帶內倒角管道對接焊縫超聲檢測信號的特征
2018-09-01 04:40:06
無損檢測 2018年8期
(中國大唐集團科學技術研究院有限公司華東分公司,合肥 230000)
管道對接焊縫往往存在兩個厚度不等的管道相焊接的情況。為了保證焊縫兩側厚度一致,需要在較厚一側的管道內壁、外壁進行倒角處理[1]。火力發電廠高溫高壓蒸汽管道對接焊縫同樣也會出現管道厚度不等的情況,也通常會對較厚一側的管道內壁或兩側管道同時進行倒角處理。
在對管道對接焊縫進行超聲檢測時,由于倒角的存在,產生的信號特征有時與未焊透、未熔合缺陷的信號特征相似,而易引起檢測人員的誤判。
為了避免此種情況的發生,筆者對帶內倒角管道焊接接頭的超聲反射信號特征進行了深入分析,并與未焊透、未熔合缺陷信號的特征進行了比較,以避免檢測中誤判的發生。
1 管道對接接頭坡口結構特征
根據DL/T 869-2012《火力發電廠焊接技術規程》規定,內壁不相等而外壁要求齊平時,按照圖1所示兩種結構加工坡口(圖中δ1為較薄一側的焊件厚度,δ2為較厚一側的焊件厚度)。

圖1 不同厚度焊件對接坡口的加工示意
按照規定加工坡口時,較厚一側的鈍邊至倒角斜邊拐點位置距離(水平段距離)不小于δ1。利用超聲檢測方法對此種坡口結構的管道進行檢測時,根部缺陷的反射信號和正常結構的反射信號是比較容易區分的。
火力發電廠管道對接焊縫的坡口結構加工時并非按照規定進行。實際加工會在鈍邊起點位置直接倒角[2],如圖2所示(以V型坡口為例),此種結構沒有水平段,只有倒角斜邊;又由于管道本身加工的原因,沿管道圓周方向的厚度分布并不均勻;對接焊接時為了保證熔池的深度一致,圓周方向上的倒角深度L2會不相等,導致倒角斜邊距離L1也不相同。當距離L1較小,并且比較靠近焊縫根部位置時,就會給超聲檢測帶來困難;如果超聲檢測人員經驗不足,會將此種結構波誤判為缺陷波。
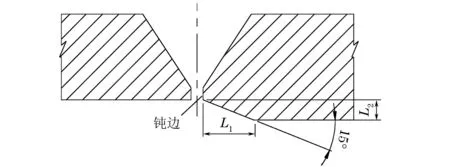
圖2 不同厚度焊件直接倒角的示意
2 帶內倒角管道焊縫的超聲信號特征分析
超聲檢測管道對接焊縫時,常采用斜探頭。由于斜探頭利用的是縱波斜入射,縱波斜入射到第二介質中產生橫波,其聲束與聲束軸線不對稱,而是存在上下兩個半擴散角,其中上半擴散角θ上大于下半擴散角θ下。斜探頭檢測帶內倒角管道對接焊縫的示意如圖3所示。
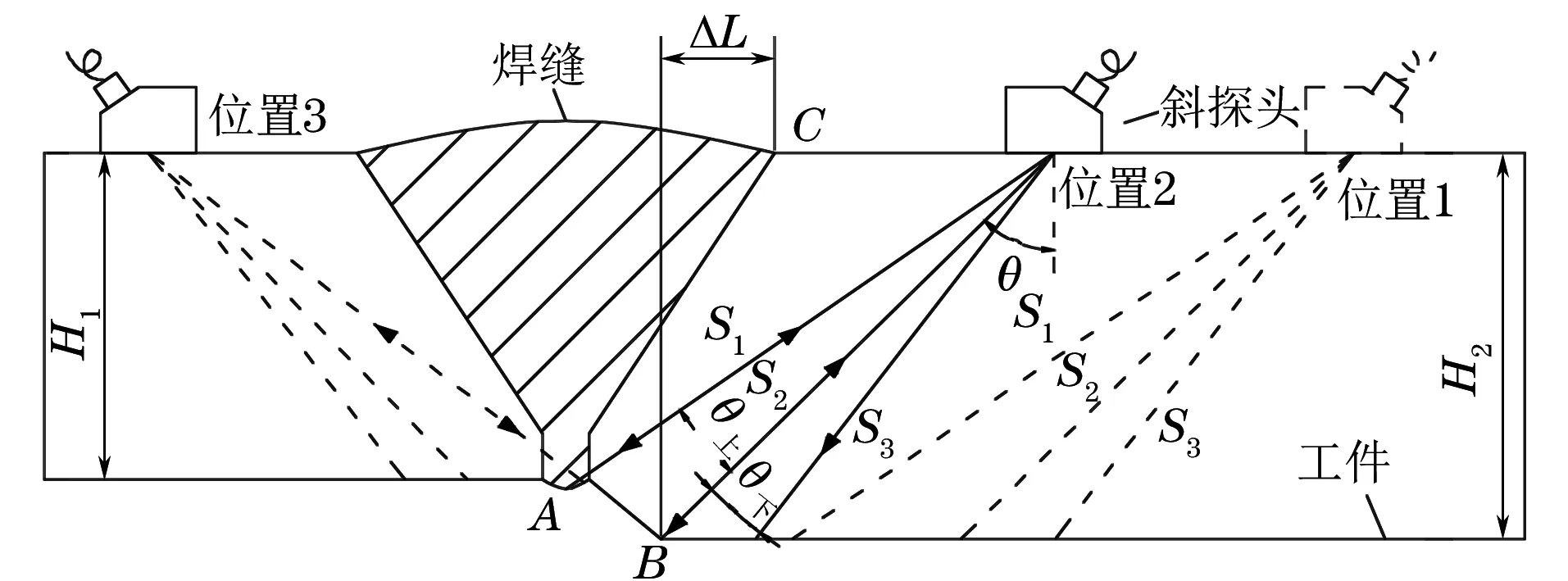
圖3 斜探頭檢測帶內倒角管道對接焊縫的示意
對管道帶倒角的對接焊縫進行超聲檢測時,根據反射回波辨別的難易程度,可將其分為兩種情況:一種情況為圖3所示的結構,圖中B、C兩點之間的距離為ΔL,當B點處于C點左側時,記為ΔL>0;另一種情況為B點處于C點右側,圖3中未標出,記為ΔL<0。下面將對這兩種情況的信號特征分別進行討論。
(1) 當ΔL>0時,A點和B點位置較近,此時直探頭在焊縫邊緣測量的厚度為H2,而實際根部反射在A點,此種情況比較復雜,容易誤判。
檢測時探頭從位置1向位置2移動的過程中,聲程S1第一次到達根部位置B點時,超聲波儀器屏幕上會顯示反射波。
儀器按照深度1∶1調節時,該點反射波的顯示深度為S1/cosθ,由于S1>S2,可得S1/cosθ>S2/cosθ=H2,即屏幕的顯示反射波深度大于H2。
隨著探頭的繼續移動,當中心聲束到達B點時,即聲程S2到B點時,儀器屏幕上顯示的反射波幅為最高,此時深度顯示為H2。
繼續移動探頭,使得聲程S3到達B點時,儀器屏幕上顯示的深度為S3/cosθ,由于S2>S3,可得S2/cosθ>S3/cosθ,即屏幕的顯示反射波深度小于H2。
探頭從位置1向位置2移動的過程中,B點的反射波在儀器屏幕上的顯示特征為:深度范圍由大到小,反射波幅高度為逐漸增大,增大到最大后,再逐漸降低;當聲束中心位置S2到達B點時反射波幅最高,深度顯示為H2時為最大,之后再逐漸降低。
同理,當聲程S1,S2,S3依次到達焊縫根部A點時,反射特征相同。當A點和B點同時處于聲束的覆蓋范圍內時,儀器屏幕上會同時顯示兩個反射波幅,即“雙峰”結構。根據幾何原理,到達A點的聲程始終大于到達B點的聲程,故屏幕上顯示深度較大位置的波峰始終為A點的反射波,深度較小位置的波峰為B點的反射波。
判斷此種結構的反射波形需分別找到A、B兩點的最大反射波幅對應的深度,分別記為HA,HB,數值上兩者關系應滿足HA 總之,根據焊縫兩側的反射波形特征,以及最高反射波幅對應的深度進行綜合比較、分析,可以判斷出帶內倒角管道對接焊縫的反射特征。 (2) 當ΔL<0,且直探頭縱波聲束覆蓋范圍為AB斜面時,直探頭在焊縫邊緣無法測量具體數值,向遠離焊縫側繼續移動探頭可測得數值H2,由于A點和B點相距較遠,聲束有效范圍不能同時覆蓋兩點位置,不會出現“雙峰”結構的反射波形,故比較容易判斷此種倒角結構的反射特征,此處不再贅述。 管道對接焊縫未熔合分3種情況,即層間未熔合、坡口未熔合和根部未熔合,下面只討論根部未熔合[3]的情況。 超聲檢測管道對接焊縫根部單側未熔合示意見圖4。當探頭處于位置1,焊縫根部A點和鈍邊B點同時處于聲束的覆蓋范圍內時,在焊縫根部A點形成根部反射,B點形成端角反射[4],儀器屏幕同樣會顯示“雙峰”結構。移動探頭,分別找到A、B兩點的最大反射波幅所對應的深度,分別記為HA、HB,其中HB與工件厚度H1相等,兩者大小應相近或HA稍大于HB。再將探頭移至對側,如圖4中位置2,焊縫根部A點會形成反射波;此時儀器屏幕會顯示單一的反射波形,最高波幅對應的深度應與HA相近。 圖4 斜探頭檢測根部單側未熔合管道對接焊縫的示意 同樣,根據焊縫兩側的反射波形特征,以及最高反射波幅對應的深度進行綜合比較、分析,可以判斷出管道對接焊縫根部未熔合的反射特征。 超聲檢測管道對接焊縫根部未焊透示意見圖5。當探頭處于位置1,焊縫根部A點和鈍邊B點同時處于聲束的覆蓋范圍內時,A、B點都會形成反射信號,其反射信號特征也為“雙峰”結構。移動探頭分別找到A、B兩點的最大反射波幅所對應的深度,分別記為HA、HB,其中HB與工件厚度H1相等,兩者大小關系應為HA 圖5 斜探頭檢測未焊透管道對接焊縫的示意 管道帶內倒角、根部未熔合和未焊透,三者之間的超聲檢測信號特征具有一定的相同點,也存在不同點。其相同點是都具有“雙峰”結構,不同點是“雙峰”對應的最高反射波幅深度不同,不同檢測位置所對應的信號特征及深度也不相同。現從以上幾個角度歸納總結三者之間的區別,如表1所示。 表1 管道帶內倒角、根部未熔合和未焊透的信號特征對比 南京某電廠對一段硬度偏低的主蒸汽管道進行更換,新更換的管道沿圓周方向的厚度分布不均勻,對接焊接時為了保證熔池的深度一致,對管道內壁進行了倒角處理,倒角型式為直接倒角結構,且倒角厚度沿管道圓周方向不等,如圖6所示。 該段主蒸汽規格(外徑×壁厚)為φ610 mm×105 mm,材料為SA-335P92。焊后24 h,對其焊縫進行超聲檢測。檢測使用漢威HS616e檢測儀器,型號為A2.5P13×13A45、A2.5P13×13A60的探頭;采用CSK-1A,RB-3試塊進行系統校準和靈敏度調整。 如圖6所示,將該主蒸汽管道對接焊縫按時鐘方向劃分區域,圖中約11點到9點方向倒角厚度相對較大,超聲檢測時信號特征相當于圖3中ΔL<0時的情況,較易判斷;10點到11點區域倒角厚度較小,相當于ΔL>0時的情況。該段主蒸汽管道的倒角示意如圖7所示,其根部A、B兩點相距較近,因此超聲檢測時,在10點到11點方位存在較近的“雙峰”波形,其波形如圖8(a)所示; 通過移動探頭,找到前一波峰的最大反射波幅位置,其深度顯示記為H1=94.6 mm,該位置水平方向定位于焊縫中心,如圖8(b)所示。繼續移動探頭,找到后一波峰的最大反射波幅位置,其深度顯示為H2=105.1 mm,水平定位偏離焊縫中心約5 mm,如圖8(c)所示。 圖6 管道焊前內壁加工倒角外觀 圖7 主蒸汽管道焊縫倒角示意 兩者最高波幅水平定位不在同一位置。再將探頭放置焊縫對側,其反射波形為“單峰”,且深度為94.9 mm,接近H1。綜上所述,可以判斷深度H1相當于圖3中的HA,深度H2相當于圖3中HB,兩者差ΔH=10.5 mm,深度差較大,且在兩者水平定位上有一定的差別,由以上可判斷此“雙峰”波形為倒角處理的結構波,且倒角深度約10 mm,并非缺陷波。 管道對接焊接時,對管道內壁進行倒角處理是普遍存在的。對此類焊縫進行超聲檢測時,根部反射常出現“雙峰”波形。判斷此種波形需要通過管道測厚數據、焊縫坡口結構、兩個反射波峰最大時對應的深度、反射位置的水平定位以及不同的檢測位置等基本信息和檢測方法綜合判斷,以避免發生誤判。 圖8 管道焊縫不同檢測位置的超聲檢測波形3 未熔合、未焊透超聲信號特征分析
3.1 未熔合超聲信號特征分析

3.2 未焊透超聲信號特征分析

4 管道帶內倒角與根部未熔合、未焊透超聲信號對比分析

5 檢測實例


6 結論
 猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08鴨綠江(2021年35期)2021-04-19 12:24:18中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52考試與評價·高一版(2020年6期)2020-11-02 02:45:24金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48電子制作(2018年11期)2018-08-04 03:25:42制造業自動化(2017年2期)2017-03-20 14:26:13
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08鴨綠江(2021年35期)2021-04-19 12:24:18中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52考試與評價·高一版(2020年6期)2020-11-02 02:45:24金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48電子制作(2018年11期)2018-08-04 03:25:42制造業自動化(2017年2期)2017-03-20 14:26:13
