玻璃纖維織物在剪切變形作用下的滲透率
2018-08-23 09:48:36楊文權蔣金華陳南梁
紡織學報 2018年8期
關鍵詞:變形
楊文權, 蔣金華, 陳南梁
(1. 東華大學 產業用紡織品教育部工程研究中心, 上海 201620; 2. 東華大學 紡織學院, 上海 201620)
真空導入模塑工藝(VIMP)是從樹脂傳遞模塑成型(RTM)工藝中衍變出的一種高效復合材料成型技術,其利用真空負壓將樹脂吸入模腔并完成對纖維增強體的浸潤,具有環保、易操作、低成本、可設計性強等優點,廣泛應用于航天航空、汽車制造、建筑工程和風電葉片等領域[1-2]。與傳統的RTM工藝相比,VIMP沒有上模,不能控制增強材料的厚度,但可依靠真空袋膜在大氣作用下將織物壓緊,達到較高的纖維體積分數[3]。此外,VIMP更易排出纖維增強體中的空氣,從而減少干斑和疵點的產生;VIMP不受構件尺寸的限制,尤其適合制備大尺寸構件。在VIMP、RTM等各類成型過程中,滲透率是表征樹脂在織物或預成型體中流動快慢的物理參數。
滲透率的大小主要由纖維體積分數、纖維取向、織物組織等因素決定,不僅直接決定了復合材料的成型周期,而且對纖維增強體的浸潤效果有很大的影響[4- 5],因此,充分了解織物的滲透率意義重大。然而,由于構件形狀復雜多樣,纖維增強體在某些部位不可避免地受到剪切作用,特別是在預成型體存在球面或曲面的情形中,此時,剪切變形可導致局部纖維或織物重新排列和分布,增加了樹脂浸潤的復雜程度。田正剛等[6]研究了不同剪切角度下編織纖維氈的主軸滲透比和主軸方向,并建立了理論預測模型。楊波等[7]通過建立正交單胞幾何模型,構造了數值求解樹脂流動控制方程的高分辨TVD格式。Demaría等[8]通過研究表明,織物發生剪切變形后的滲透率變化不僅可由纖維體積分數的改變而引起,織物幾何結構的改變也是一個重要的影響因素。Endruweit等[9]將紗線看作圓柱體構建織物幾何模型,并推算出主滲透率和各參數之間的等式關系。這些研究大都以建模為主,未考慮剪切變形后紗線形態的變化,通常和實際情況存在一定的差異。本文采用單向法測試了同種織物在不同剪切角度下的滲透率,并比較了不同織物組織對纖維預成型體滲透率的影響規律,揭示了纖維增強材料在剪切作用下樹脂流動前峰的形狀變化,以期為復合材料的成型及其工藝設計提供理論參考。
1 實驗部分
1.1 實驗材料
所用增強材料為玻璃纖維平紋布、玻璃纖維斜紋布,斜紋布為2上2下斜紋組織。除組織不同外,2種織物的其他參數均相同:經緯密為 5根/cm,經緯紗線密度為312 tex,面密度為 300 g/m2。每次實驗均采用同種織物按同一方向鋪層堆疊,實驗設置層數為6層。為方便測量織物厚度,實驗時在織物與真空袋之間加上1塊厚度為2 mm的硬質聚甲基丙烯酸甲酯(PMMA)薄板,避免實驗過程中真空袋隨著織物表面變得凹凸不平而影響織物厚度測量的準確性。圖1示出滲透率測試原理示意圖。
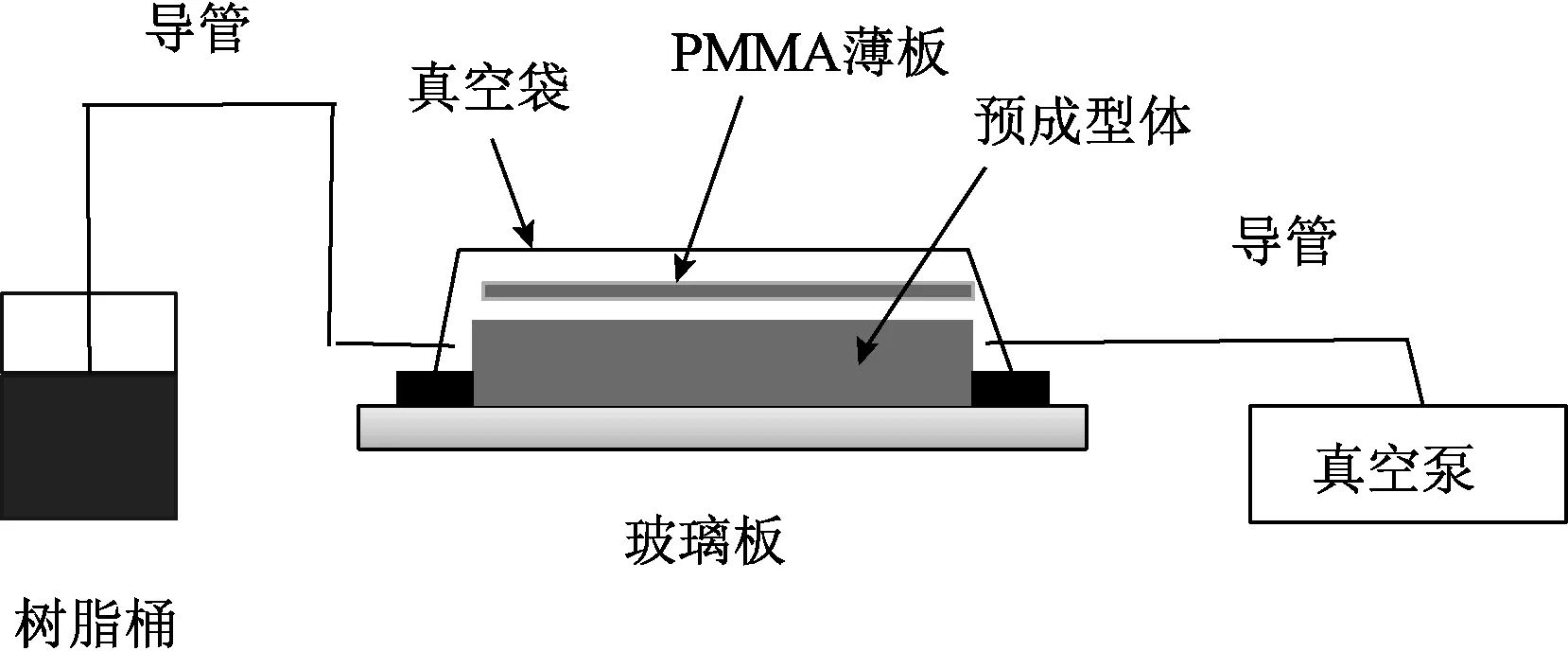
圖1 滲透率測試原理示意圖Fig.1 Schematic principle of permeability test
1.2 可視化流動實驗
實驗裝置為自行設計的玻璃平板模具,如圖2所示。根據實驗要求選擇不同織物組織,將其剪切一定的角度α、12 cm×40 cm的標準試樣,所有實驗均鋪放6層試樣,鋪放織物時需小心謹慎以防止織物自動剪切。樹脂的流動方向均垂直于緯紗方向,如圖3所示。實驗選用透明的真空袋密封織物,以便觀察腔內樹脂的流動情況。織物密封后進行抽真空處理,檢查氣密性后方可繼續實驗。

圖2 實驗裝置圖Fig.2 Test device
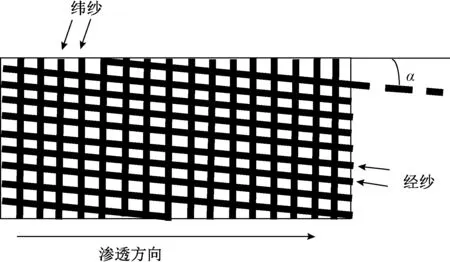
圖3 單向流動實驗示意圖Fig.3 Schematic diagram of unidirectional flow test
實驗采用黏度穩定的進口硅油代替樹脂,在常溫下硅油黏度穩定在350 mPa·s左右,避免了環境溫度對實驗的干擾,且易于清洗。實驗在常溫下進行,溫度為(25±5)℃,每隔3 min記錄硅油流動前峰的位置,每次實驗共記錄10個位置。
1.3 實驗方法及原理
相關研究結果[10]表明,單向法測試滲透率較徑向法更準確,其測試結果離散度較小,而徑向法則適合用來確定主滲透率的方向,因此,本文實驗選擇用單向法測定纖維增強材料的表觀滲透率,即樹脂從纖維鋪層的左端線性注入,在纖維鋪層的右端抽真空排除空氣。VIMP中假設樹脂為不可壓縮流體,預成型體為多孔隙介質,則樹脂在預成型體中的流動過程服從Darcy定律。只考慮一維流動情形,由Darcy定律可推出樹脂單向流動方程:
▽P
(1)
(2)
式中:▽P為流體在長度l(m)上的壓強降,MPa;μ為流體黏度,Pa·s;l為t時刻樹脂流動前峰位置,m;ΔP為2注射口和流動前峰的壓強差;φ為預成型體的孔隙率,%;K為滲透率,m2,反映流體在多孔介質中流動的難易程度。
假設ΔP恒定,在t=0、l=0時對式(2)積分可得:
(3)
ΔP=Pin-Pout
(4)
式中:Pin為注入口壓力,MPa;Pout為排氣出口壓力,MPa。本文條件下壓強差為0.1 MPa。
通過記錄的t時刻與其所對應的流動前峰位置l,以l2為縱坐標、t為橫坐標作圖,再通過線性擬合得出直線的斜率k,最后計算出滲透率:
(5)
從式(5)可看出,預成型體的孔隙率φ直接影響K值的大小,而其又直接由增強材料的纖維體積分數決定:
(6)
式中:Vf為纖維的體積,m3;V為模腔的體積,m3。
纖維的體積和模腔的體積可分別寫為:
(7)
V=Sh
(8)
式中:n為鋪層層數;ρ為織物面密度,(°);S為織物的表面積,m2;ρf為纖維的密度,g/cm3;h為真空狀態下預成型體的厚度,m;α為織物剪切角,(°)。
綜合式(6)~(8)可得:
(9)
2 結果與討論
2.1 剪切角度對滲透率的影響
在已有的關于預成型體剪切變形作用下的滲透率研究中,大多數的測試方式局限在平板鋪層的徑向流動測試。為方便對異形結構滲透率的模擬和生產工藝的優化,本文選用斜紋織物并設置了0°、10°、20°和30°共4種剪切角度,考察剪切作用對增強體滲透率的影響。斜紋織物為左斜紋,剪切方向也向左,即同向剪切。圖4示出流動前峰位置l與時刻t的關系曲線。當t=30 min時,對應上述3種情況,樹脂分別流動至31.8、27.0、24.1、18.6 cm處。由此可見,剪切變形的確阻礙了樹脂在織物中的滲透流動。剪切角越大,這種阻礙作用也越明顯。
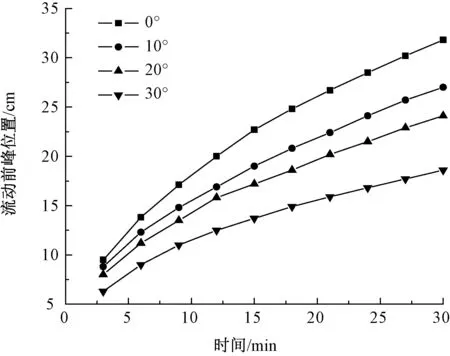
圖4 樹脂流動距離與時間關系曲線Fig.4 Relationship curves between position and time of resin flow
實驗測得預成型體的厚度如表1所示。假設玻璃纖維的體積密度為2.6 g/cm3,結合式(5)、(9)可計算出預成型體的滲透率。與未發生剪切情形相比,織物以10°剪切后滲透率下降了近43%。隨著剪切角的增大,預成型體的滲透率逐漸下降,當剪切角為30°時,垂直緯紗方向的滲透率不到原來的30%。
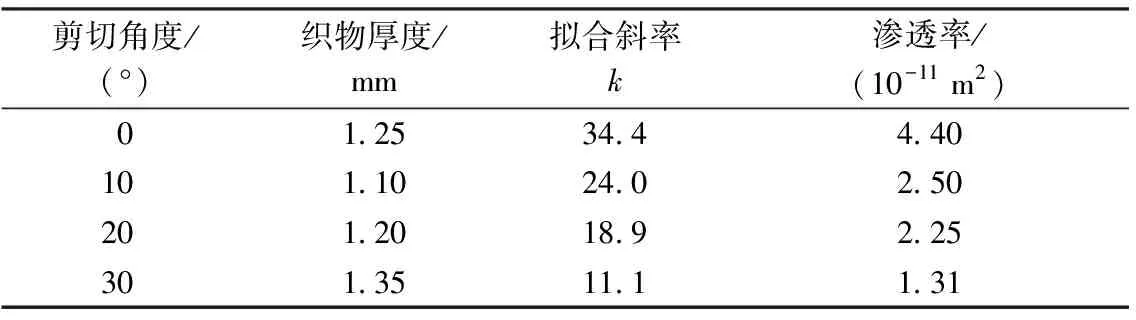
表1 織物剪切角度對纖維預成型體滲透率的影響Tab.1 Effect of fabric shearing angle on permeability of fiber preforms
首先,織物剪切變形會使織物的面密度有所增加,從而增大了預成型體的纖維體積分數。根據Kozney-Carman方程[11]可知,預成型體滲透率與纖維體積分數成反比。從表1可看出,剪切變形后織物的厚度發生了變化,當織物10°剪切后其厚度有所降低。厚度降低使纖維體積分數進一步增加,所以織物10°剪切后滲透率明顯下降。其次,緯紗與流體的滲透方向垂直,是流體前進的主要障礙,當單位長度內緯紗根數越多,樹脂需繞過的障礙也就越多。織物的剪切作用增大了緯密,所以剪切角越大,這種阻礙作用也就越明顯。
2.2 剪切方向對滲透率的影響
斜紋織物根據紋路斜向的不同,分為左斜紋和右斜紋。當織物紋路斜向與剪切方向相同時,稱為同向剪切;反之,稱為異向剪切。在2.1節實驗的基礎上增加1組對照實驗,即在其他條件不變的情況下,只改變織物的剪切方向,使織物向右發生剪切變形,即異向剪切。
表2示出2種情形下的滲透率測試結果。可看出,當剪切角為10°時,異向剪切比同向剪切更有利于樹脂的流動。造成這種結果的原因在于剪切方向改變了織物紋路的傾斜角。有文獻[12]表明,織物紋路具有一定的引流作用。異向剪切減小了織物紋路與樹脂流向的夾角,從而在一定程度上有利于樹脂的浸潤。而當剪切角為20°和30°時,剪切方向對預成型體的滲透率幾乎沒有影響。這可解釋為當剪切角較大時,緯密的增加占阻礙樹脂流動的主導因素。

表2 不同剪切方向下預成型體的滲透率Tab.2 Permeability of preform under different shear directions
2.3 不同織物組織剪切變形后的滲透率
設計上述4種剪切角度,測試平紋織物和斜紋織物剪切變形后的滲透率。斜紋織物剪切方向與紋路斜向相同。不同織物組織在剪切變形作用下的滲透率如表3所示。
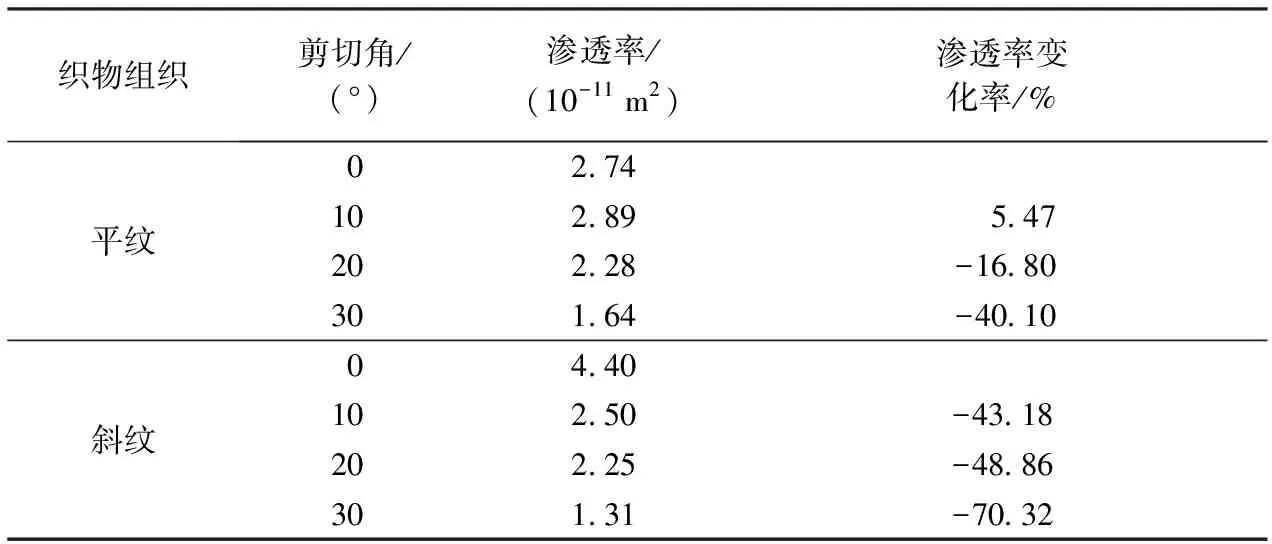
表3 不同織物組織剪切變形后的滲透率Tab.3 Permeability of fabric with different weave after shear deformation
由表3可以看出,這2種織物組織在滲透率方面表現出一定的差異:在織物不發生剪切變形時,斜紋織物的滲透率明顯大于平紋織物,雖然二者具有相同的經緯密和面密度,但不同的紗線交織規律使樹脂的流動通道發生了變化;與平紋織物相比,斜紋織物交織次數少,整體結構較為稀松,另一方面斜紋浮長線較長,這都有利于樹脂對纖維增強體的浸潤,因此,織物組織是影響纖維增強材料滲透率的另一個重要因素。
從整體上看,隨著剪切角度的增大,預成型體的滲透率逐漸減小。對于平紋織物,10°剪切反而使織物的滲透率略有增加。原因可能是小幅度的剪切變形使纖維束間的流動通道變得狹長,狹窄的通道引起了毛細效應,增加了樹脂流動的驅動力。而當剪切角較大時,纖維束逐漸靠攏,流動通道幾乎消失,因此,在剪切角為30°時纖維預成型體的滲透率下降幅度較大。
預成型體剪切變形后的滲透率變化可用滲透率變化率來表示,即預成型體剪切前后滲透率差值與剪切前的滲透率的比值。由表3比較發現,斜紋織物的滲透率對剪切變形較平紋織物更為敏感。值得注意的是,平紋在10°剪切時滲透率不降反升,這對優化工藝參數和縮短生產周期具有一定的意義。
2.4 剪切作用對樹脂流動前峰形狀的影響
對于同種織物組織,在垂直于樹脂流動方向上的不同部位可認為大體一致,但是織物疵點、織物鋪層方式以及導流管長度等外在因素會對實驗結果造成一定的干擾,導致樹脂的流動前峰為非直線型。剪切作為一種特殊變形,改變了樹脂流動通道的形狀和分布,對樹脂的滲透行為產生了影響。為探究織物剪切變形對樹脂流動前峰形狀的影響,選用斜紋織物作為纖維增強材料進行實驗,織物剪切角為30°,采用異向剪切,實驗結果如圖5所示。
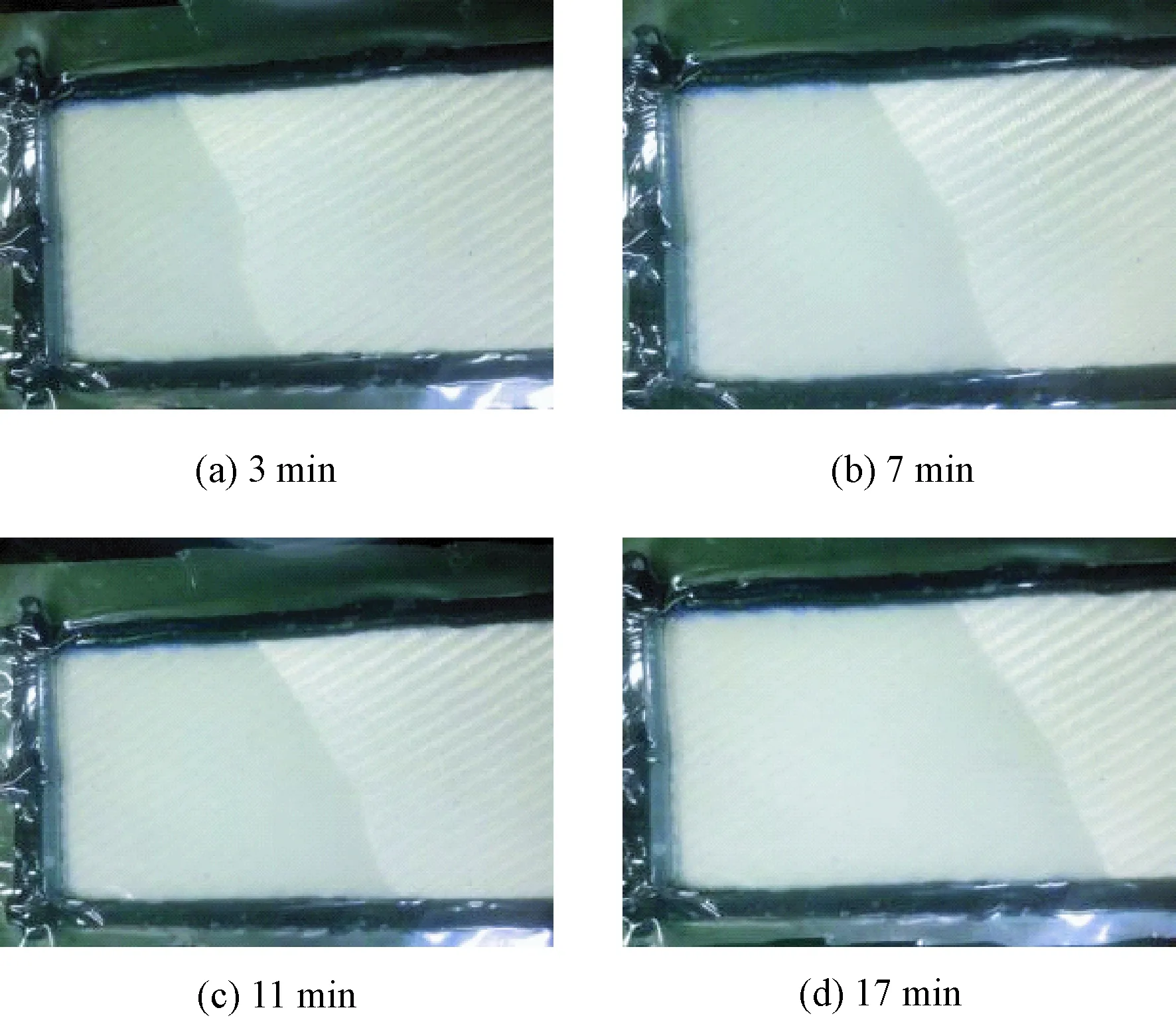
圖5 不同時刻樹脂的流動前峰Fig.5 Shape of resin flow front at different moments
通過對比4個不同時刻的流動前峰形狀可以發現,剪切變形使樹脂的流動前峰逐漸發生傾斜,并最終趨于穩定。而當織物不發生剪切變形時,樹脂的流動前峰近似一條直線,且與緯紗平行(見圖2)。導致這一現象的主要原因是:樹脂在預成型體中的流動分為宏觀流動和微觀流動[13],宏觀流動是指樹脂在紗線間的流動,微觀流動則是指樹脂在紗線內的浸潤;在一般情況下,宏觀流動速度較快,但微觀流動也能對預成型體的滲透率產生影響。
圖6為樹脂流動微觀示意圖。假設樹脂流經織物某一單胞,樹脂的速度為v,速度方向與經紗平行。當樹脂遇到緯紗這一阻礙時,可將流動速度分解為豎直速度v2和水平速度v1。豎直速度v2使部分樹脂繞過緯紗,其余樹脂會滲透至緯紗內部發生微觀流動;水平速度v1使部分樹脂沿緯紗這一橋梁向右運動。從總體上看,樹脂既向前流動,又向右集聚,因此,織物剪切變形后樹脂的流動前峰向右上方傾斜,并且隨著時間的增加,樹脂的流動前峰越接近一條直線。從圖中還可看出,織物向右剪切使樹脂遇到緯紗阻礙時產生一個向右的水平速度,所以樹脂流動前峰的傾斜方向由剪切方向決定,與織物本身紋路的傾斜方向無關。
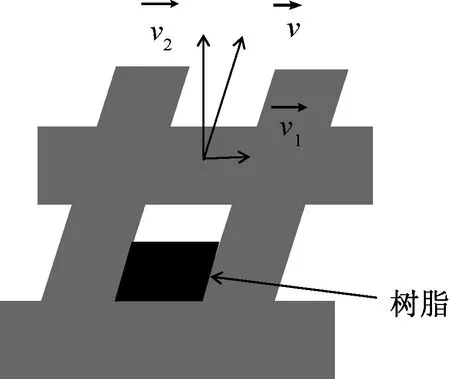
圖6 樹脂流動微觀示意圖Fig.6 Microscopic sketch of resin flow
3 結 論
剪切變形改變了織物的內部結構,給實際生產中的工藝參數設計和模擬預測帶來了困難。本文將纖維增強材料視作多孔介質,符合達西定律,采用單向法測試了2種不同的織物組織在不同剪切角度下的滲透率,結合織物內部紗線的幾何結構和排列,分析了剪切角度及方向對其滲透率的影響。在大多數情況下,剪切變形增大了纖維體積分數,使纖維增強材料的滲透率明顯減小;對于斜紋織物而言,織物的剪切方向不同,滲透率也有一定的差異,因為織物的紋路傾斜角度隨剪切方向發生變化,具體差異表現在剪切角為10°時,同向剪切較異向剪切對樹脂滲透的阻礙更大;對比2種織物組織剪切變形后的滲透率發現,在相同剪切角度下,斜紋織物的滲透率下降較為明顯,而平紋織物滲透率在剪切角小于10°時略有上升,隨后逐漸變小;剪切變形改變了樹脂在織物內部的流動通道,從而影響了纖維增強材料的滲透特性,具體表現為樹脂的流動前峰隨著滲透時間的增加漸漸傾斜,最終趨于穩定,與緯紗形成一定的夾角。
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36