淺談長(zhǎng)軸系主推進(jìn)系統(tǒng)安裝風(fēng)險(xiǎn)分析
2018-08-31 12:54:44鄭青松周劍光
智能城市 2018年14期
關(guān)鍵詞:工藝
鄭青松 周劍光
上海振華重工(集團(tuán))股份有限公司,上海 200125
近年來,隨著我國(guó)造船水平的提升,原本僅在國(guó)外大型船廠建造的長(zhǎng)軸系類工程船舶,在國(guó)內(nèi)也陸續(xù)開工,由于經(jīng)驗(yàn)缺乏,精度控制意識(shí)不強(qiáng),不少船廠在首次建造過程中付出了較為承重的代價(jià),造成二次返工,不僅影響工期,還浪費(fèi)不必要的成本。
筆者曾主持建造過多艘此類型船舶,熟悉此類船舶控制關(guān)鍵點(diǎn),以上海船舶設(shè)計(jì)研究院設(shè)計(jì)的TUNA-A80船型為例,前后兩條船數(shù)據(jù)進(jìn)行對(duì)比,現(xiàn)身說法,探討長(zhǎng)軸系安裝風(fēng)險(xiǎn)及應(yīng)對(duì)措施。
1 前期控制和數(shù)據(jù)測(cè)量
船舶下水后,軸系對(duì)中,齒輪箱及中間軸承底座已固定,螺栓扭力上緊并報(bào)驗(yàn),軸承負(fù)荷頂升已報(bào)驗(yàn)并得到廠家認(rèn)可,主機(jī)與齒輪箱對(duì)中完成,報(bào)驗(yàn)完成。軸系對(duì)中結(jié)束后發(fā)現(xiàn)齒輪箱、軸發(fā)、對(duì)外消防泵、主機(jī)墊塊厚度與圖紙一號(hào)船數(shù)據(jù)偏差較小,二號(hào)船墊塊厚度與理論值相比存在較大偏差,在精拉線時(shí)已發(fā)現(xiàn)墊塊厚度需加厚。
二號(hào)船具體數(shù)據(jù)如表1。
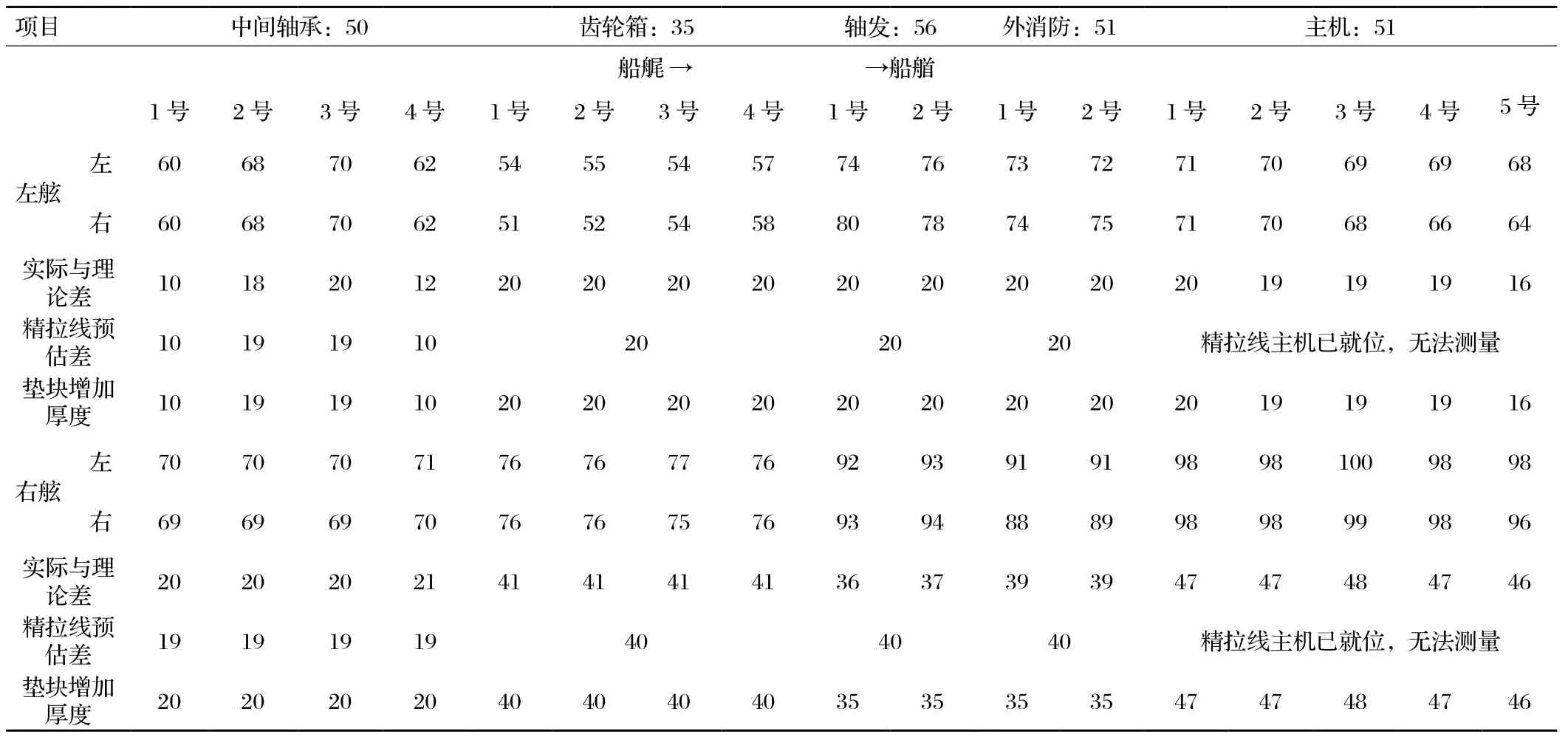
表1 二號(hào)船墊塊厚度與理論值具體數(shù)據(jù)(mm)
2 主推進(jìn)系統(tǒng)墊塊厚度偏差原因分析
墊塊最終厚度與精拉線測(cè)量預(yù)估厚度偏差較小,與理論值偏差較大,通過測(cè)量數(shù)據(jù)值表明:左右舷整個(gè)軸系墊塊增加厚度船艉較薄,船頭較厚,由此可認(rèn)為結(jié)構(gòu)在粗拉線和精拉線期間存在變化,且左右也存在一定差異。
通過項(xiàng)目組工藝、技術(shù)、質(zhì)檢、施工人員進(jìn)行過程總結(jié),分析原因如下:
施工方案制定表示,主推進(jìn)系統(tǒng)所有設(shè)備底座安裝當(dāng)初考慮船體內(nèi)施工空間狹小,主機(jī)、齒輪箱等設(shè)備無法抬升預(yù)留足夠修割、焊接空間的特點(diǎn),基座安裝是粗拉線后、主機(jī)/齒輪箱吊裝前進(jìn)行修割、焊接。而實(shí)際精拉線與粗拉線船體狀態(tài)相差很大是造成墊塊厚度數(shù)據(jù)變化主要原因。項(xiàng)目初期對(duì)船體粗拉線后的變形認(rèn)識(shí)和了解不夠充分,施工過程中沒有重視粗拉線的狀態(tài)要求。
主機(jī)、齒輪箱、軸發(fā)、中間軸承,對(duì)外消防泵等設(shè)備底座焊接時(shí)為粗拉線后即進(jìn)行焊接,而此時(shí)主船體狀態(tài)為:主體外板結(jié)構(gòu)剛剛貫通,內(nèi)部大量強(qiáng)結(jié)構(gòu)焊接工作并未結(jié)束,焊接產(chǎn)生的結(jié)構(gòu)變形對(duì)軸系底座的影響沒有消除;上建、主機(jī)、齒輪箱,艉滾筒、鯊魚鉗等重量較大結(jié)構(gòu)和設(shè)備并未吊裝上船,大件對(duì)船體變形產(chǎn)生的影響并未消除;主甲板上鯊魚鉗、工藝孔及帶纜樁等沒有焊接結(jié)束,焊接變形對(duì)主船體結(jié)構(gòu)影響沒有消除;船體軸系區(qū)域內(nèi)艙室密性沒有試驗(yàn)完畢。
以上幾條違反了軸系安裝工藝,在主機(jī)軸系布置區(qū)域內(nèi),主甲板下(除主機(jī)等設(shè)備吊裝用503 板片分段)、機(jī)艙前艙壁至船艉所有船體結(jié)構(gòu)主要焊接工作已完成,火工矯正工作已結(jié)束,主機(jī)軸系布置區(qū)域內(nèi)艙室的密性試驗(yàn),報(bào)檢已驗(yàn)收完畢。
主船體前后重量不一,對(duì)于三用工作船及油田守護(hù)船該類型船舶,尾部線型較大,尾部支撐拆除后在自由狀態(tài)下焊接應(yīng)力和自由釋放需要至少3d左右的過程,粗拉線拆除支撐后即開始,施工過早,尾部分段應(yīng)力沒有完全自由釋放。
此條違背了軸系安裝工藝,船體艉部區(qū)域內(nèi)的剛性支撐已拆除,艉部處于自由狀態(tài),艉部呆木部位使用硬木墊牢固(此步驟影響下水后艉軸狀態(tài),重點(diǎn)關(guān)注)和船體狀態(tài)應(yīng)正確,檢查理論線縱向偏差不得超過3mm,橫向偏差不得超過2mm,連續(xù)3d保持穩(wěn)定。
粗拉線時(shí)基座平面度及尺寸公差符合要求明確,但最終精拉線測(cè)量的基座平面度/尺寸與工藝文件中要求的±4mm有超差,未能符合軸系工藝中要求。
施工過程中軸系安裝流程和工藝紀(jì)律管理不嚴(yán),現(xiàn)場(chǎng)施工人員沒有嚴(yán)格按照工藝技術(shù)文件施工。
設(shè)計(jì)在設(shè)計(jì)墊塊形式時(shí)未考慮長(zhǎng)軸系特點(diǎn),SKF墊塊的可調(diào)整范圍僅為±6mm,無法滿足長(zhǎng)軸系實(shí)際調(diào)整范圍。
3 墊塊厚度偏差糾正措施
針對(duì)目前項(xiàng)目墊塊厚度與理論值偏差較大的問題,項(xiàng)目組聯(lián)合設(shè)計(jì)公司、主推進(jìn)系統(tǒng)相關(guān)廠家,根據(jù)每個(gè)軸系的現(xiàn)狀,在滿足規(guī)范要求,廠家技術(shù)要求等前提下,根據(jù)SKF廠家給出的技術(shù)文件,討論制定了如下增加墊塊方案,具體尺寸如表2。

表2 增加墊塊方案尺寸(mm)
4 墊塊厚度對(duì)推進(jìn)系統(tǒng)風(fēng)險(xiǎn)分析
軸系安裝精度不足風(fēng)險(xiǎn)。精拉線過程中嚴(yán)格按照工藝流程,軸系相對(duì)船體的位置嚴(yán)格滿足軸系安裝精度要求。
艉管軸承同心度超差的風(fēng)險(xiǎn),艉管環(huán)氧澆注后,采用瑞典進(jìn)口同心度測(cè)量?jī)x,對(duì)中艉管同心度進(jìn)行復(fù)測(cè),精度完全滿足工藝規(guī)范要求,最大偏差在0.08mm,優(yōu)于主推廠家要求的0.12mm要求。
艉管軸承間隙不足的風(fēng)險(xiǎn)。艉管安裝后船廠對(duì)軸承內(nèi)孔和艉軸尺寸進(jìn)行了復(fù)測(cè),符合廠家要求,穿軸后船東船檢對(duì)軸承間隙進(jìn)行了塞尺檢查,間隙數(shù)據(jù)得到了軸系廠家認(rèn)可。
墊塊厚度是否符合規(guī)范的風(fēng)險(xiǎn)。SKF可調(diào)墊塊下增加固定墊塊后的設(shè)計(jì)公司出具修改單,船廠工藝技術(shù)部門修改工藝文件,重新發(fā)CCS船級(jí)社驗(yàn)船師,現(xiàn)場(chǎng)報(bào)驗(yàn)通過。
齒輪箱螺栓承受過大剪切力的風(fēng)險(xiǎn)。墊塊加厚后為避免齒輪箱螺栓承受剪切力,在原有緊配螺栓的基礎(chǔ)上,按照設(shè)計(jì)圖紙?jiān)黾恿酥雇茐K,避免了齒輪箱在承受推力和振動(dòng)工作過程中螺栓承受剪切力。
墊塊加厚對(duì)主機(jī)底腳螺栓的風(fēng)險(xiǎn)。墊塊加厚后對(duì)主機(jī)底腳螺栓強(qiáng)度的影響,經(jīng)過技術(shù)部門計(jì)算,符合要求。
墊塊加厚后對(duì)軸承溫度的產(chǎn)生的風(fēng)險(xiǎn)。根據(jù)兩船頂升試驗(yàn)報(bào)告,頂升負(fù)荷數(shù)據(jù)已獲得供貨廠家杭齒認(rèn)可,軸承負(fù)荷狀態(tài)良好。
墊塊加厚后對(duì)齒輪箱與主機(jī)對(duì)中風(fēng)險(xiǎn)。對(duì)中數(shù)據(jù)嚴(yán)格按照廠家要求,對(duì)中數(shù)據(jù)見附件報(bào)告,已滿足主機(jī)、齒輪箱廠家計(jì)算對(duì)中數(shù)據(jù)要求。
總之,通過軸系性能方面的分析和設(shè)計(jì)公司及供應(yīng)商的認(rèn)可,能從根本上避免軸系的風(fēng)險(xiǎn)。
5 后續(xù)在建項(xiàng)目避免措施
為避免后續(xù)再建項(xiàng)目出現(xiàn)同樣情況,降低墊塊加厚對(duì)整個(gè)軸承產(chǎn)生的風(fēng)險(xiǎn),應(yīng)注意以下事項(xiàng):
嚴(yán)格遵守6500HP軸系安裝工藝紀(jì)律的要求,施工前工藝人員組織具體施工人員進(jìn)行工藝技術(shù)文件交底。
嚴(yán)格按照工藝文件要求,粗拉線前,在主機(jī)軸系布置區(qū)域內(nèi),主甲板下(除主機(jī)等設(shè)備吊裝用503 板片分段)、機(jī)艙前艙壁至船艉所有船體結(jié)構(gòu)主要焊接工作完成,火工矯正工作結(jié)束,主甲板鯊魚鉗、帶纜樁等大型焊接工作完畢、主機(jī)軸系布置區(qū)域內(nèi)艙室的密性試驗(yàn)完畢。
尾部支撐拆除后在自由狀態(tài)下焊接應(yīng)力和自由釋放需要至少3d左右的過程,檢查船體狀態(tài)應(yīng)正確,檢查理論線縱向偏差不得超過3mm,橫向偏差不得超過2mm,連續(xù)3d保持穩(wěn)定。
尾部大型構(gòu)件及設(shè)備到位。中間軸預(yù)埋到位、艉部主要設(shè)備已安裝到位或等效壓載,包括艉滾筒、鯊魚鉗、舵機(jī)等設(shè)備,擋貨欄桿燒焊完,導(dǎo)流罩已經(jīng)預(yù)吊到位,施工期間不得有集中載荷的移動(dòng)。
粗拉線時(shí)同樣需在晚上進(jìn)行,避免振動(dòng)相關(guān)的作業(yè),避免施工過程中數(shù)據(jù)可重復(fù)性差,提高測(cè)量精度。
對(duì)于齒輪箱及主機(jī)底座制作及安裝,嚴(yán)格按照基座工藝文件公差要求進(jìn)行報(bào)驗(yàn),控制裝配及焊接變形影響,滿足工藝文件平面度≤4mm,極限8mm的要求,面板與基線高度偏差≤3mm,如在定位焊接時(shí)超差,割除重新定位焊接。
6 結(jié)語(yǔ)
通過消化主推進(jìn)各設(shè)備手冊(cè)安裝要求,提前做好船廠自身工藝,施工過程中嚴(yán)格把控,通過精度控制,可以有效防范長(zhǎng)軸系類主推進(jìn)系統(tǒng)安裝風(fēng)險(xiǎn),確保安裝一次性成功。
猜你喜歡
中國(guó)特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
