衛生紙機真空系統節能及系統優化技術
2018-08-24 06:41:04楊鳳輝芬蘭蘭泰克系統有限公司
生活用紙 2018年8期
關鍵詞:系統
楊鳳輝 芬蘭蘭泰克系統有限公司
簡單說來,造紙過程就是一個脫水過程,因為從漿到最終的紙或紙板,含水量將從99%減少到10%以下。如今,真空系統在造紙脫水過程中扮演著重要角色,如排水、紙幅處理、毛毯洗滌等。蘭泰克抓住這一個關鍵點,研發了一成套的脫水系統節能優化解決方案。蘭泰克系統優化技術體現在三個方面:真空系統、刮刀和脫水系統以及在線脫水測量系統。

圖1 蘭泰克系統優化技術
1 真空系統及脫水問題分析
1.1 衛生紙機脫水常見問題
1)局部真空過高導致成形網、毛毯負載大,磨損大;
2)真空壓榨輥及刮刀配置不合理導致脫水效果差,紙幅進揚克缸干度低;
3)汽水分離器配置和管道連接不合理導致系統中產生大量泡沫,化學品消耗高;真空管道真空度損失大,導致真空能耗高;
4)噴淋水溫度低,噴嘴方向、角度設計不合理導致成形網、毛毯清洗效果差,脫水效果差,紙幅成形效果差;
5)無精確脫水流量計導致只能依靠經驗采用高真空度脫水,真空能耗高。
1.2 衛生紙機真空系統運行效率影響因素
1)設備選型
高效率的真空系統設備能極大減少真空系統能耗;
傳動損失盡可能少。
2)工藝優化
真空系統管道設計合理化,盡可能降低壓損;
自動控制提高操作效率;
合理真空系統設計;
合理刮刀脫水與計量配置;
工藝條件優化(漿料、工藝水、真空等);
供給側(真空設備)和使用側(紙機網部、壓榨部)都要考慮到,以上兩部分對紙機真空系統運行效率的影響基本上各占50%,因此設備與工藝優化是衛生紙機真空系統高效運行的關鍵。
2 真空系統
2.1 衛生紙機常用真空系統發展歷程
紙機真空系統技術經歷了水環泵技術(第一代)、傳統透平機技術(第二代)和變速透平機技術(第三代),如圖2。
第一代水環泵技術,發明于1900年,現在世界上仍有90%以上的紙機使用該技術。
第二代定速透平機技術,發明于70年前,相比水環泵技術,汽水分離充分,無需密封水,抽真空效率較水環泵技術要高20%~30%。依據抽真空級數,市場上的第二代透平機又可分為單級透平機和多級透平機。
第三代變速透平機技術,芬蘭蘭泰克公司于1999年成功投入市場。相比第一代真空系統技術,變速透平機技術可進一步節能30%~70%;相比第二代傳統透平機技術,變速透平機技術憑借變頻控制可進一步節能20%~30%。變速透平機技術相比第一代和第二代技術,由于對真空度和抽氣量可以根據紙機實際生產狀況進行調節,所以可以顯著地改善真空系統控制,同時提高紙機運行性能和運行效率。
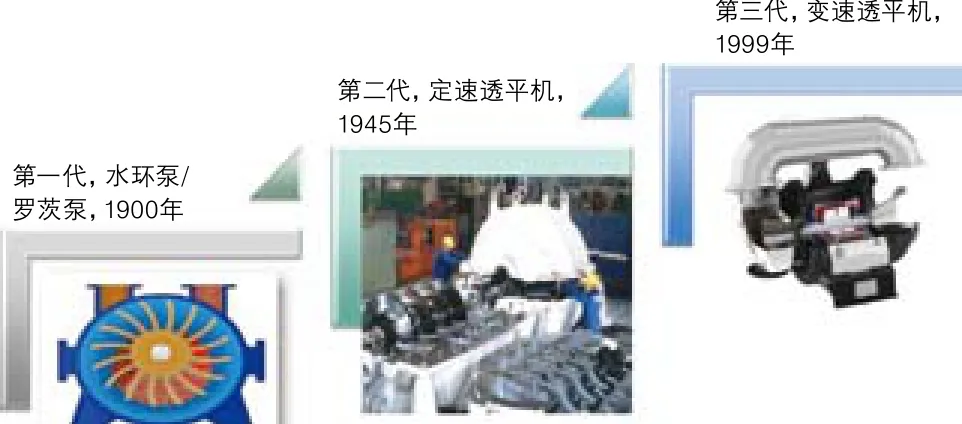
圖2 真空系統發展歷程
2.2 蘭泰克真空系統技術性能
與傳統的水環泵和單/多級透平機相比,Ecopump變速透平機根據紙機不同運行條件設定透平機的轉速來滿足紙機不同工況下動態的抽氣量和真空度需求,從而帶來顯著的節能和節水。三種真空系統設備的性能曲線比較如圖3。
Ecopump變速透平機在曲面范圍內運行,表示它可以在圖3中全部紅色斜線區域內提供變化的真空度和流量,然而水環泵與定速透平機都只能在極其有限的兩條曲線上運行(提供曲線上對應的真空度和流量)。在實際生產中,真空度和流量需求當然不可能完全契合這兩條曲線上的數值。由于在水環泵綠線右側或定速透平機藍線上邊表示超出它們的性能(過載),所以實際需要常常都是在綠線左側或藍線下側,而這些數值因為不在流量曲線上,所以就很清楚地意味著能源浪費(供過于求)。
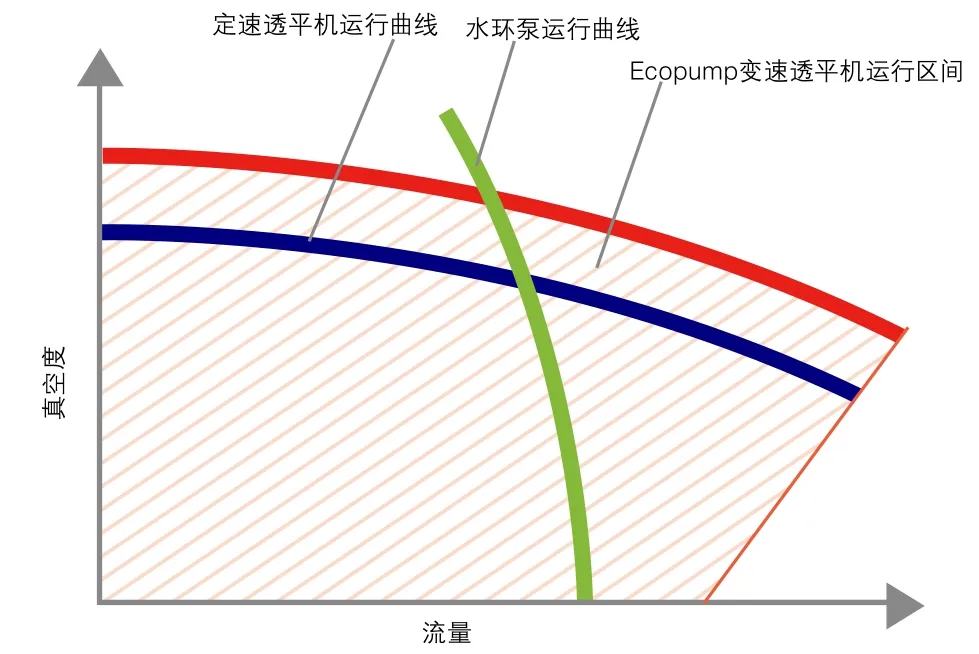
圖3 水環泵、定速透平機及變速透平機運行曲線
在紙機真空系統方面,目前國內大多數衛生紙噸紙能耗在100~150kWh左右(隨紙機產能和紙張定量等變化而變化),占整個紙機能耗的30%以上。采用蘭泰克真空系統優化后,最佳應用案例為:衛生紙噸紙能耗約為60~90kWh,節能超過50%。
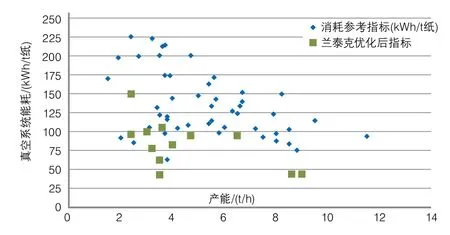
圖4 衛生紙機真空系統能耗行業對標
2.3 Ecopump變速透平機特點
◆ 提高紙機運行性及效率;
◆ 節能30%~70%的真空系統,投資回收期1~2年;
◆ 完全釋放紙機供應商因“過度設計”所產生的節能潛力;
◆ 相比水環泵,無密封水要求。無需冷卻塔/消音池及水處理費用;
◆ 施工及運行費用低;
◆ 安裝維護簡單,改造項目可在紙機停機甚至運行時進行。

圖5 Ecopump變速透平機
衛生紙機真空系統節能優化過程,對于新紙機來說設計時就直接設計好并安裝即可。對于現有紙機改造,也很方便,直接在舊真空泵邊上另設計,舊真空系統可以留在原地,作為備份。
圖6 新紙機真空系統安裝和舊紙機真空系統改造
3 衛生紙機脫水測量系統
目前,絕大多數紙機都沒有配備準確、可靠的網壓部脫水計量系統,少數紙機配備的是傳統的電磁式流量計,而電磁式流量計往往由于受到測量條件的限制無法準確反映實際脫水量,也就無法為真空調節提供真實有效的依據。芬蘭蘭泰克公司的Ecoflow在線脫水測量系統,其采用重力原理巧妙測量紙機各關鍵脫水點的脫水量,相比傳統的電磁式流量計,Ecoflow能最大限度地避免水中氣泡、纖維以及其他因素對測量結果準確性的影響,從而顯著提高脫水測量準確性。通過對關鍵脫水點的精確測量,使用Ecoflow作為輔助工具來調節紙機關鍵脫水點的真空度,可以優化真空度,合理化毛毯選型,最終提高紙機運行效率。
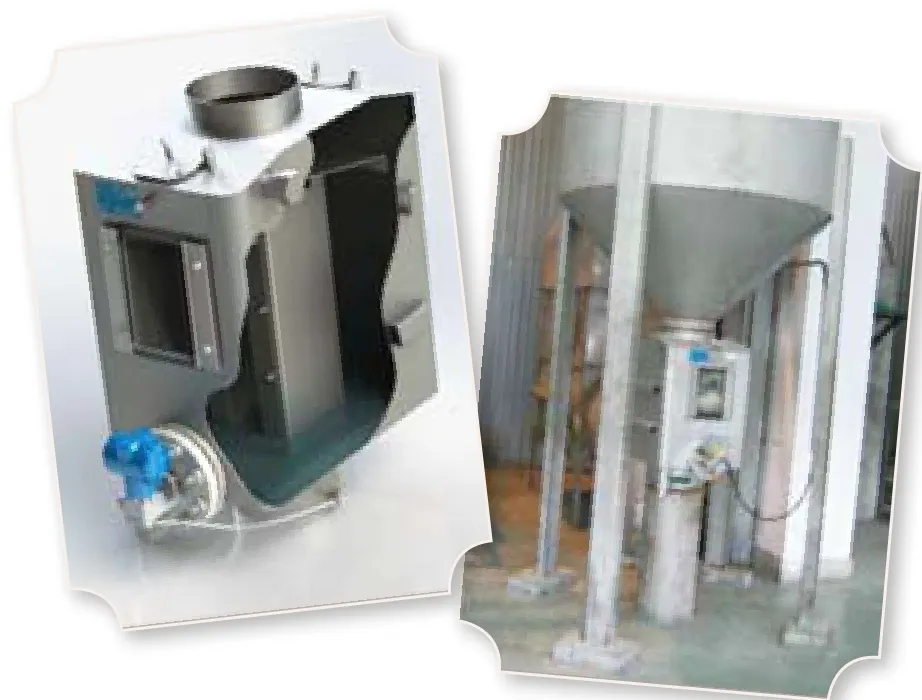
圖7 Ecoflow在線脫水測量系統
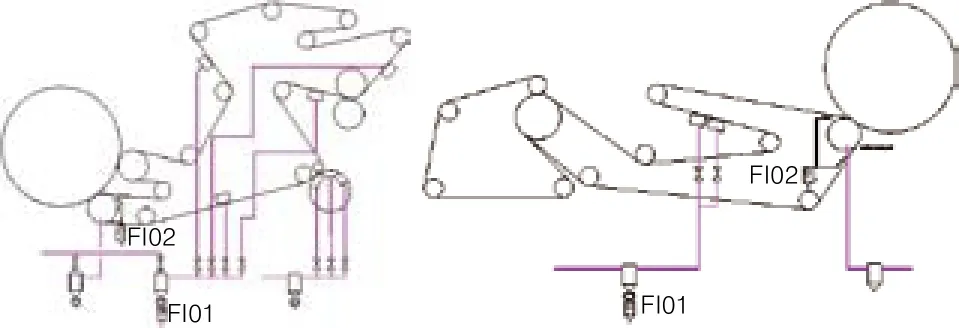
圖8 衛生紙機關鍵脫水點檢測安裝位置(左為BF型,右為新月型)
圖9 舉例說明了利用Ecoflow在線脫水測量如何優化最佳毛毯吸水箱真空度。紙機壓部的脫水量是毛毯吸水箱脫水和壓區脫水的總和,它們的脫水量可通過測量毛毯吸水箱汽水分離器水腿及壓區接水盤脫水量獲得。從圖9可以看出,隨著真空度的提高,毛毯吸水箱的脫水量呈現上升趨勢,而接水盤的脫水量卻逐漸降低,總脫水量也呈現出逐漸下降的趨勢。當毛毯吸水箱真空度為-30kPa時,總脫水量達到最大為1,625L/min,實現最佳的脫水效果。此真空度即為該紙機該抽吸點在這一運行條件下的最佳真空度。由此可見,壓區脫水對壓部總脫水量起到主導性的作用,在某些情況下甚至可以關閉部分毛毯吸水箱以實現最佳的壓區脫水并提高出壓區干度。
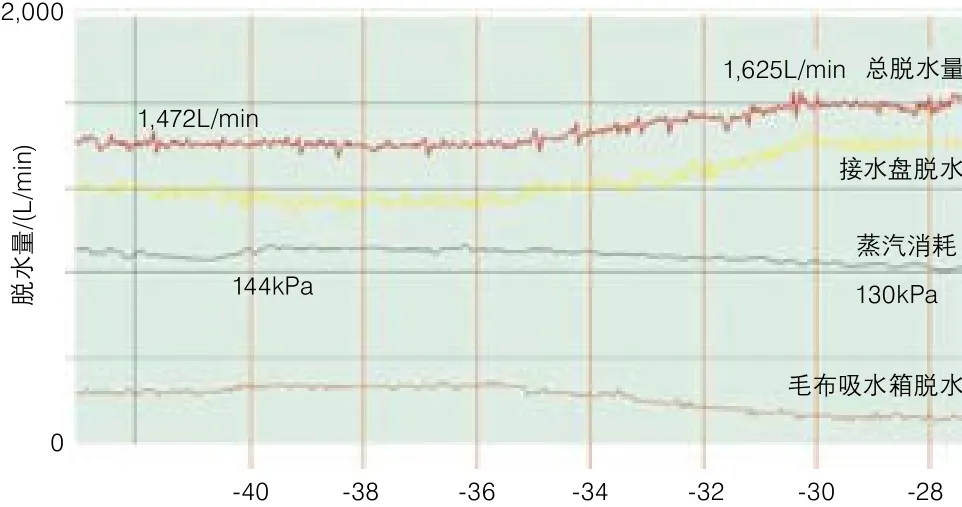
圖9 毛毯吸水箱真空度對壓部脫水量的影響
另外還可以借助Ecoflow優化毛毯選型。從圖10可以看出,采用左邊的毛毯,45天內,脫水效果較好,脫水量穩定。而45天后更換了毛毯之后,脫水效果不好,脫水量降低。由此可以根據Ecoflow系統來選定左邊的毛毯。
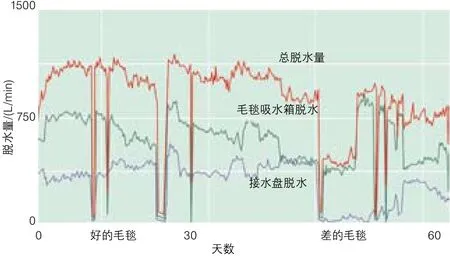
圖10 不同毛毯對壓部脫水量的影響
借助Ecoflow還可以優化紙機運行性能。從圖11看出,更換毛毯后,0~5天內斷紙非常頻繁,影響生產效率。降低真空度或者關掉幾個吸水箱后,斷紙次數明顯減少,脫水量也增大了。由此可以優化紙機運行性能,提高生產效率。
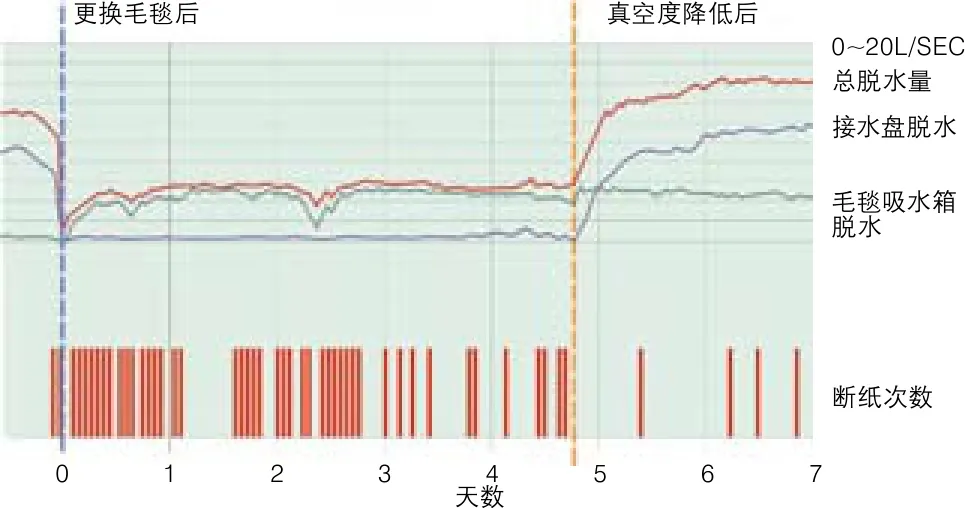
圖11 毛毯真空度對運行性能的的影響
4 衛生紙機刮刀及接水盤系統
干燥部蒸汽消耗過高和紙機運行效率低的問題也困擾著很多的造紙企業,最主要的原因為:紙幅出壓部干度低,容易造成斷紙和干燥部蒸汽消耗過高。當刮刀和接水盤效果不佳時,則進一步加劇了這一現象。刮刀性能差使得壓部脫除的水無法全部刮除,最終回到毛毯和紙幅造成回濕;接水盤效果差使得壓區脫除的水無法被全部收集,最終回到毛毯和紙幅,還會造成臟物在接水盤下表面積聚并最終掉落到毛毯造成斷紙。所以最大限度刮除和接收真空壓榨輥脫除的水,從而減少紙幅回濕,提升紙幅進揚克缸干度,實現能耗節約和產能提高。
芬蘭蘭泰克AirBlade空氣刮刀技術及接水盤系統,借助壓縮空氣的原理,從根本上解決溝紋輥或盲孔輥脫水效率低以及回濕等問題,極大提高壓部脫水效率。

圖12 蘭泰克刮刀及接水盤系統
5 蘭泰克系統優化理念
以芬蘭蘭泰克系統優化為例,真空系統采用變頻控制,可根據紙機不同運行條件設定透平機的轉速來滿足紙機不同工況下動態的抽氣量和真空度需求,刮刀與接水盤可最大限度接收和脫除壓區脫除的水,降低毛毯和紙幅回濕。在線脫水測量系統提供實時及準確的脫水數據,作為輔助工具用來調節紙機關鍵脫水點的真空度。變頻透平機、刮刀和接水盤,及在線脫水測量三者協同作用,達到在最大化紙機運行性的同時,最小化真空系統能耗的效果。三者結合對紙機進行系統優化的關聯關系如圖13。
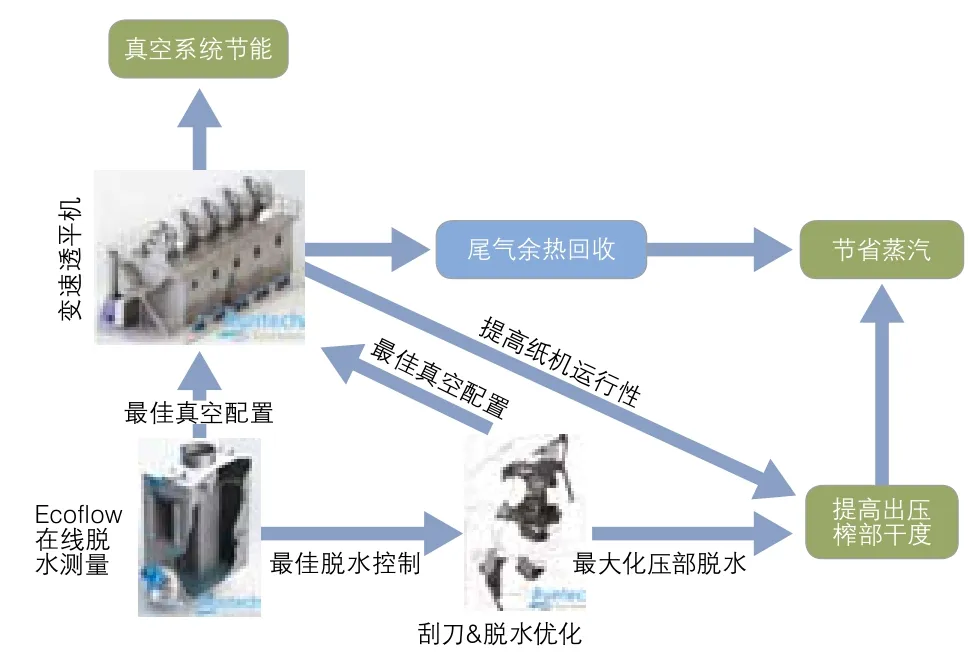
圖13 蘭泰克系統優化理念
6 結論
系統優化=紙機系統運行收益最大化:
◆ 網部及壓榨部真空系統合理配置,有助于降低真空系統能耗,減少成形網及毛毯的負載和磨損,延長成形網和毛毯使用壽命。同時,成形網和毛毯傳動負載也會降低,從而節約傳動電耗。
◆ Ecoflow在線脫水測量實時監測各個脫水點脫水量,通過Ecopump變速透平機方便地調節紙機真空系統,借助Ecoflow脫水量反饋即可找到最合理的真空配置以達到脫水量最大化。
◆ 刮刀和接水盤作為最直接的脫、排水工具,合理、高效的刮刀和接水盤可確保高效脫、排水,以及最小化的紙幅回濕。真空、刮刀、脫水及脫水測量之間互相促進,從而達到提高壓榨后干度、提高產能以及提高紙機運行性的系統優化效果。
◆ 另外,合理的真空和脫水配置也為快速開機以及優化毛毯選型,提升紙機運行性能創造良好條件。
7 蘭泰克真空系統在生活用紙行業案例
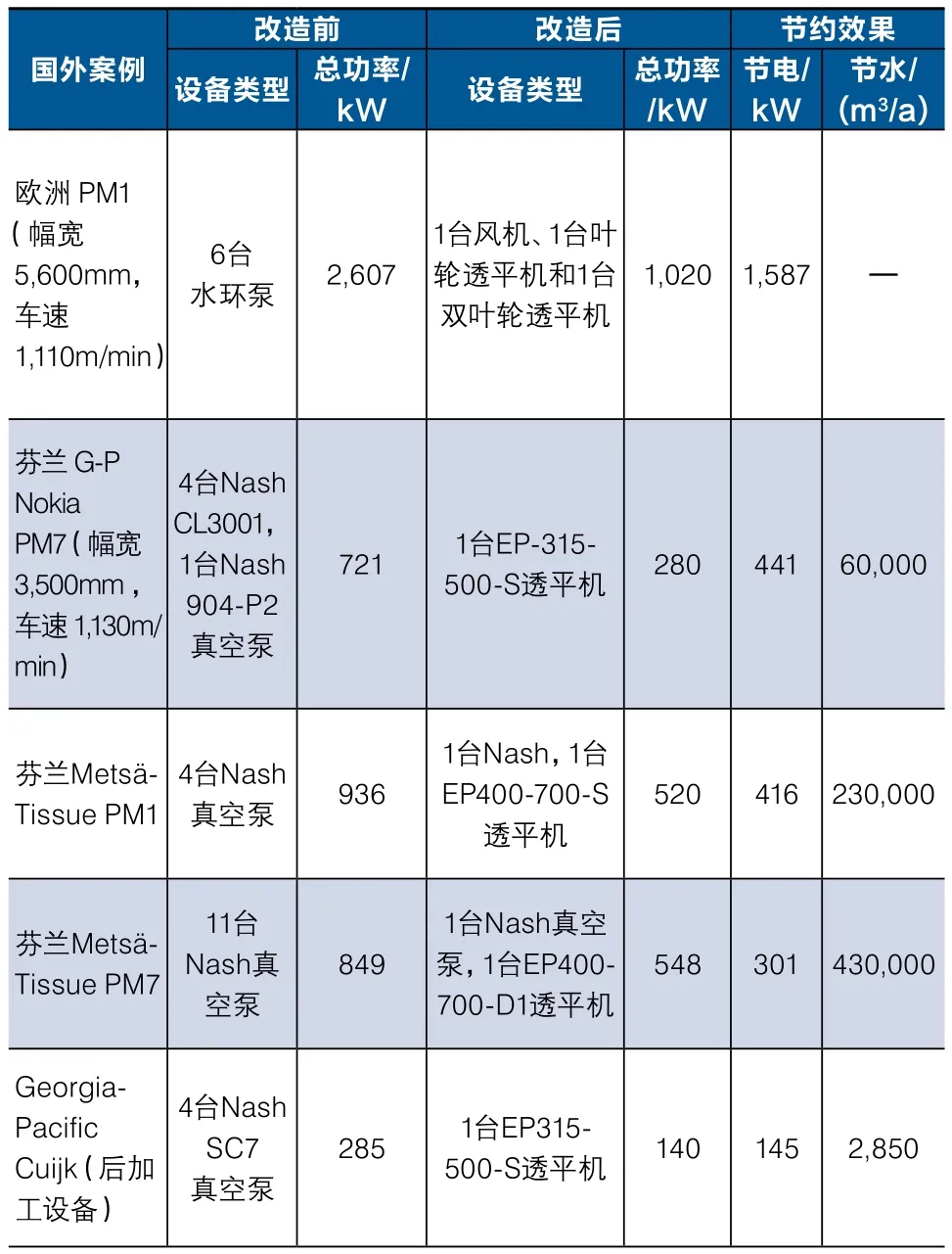
表1 蘭泰克真空系統改造案例(國外)

表2 蘭泰克真空系統案例(國內)
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32