基于綜框任意升降的隨機織物設計方法
2018-08-23 09:48:26敖利民
紡織學報 2018年8期
敖利民, 唐 雯
(1. 嘉興學院 材料與紡織工程學院, 浙江 嘉興 314001; 2. 嘉興學院 商學院, 浙江 嘉興 314000)
經緯交織機織物的織造,引入緯紗時經紗的開口控制有2種方式:一種是將經紗分為若干組,每組經紗分穿在同一片綜框的綜絲上,在凸輪、連桿或多臂等開口機構的控制下,隨綜框作升降運動;另一種是每根經紗單獨控制,在提花開口機構的控制下作升降運動[1]。綜框分組控制經紗運動,分組越多,即綜框的片數越多,經緯交織規律越復雜,可織造的織物組織就越復雜。
按照構造好的織物組織控制上機織造時,交織規律具有明確的循環特征,即經過一定次數的緯紗引入(1個緯紗循環)后,綜框運動規律開始重復、循環,在織物表面形成規律性的織紋(或花紋)。這就引出了一個問題:織物織造時,如果每引入1根緯紗所有綜框形成梭口的升降是隨機的,織物交織也就是不循環的,將會交織出什么樣的織物呢?本文研究即以實現經緯交織時經紗運動的二進制特征為基礎,探討經緯交織無重復規律織物的織造控制方法,并對其交織特征進行分析。
1 織物組織二進制表達與提綜狀態集
1.1 織物組織的二進制表達
采用綜框控制經紗運動,在經紗形成梭口時,各片綜框的狀態只有2種:在上或在下。綜框在上時,其所控制的經紗處于梭口的上層;綜框在下時,其所控制的經紗位于梭口的下層。綜框的這種運動特點具有二進制特征,因而可用二進制表示綜框的運動狀態:綜框在上時,用二進制狀態“1”表示;綜框在下時,用狀態“0”表示[2]。采用n片綜織造,在引入1根緯紗形成梭口時,有些綜框在上,有些在下,每片綜框的二進制狀態(1或0),按綜框從機前到機后(或從機后到機前)的排列次序排列起來,就形成一個n位二進制數,即引入1根緯紗時,所有綜框的狀態可用一個n位二進制數來表示。將這些二進制數按引緯次序排列起來,就構成了描述經緯交織規律的二進制數組。不難理解,數組中二進制數的數量,即為織物組織循環的緯紗循環數。同理,采用單根經紗控制的織造,經緯交織規律也可采用該種方法表示,但相應的二進制數位數及其形成的數組中二進制數的個數要大得多,尤其是織制的花紋圖案復雜的時候。
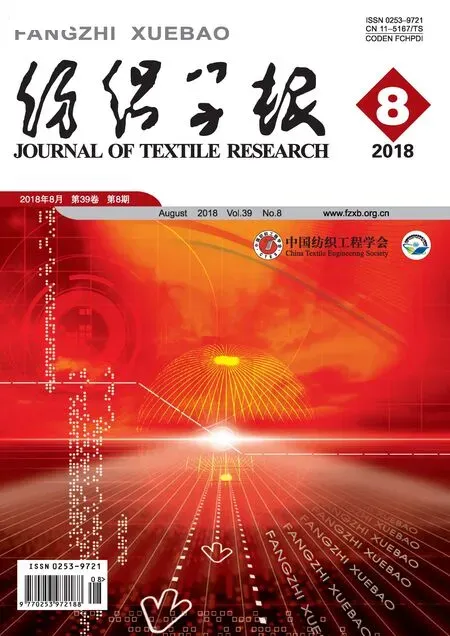
用二進制數表示引入1根緯紗時各綜片的提綜狀態,二進制數組表示經緯紗交織組織循環,簡單而直觀,實現了織物交織規律表示的數字化[3]。對于一些交織規律不是很復雜的織物,如用1組經紗、 1組緯紗交織織造的織物,二進制數組表達的經緯交織規律,在穿綜方法采用順穿時,與織物組織圖具有簡單的對應性。因為用織物組織圖表達經緯交織規律,本身就有二進制特征:在組織圖中,用帶有×、○、●、▲、■等符號的方格表示經組織點,相當于二進制的1;用空白方格表示緯組織點,則相當于二進制的0。圖1示出5枚3飛緯面緞紋的組織圖及其對應的二進制數組。該組織的經、緯組織循環數均為5,織造該織物需要5片綜,織入5根緯紗后完成一個完整的組織循環,每一橫行表示引入1根緯紗時各片綜框的狀態,在上或在下。
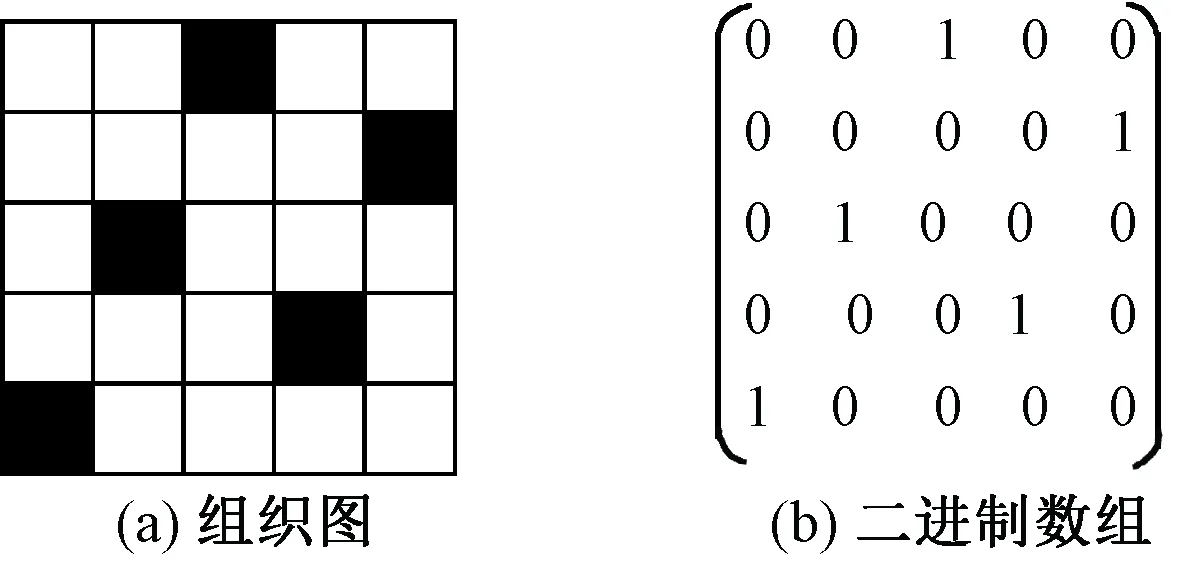
圖1 5枚緯面緞紋組織圖與其對應二進制數組Fig.1 Weave pattern(a)and corresponding binary array(b)of five-shaft weft stain
二進制數組由組織圖直接對應而來,組織圖有5行,則二進制數組由5個二進制數組成,組織圖有5列,則每個二進制數有5位,每個數位的值,當對應組織點為經組織點時為1,對應組織點為緯組織點時為0。二進制數組也可直接表示為(00100,00001,01000,00010,10000)[4-5]。用二進制數組表示織物組織,之所以采用自上而下、自左而右的方式,只是因為對應轉換方便。
織物組織的二進制表示的逆轉化應用,可將任何二進制數組轉化為織物組織,這既可用于織物組織二進制表示的還原,也可將任意可表達為二進制數組的數字、字符信息轉化為織物組織,賦予織物組織表達隱含信息的功能[3]。
1.2 有效提綜狀態集
采用綜框控制經紗運動,每片綜框都有且只有在上和在下2種狀態,每次經紗開口時對應的二進制數,都有1和0這2種可能。這樣,n片綜可形成的提綜開口狀態就有2n種。在這2n種可能中,有綜框全部在上和綜框全部在下2種狀態,用二進制表示即所有數位均為1或0,這種狀態無法形成經緯交織,是無效的,其他狀態都是有效的。那么,n片綜織造時,有效的提綜狀態就有2n-2種[6-7]。
所有有效的提綜狀態可按下列方法生成:以n位二進制數0(所有數位全為0)為初始狀態,按二進制運算方法,等步長加1,直至2n-1(所有數位全為1),形成完整的n位二進制數序列,再剔除所有數位全為0和全為1的二進制數0和2n-1,即可得到n片綜織造時所有可行的二進制提綜狀態集,該集包含2n-2種有效提綜狀態。以3片綜框為例,按上述方法形成的二進制數序列及對應形成的有效提綜狀態集如圖2所示。完整的二進制序列包含8(23)個3位二進制數,而有效提綜狀態集包含去除了(000)和(111)的6(23-2)個3位二進制數。
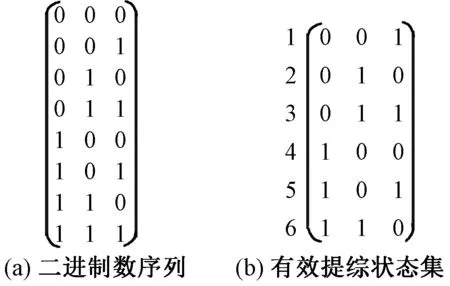
圖2 3片綜對應的二進制數序列與有效提綜狀態集Fig.2 Binary sequence (a) and effective heddles state set (b) of 3 heald frames
在實際應用中,采用3片綜織造的織物,其織物組織均是從有效提綜狀態集中抽取一定數量的提綜狀態組成的二進制數組生成,如圖3所示。斜紋組織,即是由圖2(b)所示3片綜有效提綜狀態集中的第3、6、5行所對應的二進制數組成的二進制數組生成,是提綜狀態集的一個子集,該斜紋組織也只是 3片綜可織造織物組織的一個特例。在現有的以三原組織為基礎組織構造的織物組織中,一般不會包含對應綜片數可產生的所有可能提綜狀態,因此均屬于特例組織。
圖3 斜紋組織及其對應二進制數組Fig.3 Twill weave (a) and its corresponding binary array (b)
2 隨機織物及其織造方法
2.1 隨機織物
如果在引入1根緯紗時綜框的升、降運動是隨機的,由綜框片數決定的、完整二進制序列所對應的、有意義的各種提綜狀態都有可能出現(剔除所有綜片都在上或在下狀態的無效提綜狀態),所形成織物的經緯交織就是不循環、無規律、不重復的。本文將這種由綜框隨機升降形成的無規律織物命名為隨機織物。
2.2 隨機織物的織造控制
2.2.1隨機控制織造
現代織機都有電子提綜裝置,織物交織由計算機進行提綜控制[8]。通過對電子提綜裝置進行軟硬件改造,即可實現各片綜框升降的隨機控制。由于織入1根緯紗時每片綜的升降是隨機的,可由附加的隨機裝置或隨機程序控制每片綜框的升降。在電子提綜織機上,每片綜框由一個單獨的氣缸驅動升降。采用隨機裝置或程序控制綜框升降時,每形成一次梭口時,各氣缸的運動可由一個單獨的隨機控制裝置進行控制,隨機產生1或0狀態,也可采用一個統一的隨機控制裝置或控制程序控制,隨機產生各片綜的狀態參數1或0,控制所有綜框氣缸的升降運動。
隨機控制織造需要解決的一個關鍵問題是,無效提綜狀態的檢測與剔除。

解決這個問題的方法是在綜框升降隨機控制系統中,加入提綜狀態檢測程序,即在各片綜框隨機控制裝置產生信號(升或降)后,先進行檢測,是否所有綜片控制信號一致,同為0或1,如果同為0或1,則為無效控制信號,舍棄后重新產生隨機信號;反之,執行系統開始執行開口操作。
2.2.2隨機序列控制織造
在不改變現有電子提綜系統的條件下,也可采用預先生成、輸入提綜順序隨機序列的方法,織造出隨機織物。具體做法是:先根據所用綜片數量,產生有效提綜狀態集,再按照一定的方法產生隨機序列,將之同步或間歇寫入電子提綜系統的織物組織存儲區,控制提綜織造。
隨機序列可一次產生也可分段產生。一次產生即根據所要織制的織物總長度及緯密,計算出所需引緯次數,一次性產生全部隨機序列,儲存并控制電子提綜裝置提綜織造,每次引緯,電子提綜裝置讀取一個提綜狀態。分段產生,亦即每次隨機產生包含一定數量提綜狀態的提綜狀態集,其所包含的提綜狀態的數量,與電子提綜系統所能儲存的織物組織緯紗循環數相匹配,比如,電子提綜裝置只能存儲200根緯紗循環數,則每次隨機產生的提綜狀態集即包含引入200根緯紗的提綜狀態,儲存在電子提綜裝置的織物組織存儲區,控制提綜織造。當該提綜狀態集全部讀取完后,重新產生包含同樣數量提綜狀態的提綜狀態集,寫入電子提綜裝置的織物組織存儲區,控制提綜織造。
本文提出的產生隨機序列的方法有2種:限制型隨機法和非限制型隨機法。2種方法均采用從有效提綜狀態集中隨機抽取提綜狀態,即采用概率論中的隨機抽樣方法,從有效提綜狀態集中抽取提綜狀態,直至達到要求的緯紗根數(引緯次數),形成提綜控制隨機序列。這樣做的優勢是,由于有效提綜狀態集中已剔除了無效提綜狀態,因此,可保證產生的提綜狀態集均由有效提綜狀態組成,不用再對提綜狀態的有效性進行檢測。
限制型隨機法采用概率論中非放回式抽樣方法,從有效提綜狀態集中抽取提綜狀態,每次抽取一個提綜狀態,不放回,有效提綜狀態集中所有的提綜狀態抽完后,再從一個完整提綜狀態集中繼續抽取,直至達到指定的緯紗根數,形成提綜控制序列。給定擬織入緯紗數w,按照非放回式抽樣的方法,從有效提綜狀態集中抽取w個提綜狀態,即形成控制織造用提綜序列。非限制型隨機法采用概率論中的放回式抽樣方法產生提綜控制隨機序列。給定擬織入緯紗數w,按照放回式抽樣的方法,從有效提綜狀態集中抽取w個提綜狀態,形成織造用提綜序列。抽樣產生隨機提綜序列的過程可通過編制程序實現。圖4 示出本文編制的放回式抽樣和非放回式抽樣隨機序列產生小程序。輸入綜框片數和擬織入緯紗根數,即可輸出隨機序列(提綜序列)。
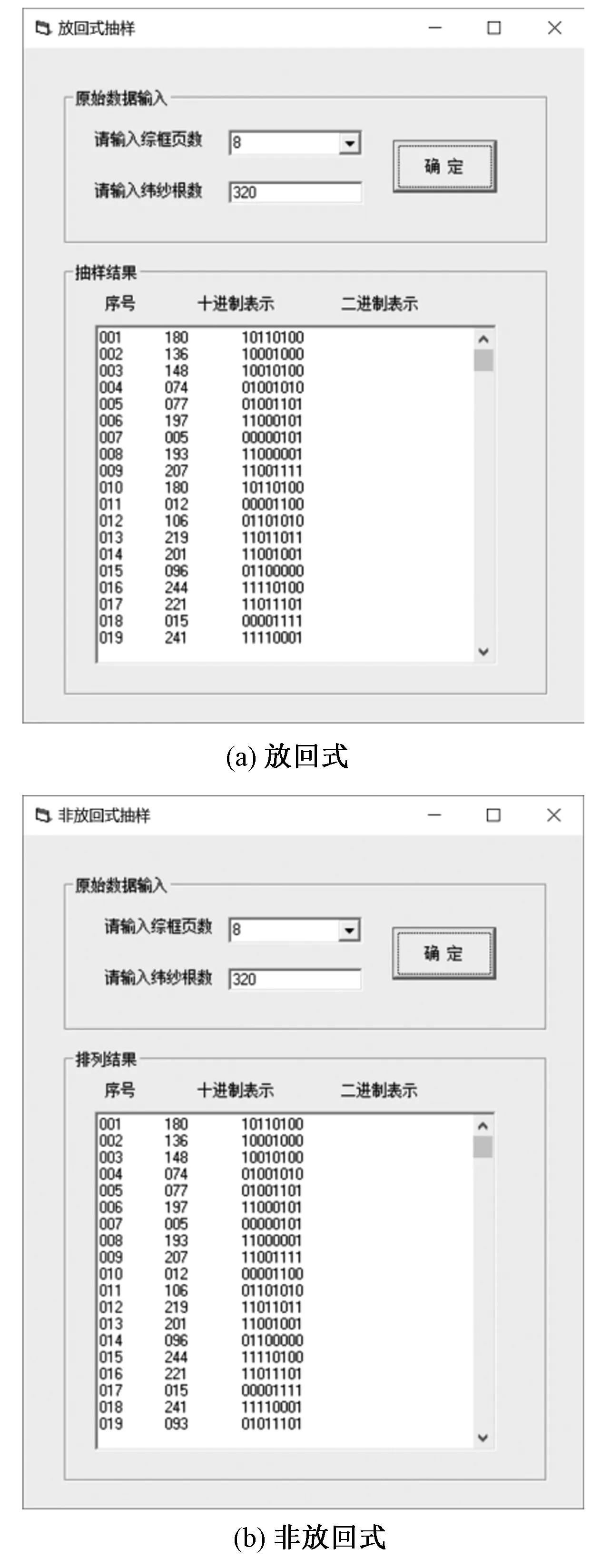
圖4 放回式抽樣和非放回式抽樣隨機序列產生程序Fig.4 Random sequence generating program of put back sampling (a) and non-return sampling(b)
3 隨機織物的交織特征
3.1 多 緯
從2種隨機序列產生方法原理可看出,限制型隨機法產生的隨機序列具有某種意義的循環性,以一個完整的有效提綜狀態集所含提綜狀態數為1個循環。在每次循環中,提綜狀態集中的每種提綜狀態都會出現且僅出現1次(被抽取1次,且僅被抽取1次),但在每個循環中,各提綜狀態的排列次序卻完全是隨機的,這也是限制型隨機命名的來源。
3.2 經緯浮長
在有效提綜狀態集中,每種提綜狀態緯紗所形成浮長是不同的,當采用n片綜織造時,最小的緯浮長為1個組織點,最大的緯浮長為n-1(二進制序列橫向連續n-1個0或1)個組織點,這使得在織物表面或反面上呈現出不同長度緯向浮長。圖5示出4片綜提綜狀態集及其對應的織物組織圖。在不同的橫行最大緯浮長為3,而最小的緯浮長為1。如組織圖的第1、2、4、8行在織物正面形成長度為3個組織點的緯浮長,在織物反面形成1個組織點的緯浮長,第7、11、13、14行在織物反面形成長度為第3個組織點的緯浮長,在織物正面形成1個組織點的緯浮長;第3、6、9、12行在織物正反面均形成長度為2個組織點的緯浮長;第5和10行在織物正反面形成的緯浮長均為1。
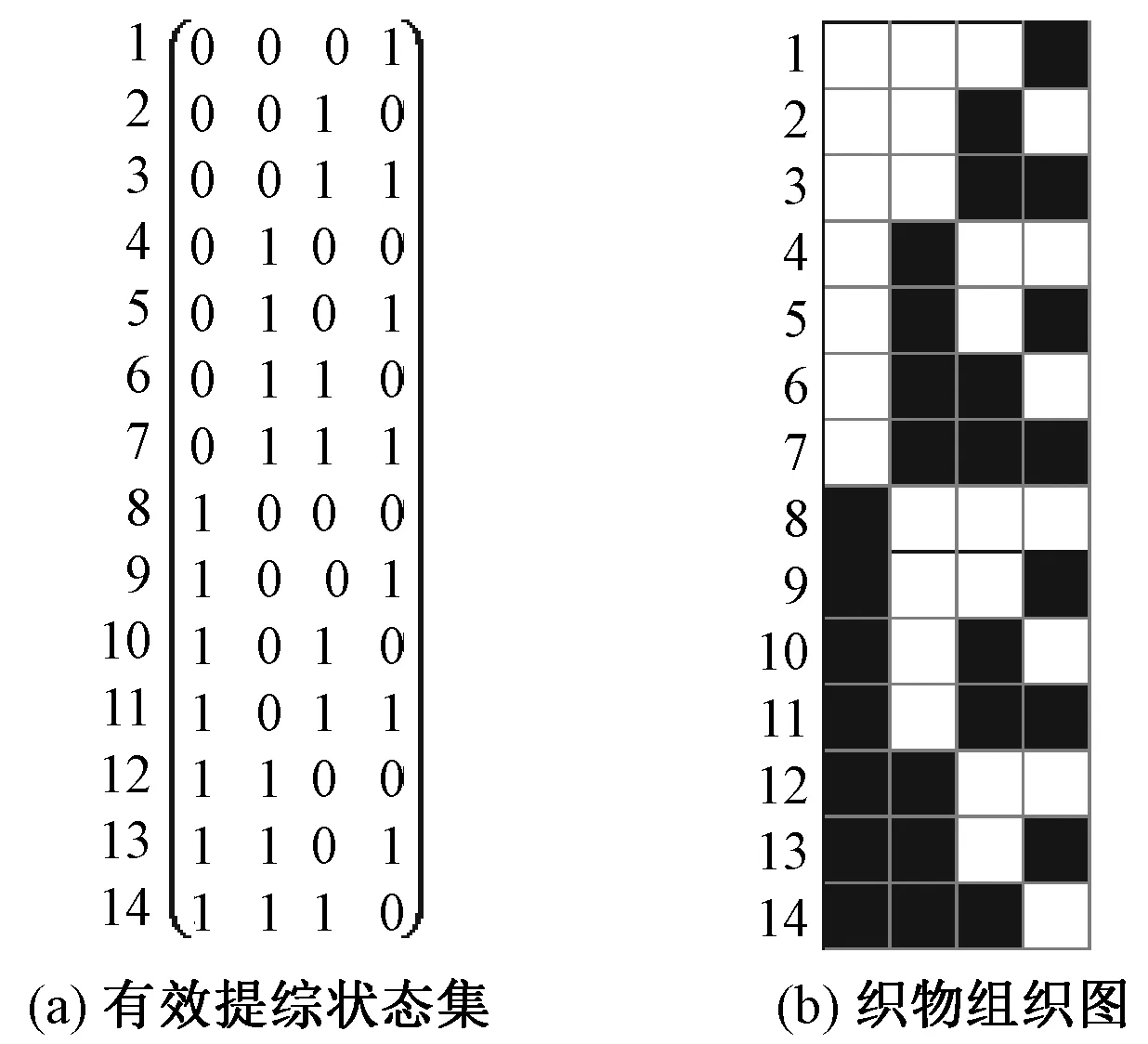
圖5 4片綜有效提綜狀態集及對應織物組織圖Fig.5 Effective heddles state set (a) of 4 heald frames and its corresponding fabric weave (b)
由此可見,較大的緯浮長是隨機織物的交織特征之一,且大的緯浮長出現的概率大于小的緯浮長。織造所用綜片數越多,最大緯浮長長度越大,各緯紗緯浮長差異也越大,意味著交織次數差異越大,導致松緊程度差異也就越大。交織次數多的緯紗張緊,而交織次數少的緯紗則較松弛,松弛的緯紗凸起,會在織物緯向形成立體條紋外觀。這種立體條紋的產生,還有利于增加織物的通透效果。張力較小的緯紗,在織物受到經向撕裂作用時,易于產生滑移,從而使撕裂三角形增大,增加撕裂強力。
一般地,出現其他長度經浮長的概率為
式中,m為經浮長所占組織點數,m<2n-1-1。
如圖5所示,對于4片綜織造而言,出現最大經浮長的情況,即為最左一片綜框的情形,最大經浮長為7個組織點,而不會再大。出現最大經浮長的概率為1/3 432,依次地出現浮長為6、5、4、3、2、1個組織點的概率分別為1/429、3/286、5/143、5/52、3/13及1/2。
由此可見,對于限制型隨機織物而言,布面上可能出現的理論最大經浮長較非限制型隨機織物要短得多,出現較大經浮長的概率也小得多。
對于支原體肺炎,家長有很多的困惑。在孩子生病過程中之所以遇到那么多的干擾和困惑,大多源于我們在一個信息爆炸的時代,我們對所吸取的知識,無法分辨對錯。正因為這樣,家長學會在海量的信息中尋找科學的育兒方法才是正道。
由于織物經向也隨機分布著一定數量的不同長度的經浮長,也會增加受到緯向撕裂作用時經紗滑移的幅度,可提高撕裂強力,但不如緯向明顯。
4 隨機織物的模擬與織造
利用圖4所示隨機序列生成程序,給定綜框片數和緯紗根數,生成隨機序列,并將之輸入織物設計軟件,可實現織物模擬;將隨機序列作為織物組織輸入電子提綜織物打樣機,可控制織造相應的織物。
采用限制型隨機法和非限制型隨機法,綜片數均為4片,緯紗根數均為300根,生成隨機序列,分別進行模擬和上機織造。本文已將生成的隨機序列轉化為織物組織,略去生成的隨機序列本身。
4.1 織物模擬與可織性分析
4.1.1織物模擬
圖6為采用浙大經緯CAD織物模擬軟件生成的限制型隨機織物組織圖和模擬圖(局部)。模擬主要參數為:經緯紗的線密度均為27.7 tex,經紗采用4種顏色,排列為1A1B1C1D,緯紗采用1種顏色,排列為1a,經密為300根/(10 cm),緯密為 270根/(10 cm)。圖7為非限制型隨機織物模擬圖,模擬參數與限制型隨機織物相同。
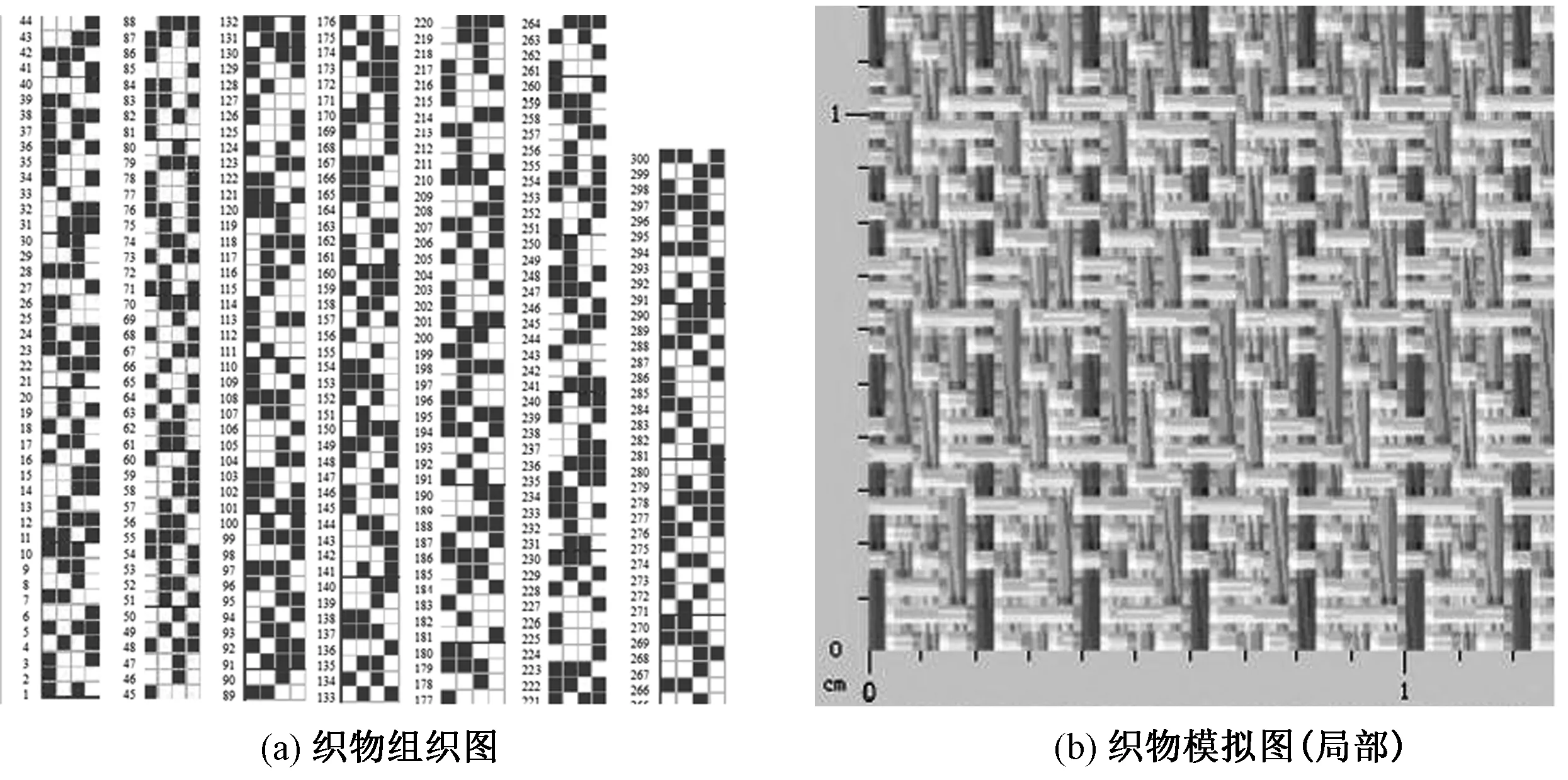
圖6 4片綜限制型隨機織物組織圖與模擬圖Fig.6 Fabric weave (a) and partial simulating (b) ffigure for limited random fabric of 4 heald frames
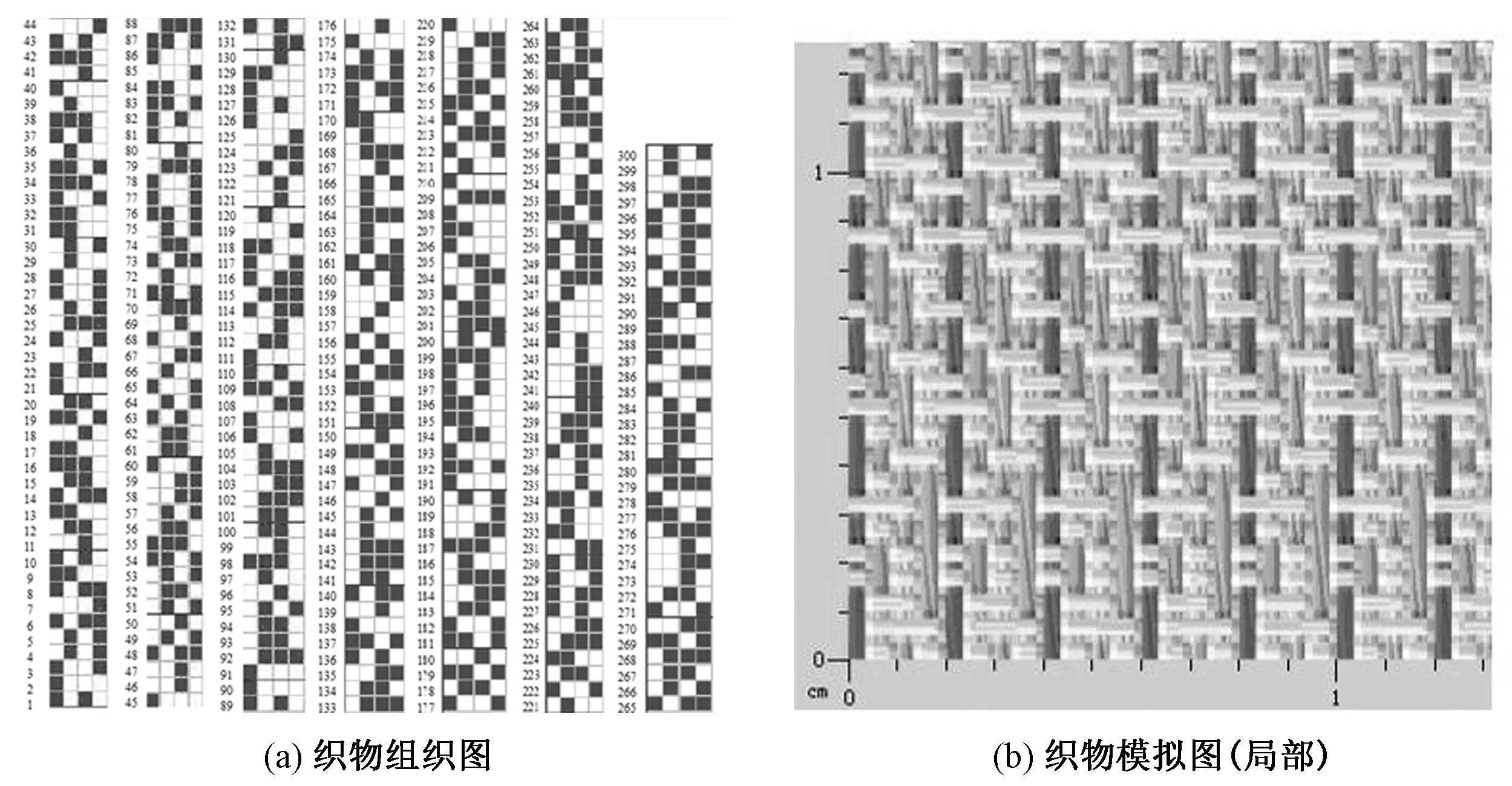
圖7 4片綜非限制型隨機織物模擬圖Fig.7 Fabric weave (a) and partial simulating (b)figure for non-limited random fabric of 4 heald frames
從圖6、7的織物模擬圖中均可看出,隨機織物表面經緯紗浮長的不均勻分布特征,即在織物的經向和緯向,隨機分布著不同長度的經浮長和緯浮長。選定一定區域進行經浮長的統計,結果如表1所示。
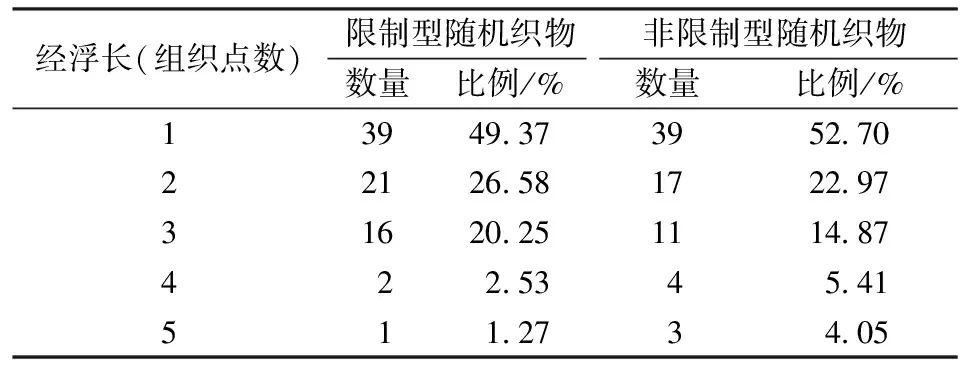
表1 4片綜隨機織物經浮長統計結果Tab.1 Calculation results of warp floats for random fabric of 4 heald frames
從表1可看出,在統計范圍內,2種隨機織物未發現大于5個組織點的經浮長,相對于限制型隨機織物而言,非限制型隨機織物出現較大浮長的次數和比例較大。
4.1.2可織性分析
隨機織物的可織性問題,主要可能由各片綜經紗在織造過程中交織次數的差異過大造成的,交織次數較小的經紗(綜片),機上張力會變小,易于造成經停片停車,使織造不能進行[9-10]。而織造的隨機性,又使得在織造時不能提前做好經紗張力控制的措施(如雙軸織造)。
表2示出統計得出的2種織物各片綜的經緯交織次數。可看出,2種隨機織物各片綜的交織次數差異并不大,不會發生由于各片綜交織次數差異較大,而引起的各片綜經紗張力差異大,造成可織性較差的現象。
表2各片綜交織次數統計
Tab.2Statisticsresultofinterlacingnumbersforeachhealdframe
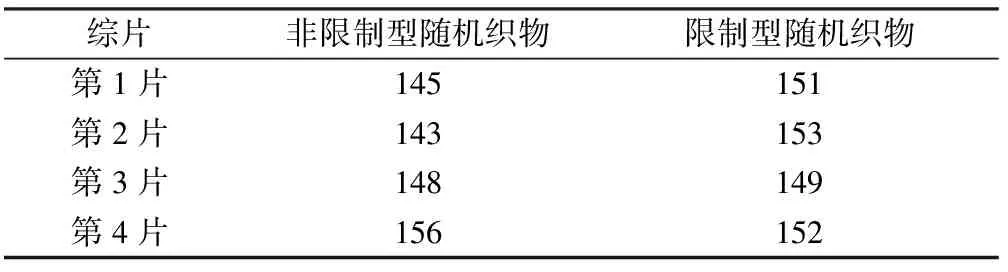
綜片非限制型隨機織物限制型隨機織物第1片145151第2片143153第3片148149第4片156152
這只是一種綜片數,一種緯紗根數的一次統計結果。為探討隨機織物的可織性,對不同綜片數、不同緯紗根數多次生成2類隨機序列,并對各片綜的交織次數進行了統計分析,這里只給出2個統計結果,如表3所示的5片綜500緯的5次統計結果和表4所示的7片綜2 000緯的5次統計結果。每片綜的統計結果均按次序排列,自左至右一一對應。
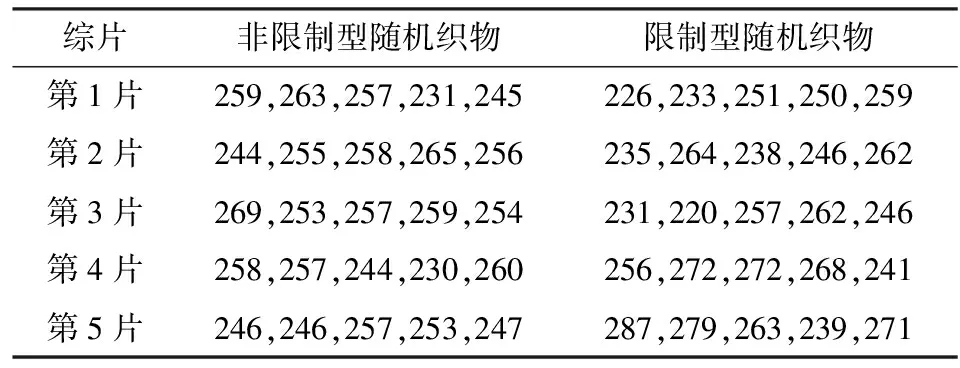
表3 5片綜500緯各片綜經緯交織次數統計Tab.3 Statistics result of interlacing numbers for each heald frame with 5 heald frames and 500 weft insertion
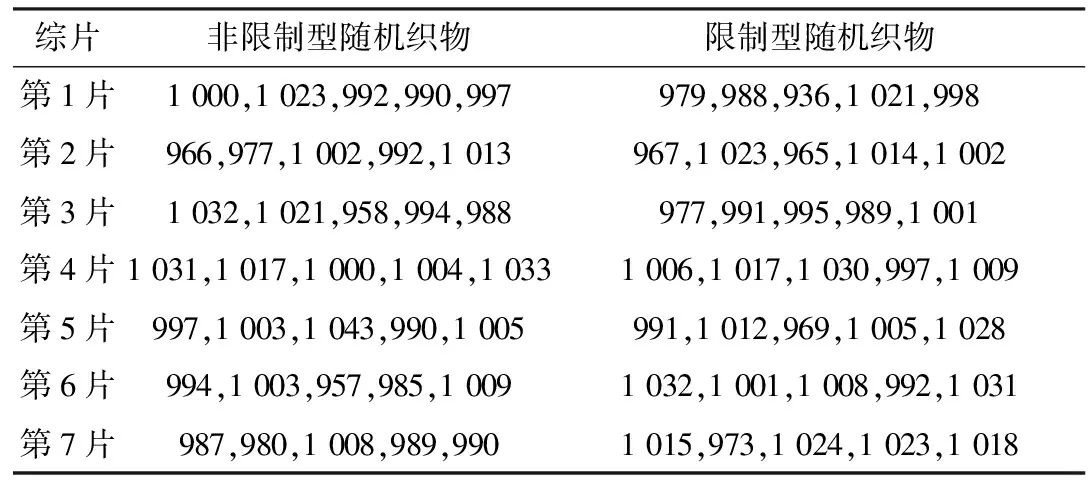
表4 7片綜2 000緯各片綜經緯交織次數統計Tab.4 Statistics result of interlacing numbers for each heald frame with 7 heald frames and 2 000 weft insertion
從表3、4的經紗交織次數統計結果可看出,雖然隨機織物織造時的經紗升降運動是隨機的,但因只有2種運動狀態,當引緯次數足夠多時,各片綜的經紗交織次數差別并不大;同時,2種不同隨機序列生成方法之間差別也不大。各片綜的交織次數大致為緯紗數的1/2,即平紋織物交織次數的1/2(平紋組織的交織次數等于緯紗根數),隨機織物的平均經浮長大致為2個組織點左右。
4.2 織 造
圖8示出采用SGA598型半自動織樣機織造的限制型隨機織物小樣。織造參數為:經緯紗線密度均為30 tex滌綸縫紉線,筘號為50筘/(5 cm),筘入數為2,織物的幅寬為15 cm,緯紗總根數為300根,4片綜框經紗采用黑色,緯紗采用寶藍色。
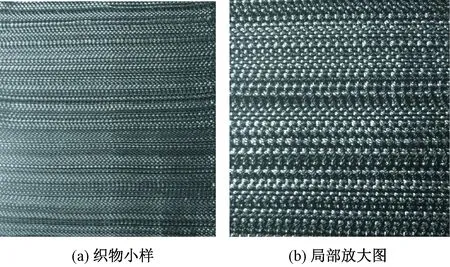
圖8 4片綜限制型隨機織物小樣與局部放大圖Fig.8 Sample(a)and its partial magnification(b)of limited random fabric with 4 heald frames
圖9示出非限制型隨機織物小樣與局部放大圖。織造參數與限制型隨機織物相同,織造過程中均未發生經紗織不進現象。

圖9 4片綜非限制型隨機織物小樣與局部放大圖Fig.9 Sample(a)and its partial magnification(b)of non-limited random fabric with 4 heald frames
由圖8、9可看出,與前述分析相同,2種織物均呈現緯向橫條凸起條紋的立體效果。
由于半自動打樣機采用手動打緯,緯密不能均勻控制,本文未對所織織物進行力學性能的測試,該部分將在后續研究中探討。
5 結 論
1)形成梭口時的綜框運動,具有二進制特征。引入1根緯紗時所有綜框的狀態,可用一個二進制數來表示,二進制數的位數為綜框片數,各綜框的在上、在下狀態則對應為二進制數的1和0。如果每引入1根緯紗形成梭口時,每片綜框的升降均是隨機的,則可以形成隨機織物,其特征是交織無規律、不重復、不循環。
2)隨機織物可通過綜框運動的隨機控制織制,也可采用預先生成、輸入提綜順序隨機序列至電子提綜系統的方法織造。生成隨機提綜序列的方法,可采用隨機抽樣的放回式抽樣和非放回式抽樣方法,從有效提綜狀態集中,按織造所需緯紗總根數一次性或分段抽取,依此可分別織制限制型隨機織物和非限制型隨機織物。
3)隨機織物的隨機交織特點賦予其布面隨機分布不同長度經浮長線和緯浮長線,決定了其表面的不平整起伏結構,尤其是較大的緯浮長線造成的各緯紗交織次數的差異,使織物緯向呈現凸起的立體條紋,且預期可賦予織物較好的通透性和良好的抗撕裂性能。
4)隨機織造時,各綜框經紗的交織次數相差不大,2種不同隨機序列生成方法之間差別也不大。各片綜的交織次數大致為平紋織物交織次數的 1/2,平均經浮長約為2個組織點。