下料編程時(shí),給T7-9下口直徑增加補(bǔ)償量,即將下口直徑增大2.8mm。經(jīng)過(guò)生產(chǎn)實(shí)際驗(yàn)證,該方法有效可行。
三、整段筒體(多段筒節(jié))兩端面平行度及同軸度超差控制
(一)制造難點(diǎn)
140米塔架底部塔筒鋼板厚度較厚,按照焊接工藝要求,焊接坡口為X型坡口,在組對(duì)時(shí)用CO2氣體保護(hù)在外側(cè)進(jìn)行打底定位焊接,產(chǎn)生焊接收縮,兩筒節(jié)的組對(duì)間隙在焊接位置的180°角度組對(duì)間隙會(huì)變大,在組對(duì)焊接完成1/4的周長(zhǎng)以后,組對(duì)間隙調(diào)整難度較大,組對(duì)間隙過(guò)大及間隙不均勻,就會(huì)造成整段塔筒平行度和同軸度的超差。
(二)原因分析
按照《金風(fēng)MW級(jí)塔架技術(shù)條件》要求,整段筒體兩端面平行度和同軸度測(cè)量如圖4所示,測(cè)量A1A2、B1B2、C1C2、D1D2所有數(shù)據(jù)差值≤3mm,A1C2、B1D2、C1A2、D1B2所有數(shù)據(jù)差值≤3mm,組對(duì)間隙的均勻與否是保證整段筒體兩端面平行度、同軸度的關(guān)鍵,而塔架第一、二段塔筒鋼板厚度為47~34mm,需要開(kāi)X型焊接坡口,在外側(cè)組對(duì)定位焊接時(shí)如果將筒節(jié)自由放置在組對(duì)滾輪架上,會(huì)產(chǎn)生焊接收縮,焊接位置外部受力,筒節(jié)的組對(duì)間隙就會(huì)發(fā)生變化,控制起來(lái)困難,間隙超標(biāo)后進(jìn)行調(diào)整需要將定位焊點(diǎn)全部磨開(kāi),工作量很大。
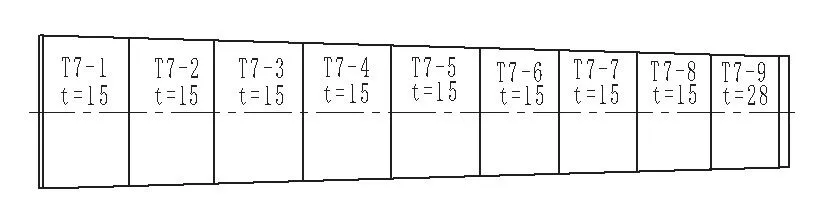
圖2 第七段塔筒筒節(jié)布置圖
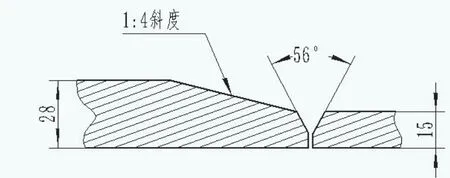
圖3 鋼板對(duì)接坡口形式
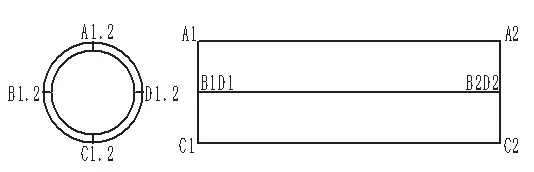
圖4 整段筒體兩端面平行度、同軸度測(cè)量示意圖
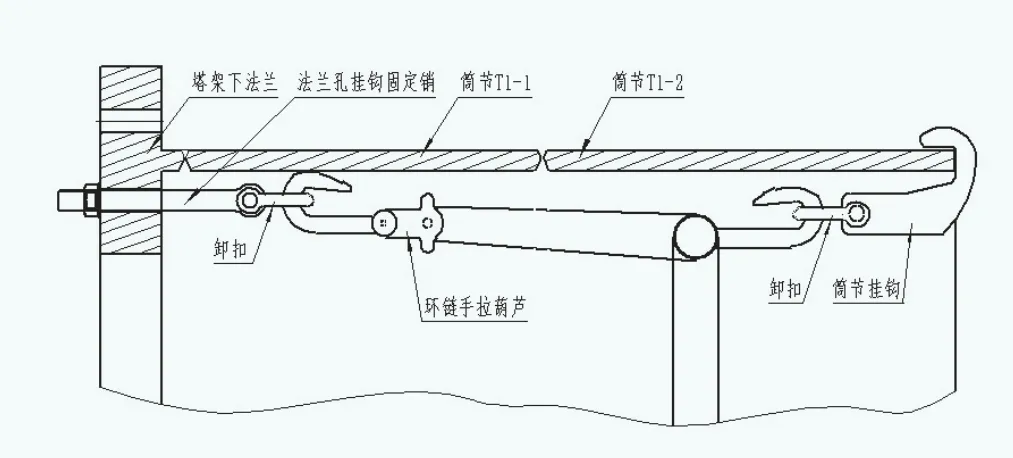
圖5 組對(duì)間隙調(diào)整拉緊裝置示意圖
(三)控制措施
制作專(zhuān)用法蘭孔掛鉤固定銷(xiāo)和筒節(jié)掛鉤,分別固定在法蘭和筒節(jié)上,用環(huán)鏈?zhǔn)掷J進(jìn)行拉緊(見(jiàn)圖5),在焊接位置的90°和180°分別固定一組拉緊裝置,在焊接過(guò)程中對(duì)組對(duì)間隙隨時(shí)進(jìn)行調(diào)整,保證組對(duì)間隙均勻,經(jīng)過(guò)生產(chǎn)實(shí)際檢驗(yàn),該措施能夠有效控制組對(duì)間隙,保證筒體兩端面的平行度和同軸度。
四、法蘭焊合平面度、內(nèi)傾度超差
(一)制造難點(diǎn)
風(fēng)力發(fā)電塔架制造過(guò)程中,由于法蘭與筒體組對(duì)時(shí),間隙過(guò)大或者法蘭放置不平,在焊接過(guò)程中法蘭面極易出現(xiàn)“波浪變形”,連接法蘭與筒體組焊時(shí),連接法蘭面易產(chǎn)生外翻的“角變形”,兩者都會(huì)造成法蘭面焊接后平面度、內(nèi)傾度、橢圓度超標(biāo)。
(二)原因分析
按常規(guī)的焊接工藝順序是先焊接完內(nèi)側(cè),然后在外面清根,再焊接外側(cè)。焊接過(guò)程中焊縫和焊縫附近的法蘭脖頸處溫度很高,受熱迅速膨脹。當(dāng)焊縫溫度逐漸冷卻時(shí),連接法蘭因厚度較厚,剛度較大,與焊縫冷卻速度不一致,法蘭熱影響區(qū)溫度冷卻緩慢,導(dǎo)致焊縫區(qū)域在冷卻時(shí)產(chǎn)生的收縮應(yīng)力無(wú)法抵消;法蘭因熱影響區(qū)受熱而產(chǎn)生膨脹應(yīng)力,從而使遠(yuǎn)離焊縫區(qū)的法蘭面內(nèi)側(cè)形成外翻。
(三)控制措施
由于連接法蘭面要求“內(nèi)傾外平”,安裝時(shí)能給予所連接的高強(qiáng)度螺栓相應(yīng)的預(yù)緊力,因此法蘭不允許出現(xiàn)外翻,如圖6所示。
由于焊縫坡口為內(nèi)側(cè)坡口,要解決法蘭外翻,必須嚴(yán)格按照焊接工藝分層交替施焊的方法,并且焊接時(shí)要求次道焊縫最好一次完成,中間不需間斷,保持受熱均勻,頂法蘭焊接順序如圖7所示,焊接參數(shù)如表4。
五、數(shù)據(jù)檢驗(yàn)結(jié)果分析
運(yùn)用上述工藝制造的新疆達(dá)坂城140米高塔架,塔段平行度、同軸度檢驗(yàn)數(shù)據(jù)見(jiàn)表5,平行度A1A2、B1B2、C1C2、D1D2的相對(duì)差值最大值為2mm,同軸度A1C2、B1D2、C1A2、D1B2的相對(duì)差值最大值為2mm,技術(shù)規(guī)范要求≤3mm;焊后法蘭平面度、內(nèi)傾度檢驗(yàn)數(shù)據(jù)見(jiàn)表6,均在技術(shù)規(guī)范要求范圍內(nèi);塔架高度檢驗(yàn)數(shù)據(jù)見(jiàn)表7,塔段高度最大偏差為-3mm、塔架總高度偏差為-10mm,高度值控制很精確。通過(guò)以上數(shù)據(jù)分析,全部符合金風(fēng)《Q/QW 202002-2017風(fēng)力發(fā)電機(jī)組塔架技術(shù)條件 》要求,塔架在吊裝現(xiàn)場(chǎng)安裝非常順利。
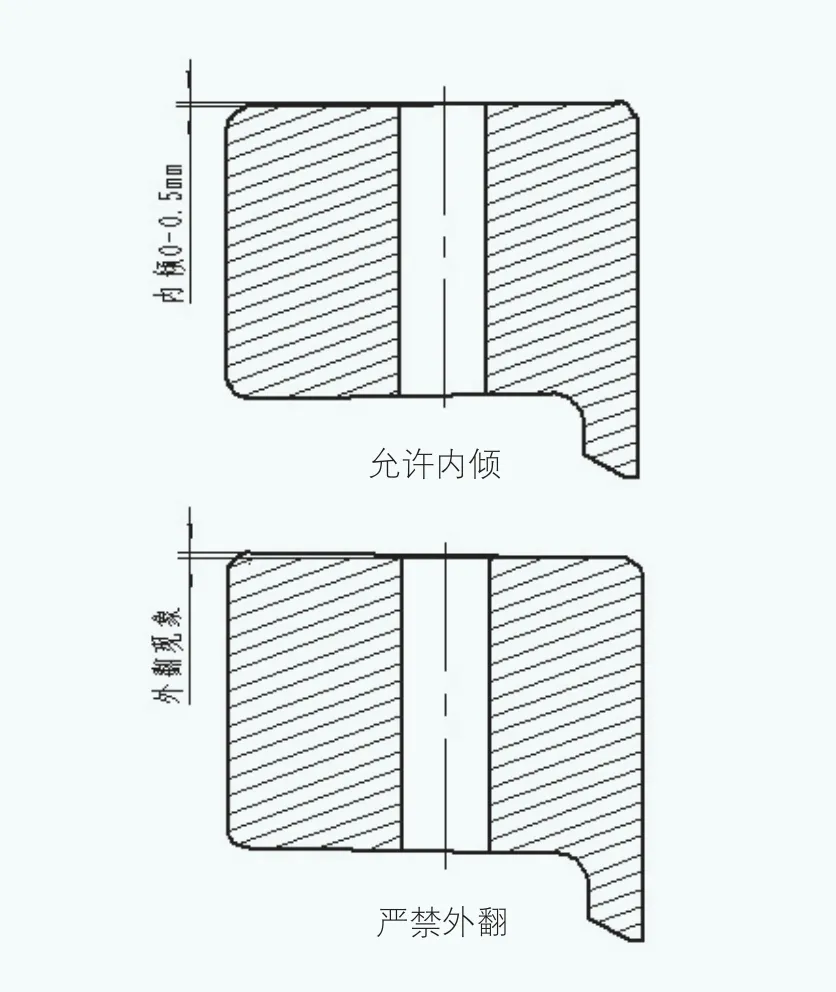
圖6 法蘭焊接后出現(xiàn)的情況
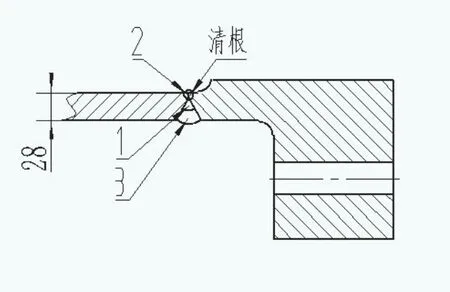
圖7 頂法蘭與筒體焊接順序示意圖
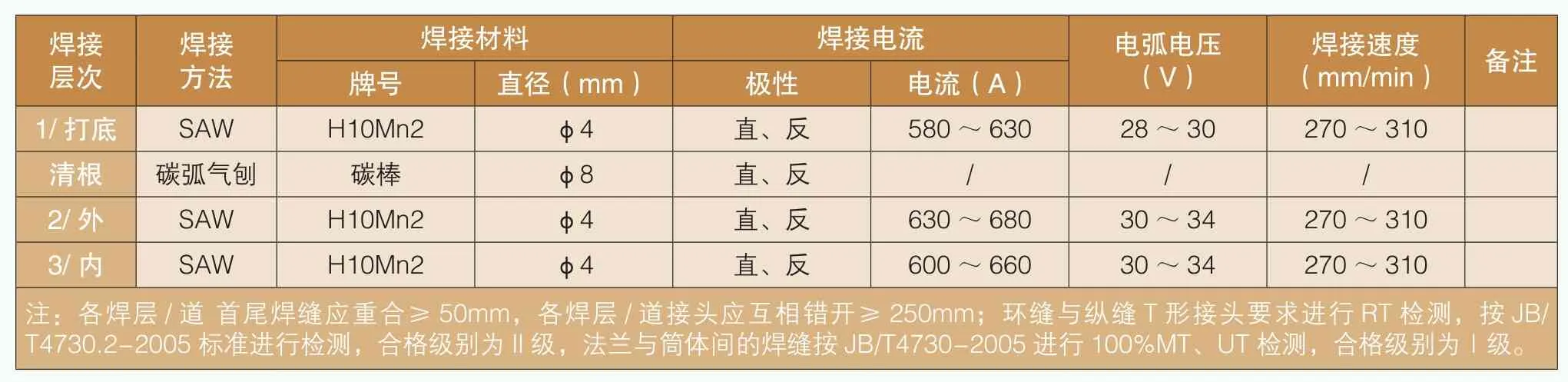
表4 頂法蘭與筒體焊接參數(shù)表

表5 140米高塔架塔段平行度、同軸度檢驗(yàn)表
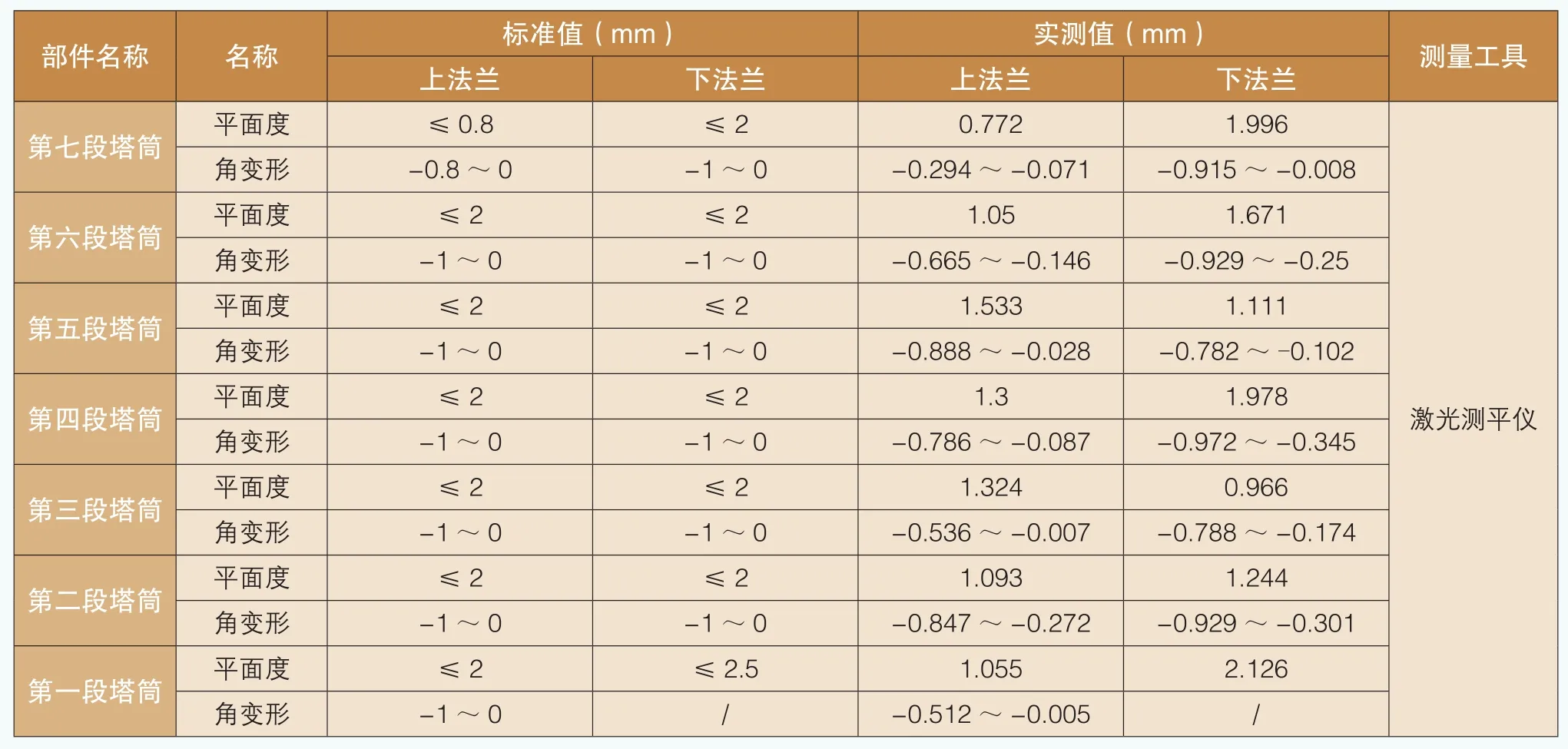
表6 140米高塔架焊后法蘭平面度、內(nèi)傾度檢驗(yàn)表

表7 140米高塔架高度檢驗(yàn)表

圖8 塔段平行度、同軸度檢驗(yàn)圖

圖9 塔架焊后法蘭平面度、內(nèi)傾度檢驗(yàn)圖

圖10 塔架現(xiàn)場(chǎng)吊裝圖
結(jié)論
本文在傳統(tǒng)工藝的基礎(chǔ)上,制定了下料尺寸補(bǔ)償量、設(shè)計(jì)制作了組對(duì)間隙調(diào)整拉緊裝置、調(diào)整了法蘭環(huán)縫焊接次序,經(jīng)實(shí)踐證明,很好地控制風(fēng)力發(fā)電塔架制造過(guò)程中的組對(duì)間隙、法蘭面平面度、內(nèi)傾度及整段筒體兩端面的平行度、同軸度、塔架高度。本文制定的工藝措施簡(jiǎn)單有效,制作的工裝切實(shí)可行,有效地控制了塔架制造質(zhì)量,值得在其他風(fēng)力發(fā)電塔架項(xiàng)目中推廣應(yīng)用。

攝影:王迎春
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
裝備制造技術(shù)(2020年1期)2020-12-25 05:18:30
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2016年5期)2016-03-16 02:20:45
