在用厚壁加氫反應器的無損檢測技術
2018-09-01 04:40:28,,,,
無損檢測 2018年8期
,,, ,
(1.合肥通用機械研究院有限公司,合肥 230031;2.國家壓力容器與管道安全工程技術研究中心,合肥 230031)
厚壁加氫反應器是煉油工業進行石油深度加工,提高油品質量和經濟效益的關鍵設備之一。該類反應器通常在高溫、高壓和臨氫條件下運行,工作條件十分惡劣,故其安全性是一個很重要的問題,一旦發生事故,將帶來無法估計的經濟損失。因此,對在用厚壁加氫反應器的無損檢測方法進行分析和探討,具有重要的意義。
1 厚壁加氫反應器的結構特點
厚壁加氫反應器的母材通常采用2.25Cr1Mo鋼板或鍛件,設計壁厚為80~300 mm。為抗硫化氫等腐蝕介質的腐蝕,反應器內壁堆焊有奧氏體不銹鋼堆焊層(其中309不銹鋼焊材作為過渡層,347不銹鋼焊材作為蓋面) ,設計壓力為8~20 MPa,設計溫度為370~410℃,工作介質主要有油、H2、H2S,其結構示意如圖1所示。
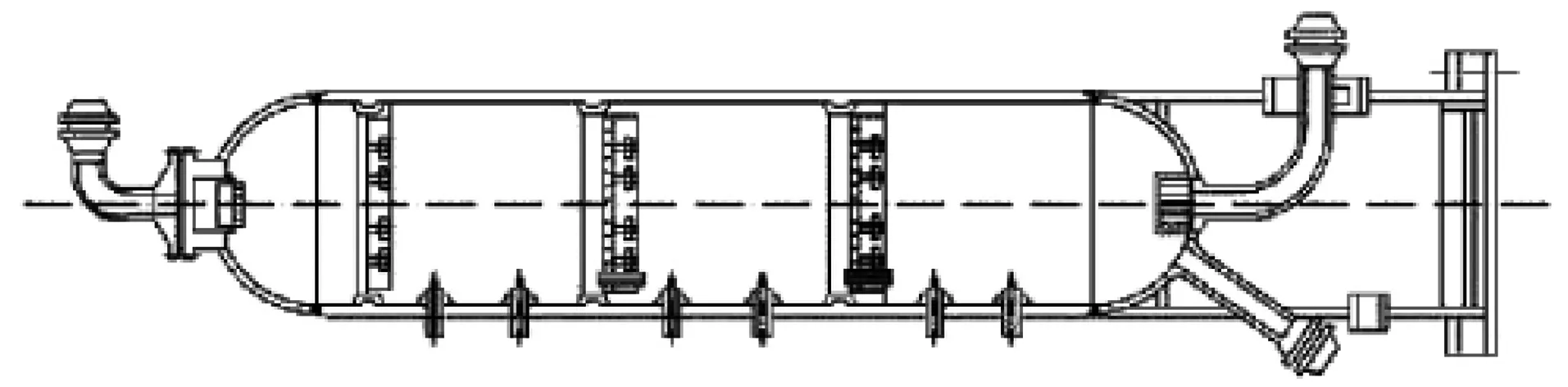
圖1 厚壁加氫反應器結構示意
厚壁加氫反應器的結構特點有:① 一般采用球形封頭;② 構件采用凸臺支撐型式;③ 筒體一般采用鍛焊結構的型式,單節同節整體鍛造無縱縫,筒體與筒體之間采用窄間隙U型坡口多層焊連接型式,接管與筒體之間采用嵌入式結構連接型式,從而避免角焊縫連接;④ 筒體與裙座連接型式采用整體鍛環型式。
2 常見焊接缺陷類型
在制造過程中,厚壁加氫反應器的焊縫會產生表面缺陷和內部缺陷兩種。常見的表面缺陷有表面氣孔、表面未熔合、表面裂紋及表面咬邊、焊瘤、凹坑等。常見的內部缺陷有氣孔、夾渣、夾鎢、未焊透、未熔合、裂紋等。而內壁堆焊層則易出現熱裂紋、過渡區材料脆化和開裂,以及堆焊層下冷裂紋和再熱裂紋等缺陷。
使用過程中,在高應力的作用下焊縫中存在的未超標缺陷、漏檢缺陷等易發生擴展,從而影響設備的強度和性能,甚至會縮短設備的使用壽命。
3 在用厚壁加氫反應器主焊縫的無損檢測
在用厚壁加氫反應器主焊縫的檢測部位有主體對接縱、環焊縫,接管與筒體(或封頭) 連接焊縫。其主要的檢測方法有超聲檢測、TOFD檢測、磁粉檢測等方法。
3.1 脈沖反射式超聲檢測
在用厚壁加氫反應器的定期檢驗,由于條件限制很難進行射線檢測,故超聲檢測成為了首選方法。厚壁加氫反應器主焊縫采用窄間隙焊,常見的缺陷一般垂直于檢測面,因此可采用從筒體外壁選擇不同K值的斜探頭和不同K值探頭組合的方式對主焊縫進行重復檢測。同時,使用單晶直探頭對斜探頭掃查母材區域進行100%掃查,主要依據標準為NB/T 47013.3-2015《承壓設備無損檢測 第3部分:超聲檢測》。
(1) 板焊結構厚壁加氫反應器(厚度一般在80~200 mm間),通常采用CSK-ⅠA,CSK-ⅡA試塊校準檢測靈敏度。
(2) 鍛焊結構厚壁加氫反應器(厚度一般大于200 mm),常采用CSK-ⅣA試塊校準檢測靈敏度。
3.2 超聲TOFD檢測
超聲TOFD檢測技術對垂直于表面的裂紋和未融合缺陷的檢測具有較高的靈敏度,TOFD檢測技術原理如圖2所示。
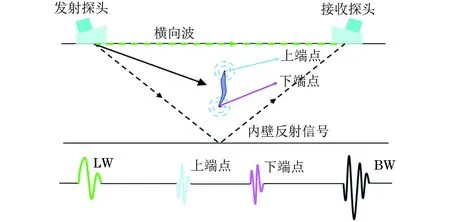
圖2 TOFD檢測原理示意
如圖2所示,TOFD技術主要采用一發一收的方式,其主要依靠脈沖聲波傳播的時間差來進行缺陷定量,而信號幅值與缺陷定量沒有直接關系。檢測時,發射探頭向試件內發射超聲脈沖,經試件上表面和底部到達接收探頭。沿上表面傳播的直通波(LW)和由底面反射的底面回波(BW) 構成固有的參考信號;當試件內存在缺陷,則由缺陷兩尖端產生的缺陷衍射波也能到達接收探頭,缺陷波位于LW和BW之間,且當缺陷有足夠的高度時,兩尖端衍射波在時間上可分辨。
TOFD檢測技術具有以下特點:① 對面積型缺陷、埋藏缺陷、未熔合缺陷的檢測具有較高的可靠性。② 為缺陷性質的判斷提供了一定的根據。③ 對表面及近表面缺陷、橫向裂紋檢出的可靠性較低,因此在TOFD檢測過程中,須附加常規脈沖反射式超聲檢測的橫向掃查,防止橫向缺陷的漏檢。④ TOFD檢測會生成B掃圖像,根據圖像可大致判斷出缺陷的類型和長度。
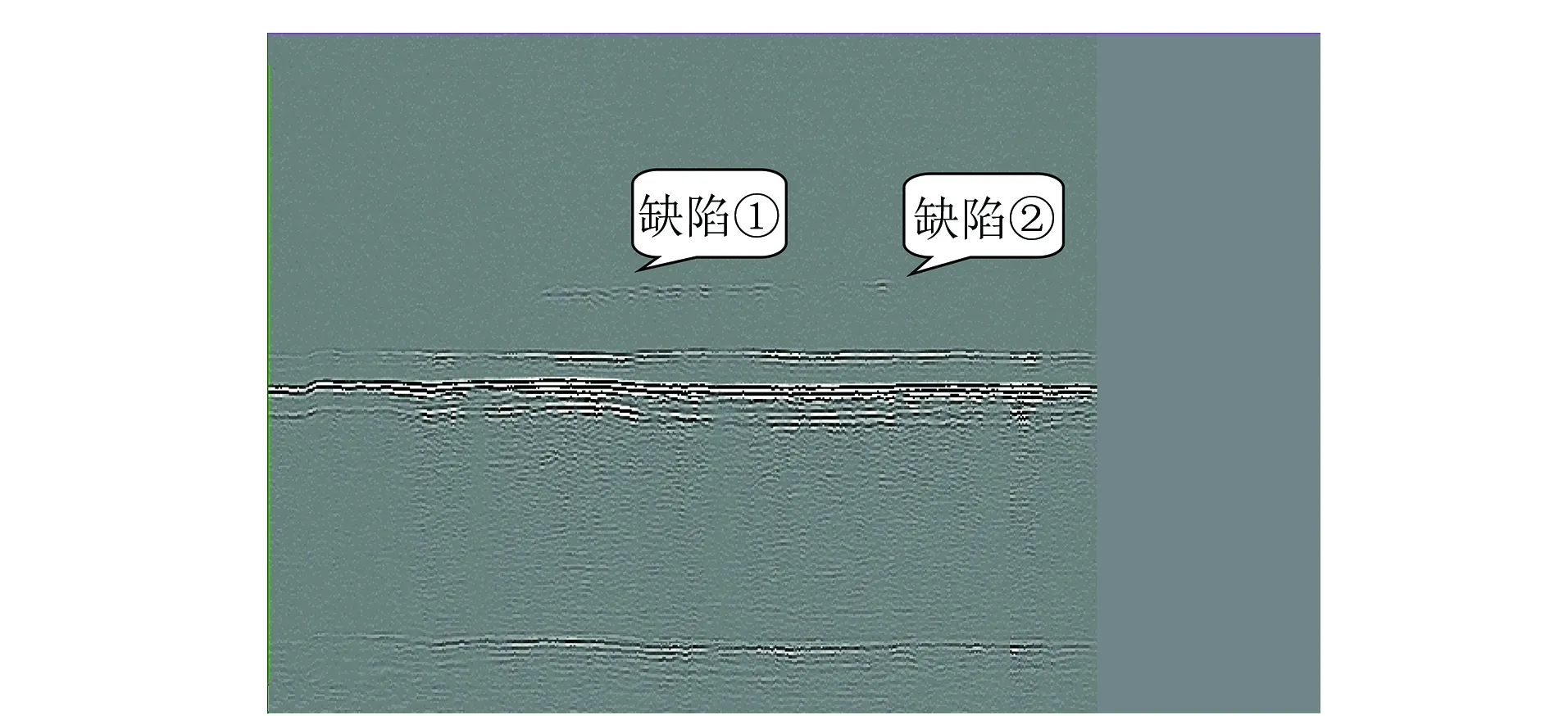
圖3 某加氫反應器主焊縫TOFD檢測圖譜
某加氫反應器主焊縫TOFD檢測圖像如圖3所示,從圖中能大致判斷出缺陷的類型和長度。缺陷①的信息為:距保溫帶424 mm,長度L=360 mm,深度H=97.35 mm,自身高度h=2.71 mm,線性缺陷,Ⅲ級。缺陷②的信息為:距保溫帶904 mm,長度L=38 mm,深度H=96.57 mm,自身高度h=2.34 mm,線性缺陷,Ⅲ級。
3.3 磁粉檢測
對加氫反應器主焊縫、接管焊縫及管道對接焊縫外壁進行磁粉檢測,磁化方法采用旋轉磁場復合磁化法以及磁軛法。使用磁軛法時至少應在兩個相互垂直的方向進行磁化,可檢出不同取向的表面或近表面缺陷,以提高檢測效率和缺陷檢出的可靠性。磁粉檢測操作方法和步驟及工藝要求執行NB/T 47013.3-2015標準。
4 主焊縫內壁堆焊層的無損檢測
4.1 堆焊層氫制剝離缺陷的超聲檢測
加氫反應器在制造過程中,堆焊層與母材界面上會形成碳化物析出的脆化區,易形成未結合缺陷。加氫反應器在使用過程中,氫大量擴散到鋼中,母材與堆焊層的界面處因高濃度氫的聚集而引起氫脆,導致母材和堆焊層結合面剝離。氫制剝離缺陷大多平行于堆焊層和母材金屬的熔合面,一般不會影響反應器的承載能力,但隨著設備的不斷使用,剝離面積會增大而導致內件的脫落,腐蝕防護性能下降,介質直接侵入母材,最終導致設備的失效。
堆焊層氫制剝離缺陷的超聲檢測方法為:
(1) 采用雙晶直探頭從堆焊層側檢測基材與堆焊層未結合缺陷,使用NB/T 47013.3-2015中T1、T2型試塊10 mm平底孔,如圖4,5所示。
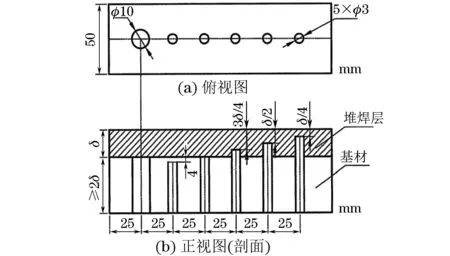
圖4 T1型試塊結構示意
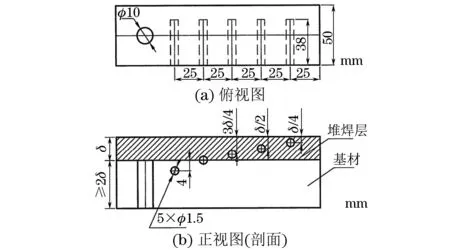
圖5 T2型試塊結構示意
(2) 采用單直探頭從基材側檢測基材與堆焊層未結合缺陷,采用NB/T 47013.3-2015中T3型試塊10 mm平底孔,如圖6所示。
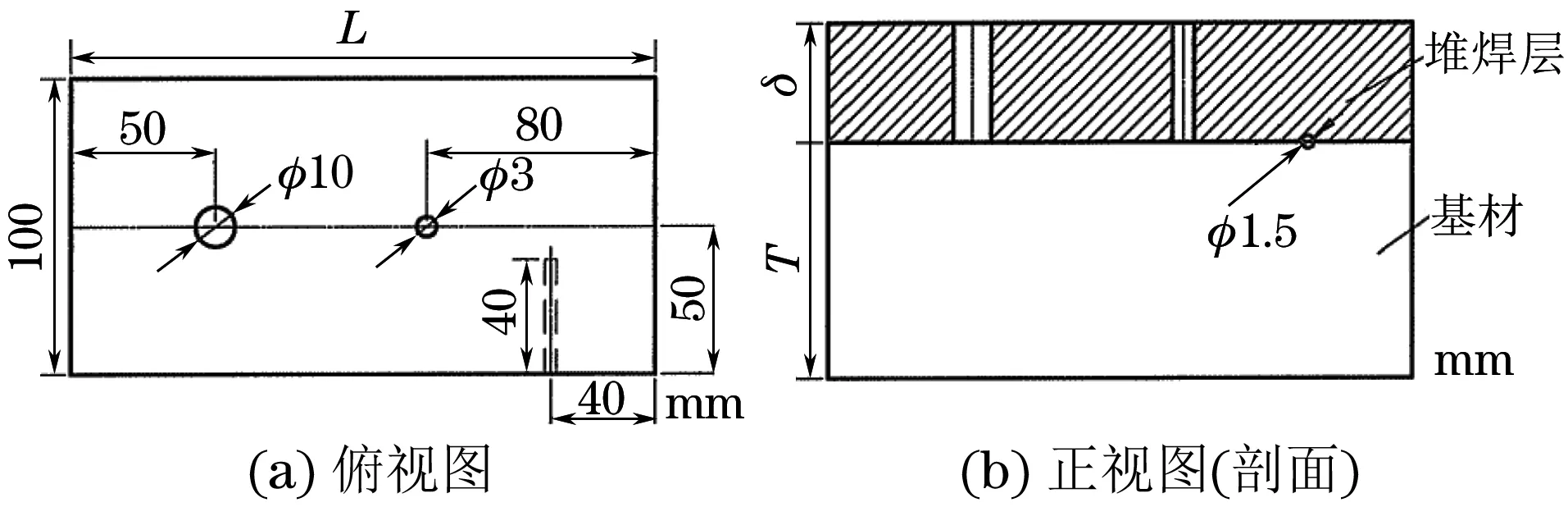
圖6 T3型試塊結構示意
4.2 堆焊層內部缺陷的超聲檢測
加氫反應器大多為雙層堆焊層,在制造時,也會在兩層之間產生夾雜、未結合等缺陷。在使用過程中,這些缺陷會擴展延伸。采用的檢測方法為:
(1) 采用雙晶直探頭從堆焊層側檢測堆焊層內部缺陷,使用NB/T 47013.3-2015中T1型試塊上右側4個3 mm平底孔繪制距離-波幅曲線。
(2) 采用縱波雙晶斜探頭從堆焊層側檢測堆焊層內部缺陷,使用NB/T 47013.3-2015中T2型試塊上右側4個1.5 mm橫孔繪制距離-波幅曲線。
(3) 采用單直探頭從基材側檢測堆焊層內部缺陷,使用NB/T 47013.3-2015中T3型試塊(見圖6)3 mm平底孔進行調節。
(4) 采用縱波斜探頭從基材側檢測堆焊層內部缺陷,使用NB/T 47013.3-2015中T3型試塊1.5 mm橫孔進行調節。
4.3 堆焊層層下缺陷的超聲波檢測
堆焊層界面層下缺陷前期發生于早期的厚壁加氫反應器單層堆焊的制造工藝中,現在的兩層奧氏體不銹鋼堆焊層的制造工藝中很少會出現這種情況。
反應器在制造過程中,因堆焊層與Cr-Mo鋼母材交界面處存在硬的滲碳層,從而產生堆焊層層下裂紋,這種裂紋從堆焊層/基材接合面開始向母材延展且方向垂直于結合面。反應器在使用過程中,隨著母材脆性的增加,微小的或潛在的層下再熱裂紋就有可能向母材擴展。堆焊層層下缺陷的超聲波檢測方法為:
(1) 采用雙晶直探頭從堆焊層側檢測堆焊層層下缺陷,使用NB/T 47013.3-2015中T1型試塊堆焊層下3 mm平底孔進行調節。
(2) 采用縱波雙晶斜探頭從堆焊層側檢測堆焊層下缺陷,使用NB/T 47013.3-2015中T2型試塊堆焊層下1.5 mm橫孔進行調節。
4.4 堆焊層表面缺陷的檢測
厚壁加氫反應器內壁堆焊有奧氏體不銹鋼堆焊層,主要檢測方法為目視和滲透檢測。根據大量的現場檢測結果發現,不銹鋼堆焊層的表面裂紋主要集中在反應器內部支撐凸臺的部位、下封頭與筒體連接的手工堆焊過渡帶部位、鐵素體含量偏高或偏低的部位。
在滲透檢測前應用鋼絲刷進行輕微打磨,清洗后再做滲透檢測,對于較深的裂紋可用超聲波確定裂紋深度,確定是否擴展到界面并進行安全性評價。
在現場檢測過程中,厚壁加氫反應器內壁堆焊層經滲透檢測發現的表面裂紋示例,如圖7所示。
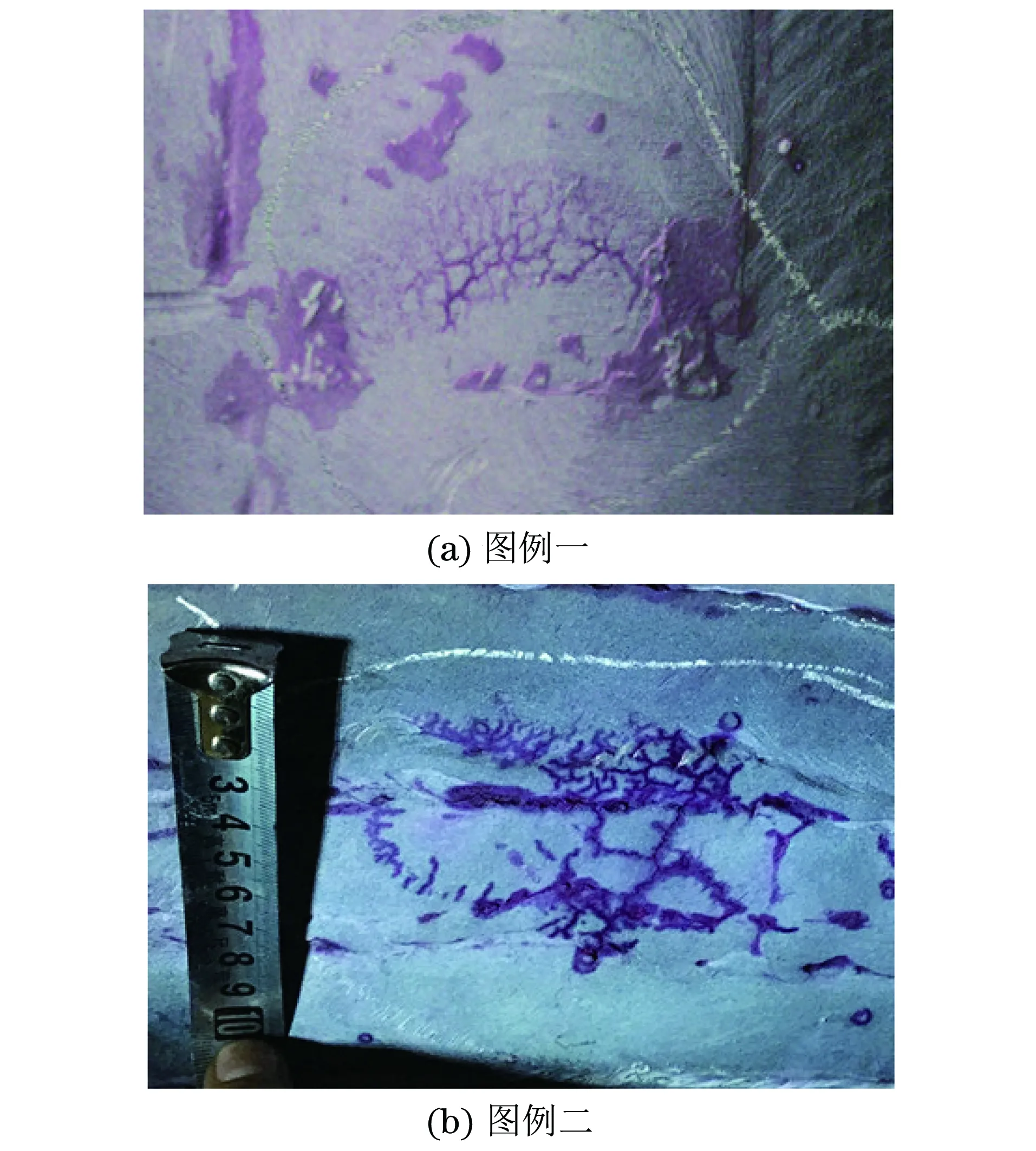
圖7 某石化廠加氫反應器堆焊層裂紋缺陷圖例
5 法蘭密封槽堆焊層的無損檢測
人孔和人孔蓋、接管和接管蓋的法蘭密封槽表面易產生表面裂紋,其多產生在密封槽底,有些向密封面延伸,呈現樹枝狀、徑向或環向多種形態。實際檢驗發現,使用CL-含量過高的密封膠,在螺栓預緊力作用下,可使堆焊層產生氯化物應力腐蝕開裂。此外,密封槽結構尺寸不合,制造質量不良也會萌生裂紋。
目前,對于法蘭密封槽堆焊層的無損檢測,宏觀檢查和滲透檢測是有效的檢測手段,某加氫反應器法蘭密封槽經滲透檢測發現的表面裂紋圖例如圖8所示。
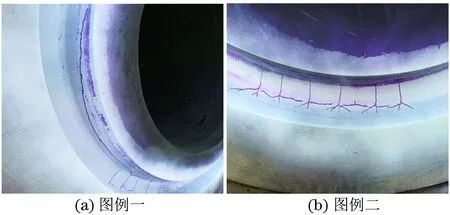
圖8 某石化廠加氫反應器法蘭密封槽裂紋缺陷圖例
6 外部構件與筒體焊接處的無損檢測
外部構件與筒體焊接處的接管、裙座、吊耳、保溫支撐板、測溫凸臺等與筒體連接部位也易產生表面缺陷或埋藏缺陷,可采用宏觀檢查、磁粉檢測、滲透檢測和超聲檢測對可能產生的缺陷部位進行檢測。某加氫反應器裙座經磁粉檢測發現的表面裂紋,如圖9所示。
圖9 某石化廠加氫反應器裙座裂紋缺陷圖例
7 結論
(1) 合理選擇無損檢測方法對加氫反應器的安全運行極其重要。
(2) 在用厚壁加氫反應器主焊縫以脈沖反射式超聲檢測或超聲TOFD檢測方法為主,其表面質量檢測采用磁粉檢測方法;內壁堆焊層檢測主要采用脈沖反射式超聲檢測及滲透檢測方法,應針對缺陷產生的部位及特點,合理正確地選擇超聲探頭及試塊;法蘭密封槽堆焊層的無損檢測,宏觀檢查和滲透檢測是有效的檢測手段。
(3) 隨著新的無損檢測技術的發展,聲發射檢測、磁記憶檢測及相控陣檢測等新技術都已開始在加氫反應器的檢測中得到應用。
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(2021年2期)2021-04-20 12:37:26
農村實用技術(2021年1期)2021-02-27 08:26:18
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
設備管理與維修(2015年11期)2015-03-16 05:57:40
