空調散熱用鋁箔鑄軋工藝問題的理論研究
2018-08-22 05:34:52尹騰
世界有色金屬 2018年11期
關鍵詞:深度
尹 騰
(乳源瑤族自治縣陽之光親水箔有限公司,廣東 韶關 512700)
國內家用電器中,空調已經成為一種不可或缺的產品.優質高效的生產空調器用鋁箔是促進空調產業發展的一個有效措施.常規空調用鋁箔主要DC、CC兩種生產工藝,其中工藝加工復雜,成材率低,市場工業化生產主要采用CC(連續鑄軋)方式生產。合金系列有3102,8011,1200等多種,其中最廣泛使用的是3102合金。本論文將就鑄軋用3102合金的鑄軋生產工藝進行探討。通過解決鑄軋生產中的常見缺陷,提高產業成熟度。
1 工藝研究
澆注溫度和鑄軋速率匹配性研究。鑄軋過程中,澆注溫度和鑄軋速率會直接影響帶材的成型以及性能。澆注溫度變化,會導致鋁合金熔液的過熱度變化,間接地影響軋輥與熔池之間的換熱系數,從而影響熔池內部的溫度場和流場。鑄軋速率的不同會直接影響輥/帶界面的熱流密度。

圖1 不同澆注溫度條件下中心對稱面的溫度分布(熱成像儀監測數據)
澆注溫度分別為670℃、680℃、690℃和700℃時,如圖1所示:隨著鋁熔體澆注溫度的提高,鋁帶坯的整體溫度略有提高,液相線(830℃)位置向熔池出口處移動。由于最終凝固點的變化直接促進了液穴的深度的變化。如圖2所示,液穴深度隨著澆注溫度的提高而逐漸增加。當澆注溫度為670℃時,液穴深度為6.9mm;當澆注溫度為為680℃時,液穴深度為7.2mm;當澆注溫度為690℃時,液穴深度為7.5mm;當澆注溫度為700℃時,液穴深度為8.1mm。根據計算的理論區間,當澆注溫度為690℃時,可以作為鑄軋速率為1.0m/min的最優澆注溫度。當澆注溫度低于690℃時,可能會導致“軋卡”現象;或者鑄帶橫向溫度分布不均,產生裂紋缺陷。澆注溫度高于690℃時,鑄軋區深度將會超過計算區間的上線,會導致鋁熔液出了鑄造區還沒完成凝固就進入軋制區,從而形成“跑湯”現象。

圖2 鑄軋速度為1.0 m/min時,不同澆注溫度條件下液穴深度
2 澆注溫度和鑄軋速率對晶粒尺寸的影響
晶粒細化是提高鋁及鋁合金板帶材強度和韌性的重要手段之一,是改善鋁材質量的重要途徑。不同的鑄軋速率和澆注溫度條件對鑄軋帶坯晶粒組織產生不同的影響。圖3展示了在鑄軋速0.8m/min,1.0m/min,1.2 m/min板坯橫截面晶粒組織形貌。從圖中可以看出,包含了三種晶粒結構:靠近軋輥的Ⅰ區域激冷區,由細小的等軸晶組成;具有一定傾斜度的Ⅱ區域柱狀晶區;以及由一些被拉長壓扁柱狀晶和等軸晶Ⅲ區域混合晶區。

圖3 常規鑄軋鋁合金板材顯微組織形貌
當鋁熔體與軋輥表面接觸時,會引起不均勻形核及大部分晶粒任意方向分布。激冷區域的晶粒會緊貼近軋輥表面,不會產生相對滑動。而伴隨著大量的熱量傳遞(即熱量從鋁熔液傳遞到軋輥,然后被軋輥內通的循環冷卻水帶走),晶體會沿著與熱流流動相反的方向生長,并且在軋輥的軋制力作用下(軋制力分為凈水壓力和剪切力),晶粒被壓扁,并且沿著軋輥剪切面方向傾斜。從而形成了傾斜度的柱狀晶區。然而,中心區域晶粒形貌的形成有一些不同理論,主體認為形成這個區域的一個重要的因素是在結晶過程中枝晶壁末端被鋁熔液熔化,在熔體最后凝固的過程中成為了新的形核點,因此達到了晶粒細化的效果,并且剪切應力隨著距離軋輥表面距離的增加而逐漸減弱,最終形成了有等軸晶和被拉長的柱狀晶組成的混合晶區域。
晶體的形核和生長與過冷度有直接關系,如圖4所示。伴隨著過冷度的升高,形核率和長大速率都是先增大后減小。增加過冷度的方法主要有:通過降低澆注溫度從而降低鑄軋輥溫度;另外,隨著鑄軋速度的降低,會導致液穴長度的減小,即減小了鑄造區的長度,使得鋁熔體凝固時的過冷度ΔT增加。因此,降低澆注溫度,減小鑄軋速度都可以增強過冷度。結合本實驗的三種鑄軋坯橫截面的晶粒尺寸分布情況,鑄軋速率1.2m/min,澆注溫度670℃ 和鑄軋速為1.0m/min,澆注溫度690℃晶粒尺寸都小于鑄軋速率0.8m/min,澆注溫度700℃時的晶粒尺寸。
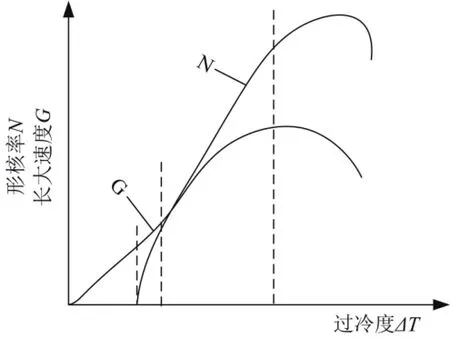
圖4 金屬凝固時形核率、長大速率與過冷度的關系
3 結語
澆注溫度與鑄軋速度是空調鋁箔用材料鑄軋生產過程中的重要參數,與跑湯等工藝缺陷密切相關,同時更與晶粒組織密切相關,因此在生產中需要進行良好的匹配。
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57
