淺談白車身間隙、面差問題改善及管理控制方法
2018-08-24 03:21:14李丁陳峰長(zhǎng)城汽車股份有限公司技術(shù)中心河北省汽車工程技術(shù)研究中心
鍛造與沖壓 2018年16期
關(guān)鍵詞:檢測(cè)
文/李丁,陳峰·長(zhǎng)城汽車股份有限公司技術(shù)中心,河北省汽車工程技術(shù)研究中心
隨著汽車行業(yè)的不斷發(fā)展,人們對(duì)汽車質(zhì)量要求越來越高,對(duì)汽車車身造型美觀度的要求也越來越高,造型確定后,白車身骨架與門蓋總成的匹配性嚴(yán)重影響整車美觀度,本文針對(duì)白車身間隙面差問題改善及管理方案進(jìn)行了深度解析。
整車外觀品質(zhì)保證方案
影響整車的外觀品質(zhì)主要為五門一蓋總成精度及安裝精度、車身骨架精度,根據(jù)五門一蓋總成精度控制,整車各部的精度控制情況,最終使BIM整車外觀品質(zhì)的達(dá)標(biāo)。
五門一蓋主要精度區(qū)域
五門一蓋為沖壓?jiǎn)渭?jīng)過合拼完成的,首先需對(duì)沖壓?jiǎn)渭M(jìn)行檢測(cè)控制,如:沖壓?jiǎn)渭附悠ヅ湫裕紫柔槍?duì)匹配搭接不合格的修邊精度及面差精度不達(dá)標(biāo)位置進(jìn)行快速整改,同時(shí)識(shí)別關(guān)聯(lián)制件搭接過程問題,重點(diǎn)對(duì)單件R角搭接,造型部位搭接等位置進(jìn)行重點(diǎn)關(guān)注,消除強(qiáng)制貼合、強(qiáng)制夾緊、制件搭接干涉等問題,保證沖壓?jiǎn)渭ヅ浜细瘢黄浯涡韪鲗I(yè)人員對(duì)包邊總成品質(zhì)精度(外觀及精度偏差)、門檻間隙部位精度、車門安裝后門檻間隙部位精度、鉸鏈安裝裝具精度及裝配精度、鉸鏈總成精度進(jìn)行重點(diǎn)確認(rèn),滿足整車要求的各項(xiàng)精度指標(biāo)。
車身骨架主要精度區(qū)域
車身骨架整體控制分為兩部分,一部分為側(cè)圍區(qū)域精度控制,另一部分為前圍上部區(qū)域控制。
⑴側(cè)圍區(qū)域重點(diǎn)為:鉸鏈安裝孔精度、側(cè)圍門洞型面精度(檢具樣板刀檢測(cè)或掃描確認(rèn))、四門內(nèi)板區(qū)域密封膠條位置型面精度(檢具樣板刀檢測(cè)或掃描確認(rèn))鉸鏈裝配面坐標(biāo)精度,針對(duì)以上重點(diǎn)控制區(qū)域,需進(jìn)行過程的重點(diǎn)確認(rèn),充分識(shí)別可能影響精度的過程風(fēng)險(xiǎn)或單件問題,提前進(jìn)行預(yù)防整改。
⑵前圍上部重點(diǎn)為:前圍總成精度的把控,機(jī)蓋鉸鏈安裝點(diǎn)精度是否合格,輪罩精度是否達(dá)標(biāo),翼子板裝配安裝點(diǎn)精度是否達(dá)標(biāo)等,針對(duì)以上關(guān)鍵點(diǎn),需在焊接過程中進(jìn)行重點(diǎn)確認(rèn),同時(shí)需確認(rèn)沖壓?jiǎn)渭?duì)關(guān)鍵點(diǎn)的影響。
車身骨架精度結(jié)合五門一蓋總成精度對(duì)門蓋安裝精度進(jìn)行控制,進(jìn)而保證整車外觀間隙面差及車門間隙面差。其中門蓋總成在整車匹配過程中涉及公差積累及公差非理論調(diào)整,需重新對(duì)沖壓?jiǎn)渭冗M(jìn)行調(diào)整,同時(shí)需對(duì)總成精度進(jìn)行單件調(diào)整效果驗(yàn)證,采用補(bǔ)償值應(yīng)用(移動(dòng)公差);整車外觀同時(shí)包含外觀鈑金件面品問題,過程中需重點(diǎn)關(guān)注沖壓?jiǎn)渭嫫穯栴},焊接變形對(duì)外觀件面品的影響及包邊/滾邊過程中對(duì)外觀鈑金件面品的影響。只有以上兩方面同時(shí)滿足時(shí)才能保證整車精度及外觀質(zhì)量達(dá)標(biāo),制造出高精度、高外觀質(zhì)量的整車。
造成整車外觀間隙面差不良的主要因素
整車外觀是反映整車品質(zhì)的不可缺少的因素,主要反映在五門一蓋的總成精度、安裝精度及整車精度的控制上,識(shí)別對(duì)整車各部位可能產(chǎn)生影響的因素,提前進(jìn)行預(yù)防整改,可保證車身骨架滿足整車標(biāo)準(zhǔn),重點(diǎn)從五門一蓋的控制上進(jìn)行解析。
五門一蓋總成精度控制
⑴預(yù)包邊偏差量:如圖1所示,門蓋總成包邊過程中,門外板周圈包邊區(qū)域a的包邊偏差量直接影響總成精度,根據(jù)公差要求對(duì)檢測(cè)數(shù)據(jù)進(jìn)行分析并重點(diǎn)提升,總成精度公差見表1。
計(jì)算斷面以上流域地理特征值由1∶5萬地形圖量取,流域面積F為430km2,河長(zhǎng)L為38.75km,縱坡J為1.199%。

圖1 門蓋總成

表1 總成公差表(mm)
⑵檢驗(yàn)分總成工序間偏差量:針對(duì)包邊總成精度問題點(diǎn),對(duì)焊接及包邊過程進(jìn)行重點(diǎn)排查,首先對(duì)內(nèi)板總成焊接進(jìn)行逐工序間變化量排查,確認(rèn)焊接變化量及變化量的穩(wěn)定性,根據(jù)逐工序焊接排查數(shù)據(jù)結(jié)果進(jìn)行分析,根據(jù)分析結(jié)果對(duì)焊接軌跡、焊接順序、焊點(diǎn)的分布及夾具夾緊等因素進(jìn)行調(diào)整,其中窗框部位在焊接過程中變形較明顯(圖1區(qū)域c),需結(jié)合門內(nèi)板及窗框搭接貼合度對(duì)夾具進(jìn)行預(yù)變形調(diào)整,控制窗框變形量;其次排查包邊模具包邊過程中造成的變化,重點(diǎn)排查壓死刀塊研合率、包邊棱線與產(chǎn)品造型是否一致,根據(jù)變化點(diǎn)對(duì)包邊模具預(yù)翻刀及壓死刀塊進(jìn)行調(diào)整。
⑶裝配精度:如圖1b區(qū)域所示,車門總成鉸鏈安裝孔精度、鉸鏈加強(qiáng)板分總成精度以及鉸鏈軸線偏差量直接影響車門安裝精度,裝配過程中,需結(jié)合裝具裝配精度對(duì)車門總成進(jìn)行調(diào)整,進(jìn)而滿足整車間隙面差要求。
五門一蓋安裝的品質(zhì)精度
⑴鉸鏈裝具裝配精度:鉸鏈分總成精度滿足公差要求后與門內(nèi)板進(jìn)行匹配焊接,利用裝具對(duì)車門總成進(jìn)行裝配,測(cè)量裝配數(shù)據(jù),并根據(jù)裝配數(shù)據(jù)對(duì)裝具精度進(jìn)行調(diào)整,同時(shí)需對(duì)門框膠條部位及密封膠條合裝部位進(jìn)行密封間隙數(shù)據(jù)測(cè)量,如圖2所示中的a,b位置點(diǎn),保證密封間隙數(shù)據(jù)合格,避免漏水、關(guān)閉大燈裝配性等問題的發(fā)生。此工作需反復(fù)裝配并檢測(cè),留存檢測(cè)記錄(一般反復(fù)裝配10~20臺(tái)份,分3批次開展),對(duì)測(cè)量所有數(shù)據(jù)進(jìn)行規(guī)律分析,根據(jù)分析數(shù)據(jù)對(duì)鉸鏈或裝具進(jìn)行調(diào)整,進(jìn)而達(dá)到最小偏差值。
⑵總成下沉及反彈力補(bǔ)償值:白車身總成匹配過程中,車門總成根據(jù)實(shí)車裝配重量增加配重塊,車門總成發(fā)生下垂,影響整車間隙面差;車門配重增加后受應(yīng)力影響,總成產(chǎn)生反彈力,故在整車匹配過程中需考慮總成下垂及反彈數(shù)據(jù),以上工作開展的同時(shí)需保證總成密封面的數(shù)據(jù)合格。
⑶檢測(cè)白車身裝飾件裝配后的變化量:車門總成裝配完成后需對(duì)B柱護(hù)板及窗框亮條、水切亮條進(jìn)行裝配驗(yàn)證,并對(duì)前后門窗兩亮條及水切亮條間隙面差進(jìn)行確認(rèn),如檢測(cè)不合格,需對(duì)門總成間隙面差重新調(diào)整或調(diào)整亮條安裝孔位置,進(jìn)而保證亮條間隙面差合格;確認(rèn)鉸鏈裝配扭矩:車門裝配過程中,對(duì)鉸鏈裝配均有標(biāo)準(zhǔn)扭矩,利用扭力扳手,對(duì)現(xiàn)場(chǎng)裝配扭矩進(jìn)行檢測(cè)。

圖2 門框膠條部位及密封膠條合裝部位
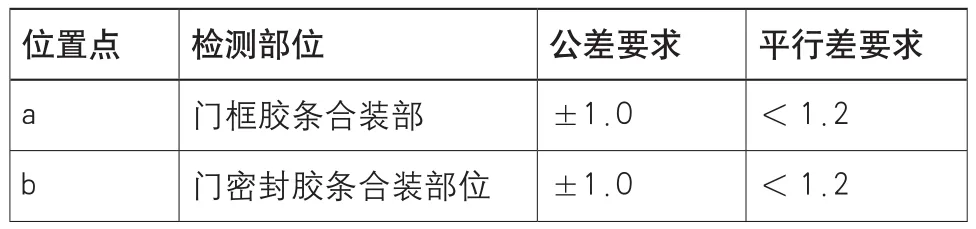
表2 密封面公差表(mm)
品質(zhì)調(diào)試管理思路
調(diào)試流程
⑴將沖壓?jiǎn)渭胖迷趭A具上進(jìn)行問題驗(yàn)證,重點(diǎn)對(duì)制件與夾具支撐塊是否貼合、是否存在型面干涉等問題進(jìn)行排查,識(shí)別重點(diǎn)問題,將問題進(jìn)行整改。
⑵確認(rèn)沖壓?jiǎn)渭龋舸鏅z測(cè)記錄,根據(jù)沖壓?jiǎn)渭z測(cè)數(shù)據(jù)對(duì)焊接夾具進(jìn)行確認(rèn),其中包含對(duì)夾具與圖紙的一致性,夾具自身的制造及裝配精度(利用關(guān)節(jié)臂進(jìn)行精度測(cè)量),如夾具精度不合格,則需調(diào)整至合格。
以上調(diào)試流程需經(jīng)多輪驗(yàn)證并調(diào)整,進(jìn)而達(dá)到焊接變形最小化,總成精度中值差最小的狀態(tài)。
調(diào)試順序
⑴檢查沖壓?jiǎn)渭z具RPS基準(zhǔn)與夾具RPS基準(zhǔn)點(diǎn)位置是否一致,并對(duì)不一致進(jìn)行排查。
⑵將沖壓?jiǎn)渭旁跈z具上進(jìn)行數(shù)據(jù)檢測(cè),并排查單件與檢具基準(zhǔn)面(MCS)是否存在干涉等問題,如有則進(jìn)行修整。
⑶利用檢測(cè)工具對(duì)沖壓?jiǎn)渭M(jìn)行精度檢測(cè),并對(duì)檢測(cè)過程中單件問題及檢測(cè)數(shù)據(jù)進(jìn)行整理,形成“XXXXX檢查基準(zhǔn)書”。
⑷確認(rèn)完單件精度后將檢測(cè)制件放在夾具上進(jìn)行夾具狀態(tài)確認(rèn),梳理RPS點(diǎn)合理性,單件檢測(cè)數(shù)據(jù)與夾具狀態(tài)是否符合,并記錄問題原因。
⑸依據(jù)焊接順序?qū)_壓?jiǎn)渭来芜M(jìn)行焊接,最終確定搭接部位精度,輸出精度報(bào)告。
⑹針對(duì)調(diào)試過程中產(chǎn)生的問題進(jìn)行整改,問題整改完成后繼續(xù)開展調(diào)試工作直至焊接總成合格。
夾具調(diào)試工作內(nèi)容
⑴放件前調(diào)試:檢查基準(zhǔn)面MCP是否設(shè)置在其要求位置,定位面型面是否制造為可調(diào)整形式;確認(rèn)基準(zhǔn)單元是否存在晃動(dòng)及移動(dòng),確認(rèn)鎖緊裝置是否可用;確認(rèn)可調(diào)節(jié)定位面精度是否穩(wěn)定(同一定位面連續(xù)調(diào)整20次左右);確認(rèn)夾具是否水平,利用液位儀進(jìn)行檢測(cè)。
⑵放件時(shí)調(diào)試:檢查定位面和制件,制件和檢具的檢測(cè)數(shù)據(jù)的一致性及間隙和干涉量,更換制件進(jìn)行重新檢測(cè),記錄其偏差量;需對(duì)同一制件進(jìn)行3臺(tái)份數(shù)據(jù)檢測(cè),分析其數(shù)據(jù)的偏差量;當(dāng)制件與夾具單元塊發(fā)生干涉時(shí),需進(jìn)行去干涉;當(dāng)制件與夾具單元塊存在間隙時(shí),需確認(rèn)其間隙量,并增加墊片消除間隙。
⑶制件放件完成后:確認(rèn)夾具夾緊前后制件的變化,確定制件與夾具的貼合狀態(tài),并做好記錄;對(duì)制件存在移動(dòng)公差部位,確認(rèn)夾具是否可進(jìn)行公差內(nèi)調(diào)整;確認(rèn)夾具定位銷是否完全插入;確認(rèn)焊鉗作業(yè)是否穩(wěn)定。
⑷焊接完成后:確認(rèn)夾具無夾緊狀態(tài)下制件型面與夾具型面是否貼合或間隙≤0.3mm,并記錄數(shù)據(jù);將焊接完成的總成拆下后重新放置在夾具上,確認(rèn)制件與夾具是否存在間隙或干涉;確認(rèn)焊合制件焊接前后是否存在變化,并對(duì)變化部位及變化量進(jìn)行記錄。
結(jié)束語
樣車試制是一個(gè)不斷驗(yàn)證,不斷修改的過程。特別是在整車間隙面差品質(zhì)提升階段,在產(chǎn)品型面搭接及夾具精度合格的情況下為保證整車間隙面差品質(zhì),仍需做出很多的調(diào)整,包括五門一蓋總成公差修正,對(duì)夾具焊點(diǎn)位置及焊接先后順序調(diào)整,夾具夾緊位置的調(diào)整以及焊接工藝的調(diào)整。產(chǎn)品設(shè)計(jì)人員及模具、檢具及夾具技術(shù)人員需要跟蹤調(diào)試過程,并根據(jù)實(shí)際裝車需求對(duì)設(shè)計(jì)要求進(jìn)行修改。在裝車現(xiàn)場(chǎng)技術(shù)人員需準(zhǔn)確記錄問題及數(shù)據(jù),并將問題反饋至技術(shù)骨干及高級(jí)工程師、專家,對(duì)問題進(jìn)行綜合考慮分析,制定可行、有效的實(shí)施方案,從而保證整車間隙面差的品質(zhì)。
猜你喜歡
中國設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48