動車組構架異型焊縫超聲相控陣檢測
2018-09-01 04:40:08,,,
無損檢測 2018年8期
, ,,
(中車唐山機車車輛有限公司,唐山 063035)
動車組的長期運行易導致構架部分焊縫出現疲勞裂紋。為了提高焊縫的強度,部分焊縫采用如圖1所示的結構。但是這類焊縫結構復雜,如何檢測其原始焊接缺陷以防止焊縫開裂,以及在動車組檢修時提前發現影響行車安全的缺陷,已成為一個急待解決的問題。筆者針對這種結構焊縫,闡述了如何確定檢測方案、選擇工藝參數、驗證檢測方案的過程。

圖1 異型結構焊縫外觀
1 檢測方法的確定
此類異型結構焊縫形式為14 HV,即鍛件方向開45°的坡口,另外一邊的蓋板不開坡口,而且焊接工藝上允許存在一定的錯邊。焊接時一邊不開坡口,容易造成蓋板下底邊不能熔透,尤其在存在錯邊的情況下更容易出現此問題,這種不能熔透的現象稱為未熔合,在焊縫中是不允許存在的,而且焊縫中還有可能存在未焊透、氣孔、裂紋等其他類型的缺陷。
檢測焊縫內部缺陷的常規無損檢測方法有射線檢測法和超聲檢測法。從結構上分析,該類型焊縫三面封閉,射線檢測難以實施,只能通過超聲檢測[1]來進行。但如果使用常規超聲的橫波檢測,要檢測全部焊縫,探頭需要一定的掃查范圍,從圖1可以看出,焊縫下面焊有立板,沒有掃查空間;如果在焊縫上面掃查,不管斜探頭還是直探頭,都存在盲區,檢測到的區域很小。故,考慮使用超聲相控陣檢測方法,其具有較多優點,比如,一個探頭有多個性質相同的晶片;可控制聚焦深度,控制偏轉角度,控制波束寬度;晶片能夠分別控制,以形成幾個不同的虛擬探頭(VPA),而且一個虛擬探頭可以設定一定的角度范圍,從而發現不同方向的缺陷;探頭在安裝楔塊后對表面進行檢測時不存在盲區等。
采用相控陣檢測此類焊縫需要確定的參數有:探頭型號、探頭角度范圍、角度步進、聚焦法則、起始陣元、陣元數、步進偏置、楔塊的型號等。
2 檢測參數的確定
2.1 掃查類型的選擇
相控陣掃查類型主要分為線形掃查和扇形掃查,其中線形掃查相當于多個同角度的單探頭同時掃查,只是探頭角度可按需設置,在發現不同方向的缺陷上有一定的局限性。為了能夠同時發現焊縫中不同類型、不同方向的缺陷,可選取扇形掃查的方式。
2.2 方案的確定
為了能夠一次完全覆蓋整個焊縫,通過軟件模擬,確定了兩種簡單、快捷的方案,掃查一次即可完全覆蓋焊縫,模擬效果如圖2,3所示。
第一種方案:采用4L32-0.5×10型號探頭配合N55S型號楔塊,設置兩組掃查,步進偏置為-11.37 mm。第一組掃查使用從第1陣元開始的13個陣元,使之一起工作產生34°~70°的偏轉角度,角度步進1°,其主要利用一次波檢測焊縫下部以及二次波檢測焊縫上表面;第二組掃查使用從第20陣元開始的后13個陣元,使之一起工作產生37°~72°的偏轉角度,角度步進1°,其主要利用一次波檢測第一組掃查未覆蓋區域及焊縫其他內部區域,兩組掃查配合可覆蓋整個焊縫區域。

圖2 第一種方案模擬效果示意
第二種方案:采用5L64-0.6×10型號探頭配合N60S型號楔塊,設置兩組掃查,步進偏置為-25.08 mm。第一組掃查使用從第34陣元開始的16個陣元,使之一起工作產生36°~75°的偏轉角度,角度步進1°,其主要利用一次波檢測焊縫下部,聚焦深度可以設成13 mm;第二組掃查使用從第50陣元開始的16個陣元,使之一起工作產生40°~75°的偏轉角度,角度步進1°,其主要利用一次波檢測焊縫上表面,聚焦深度可以設成3 mm;兩組掃查配合可覆蓋整個焊縫區域。

圖3 第二種方案模擬效果示意
由模擬效果圖可以看出,第一種方案使用了焊縫下表面旁邊的蓋板下邊緣2.77 mm向上反射二次波以達到波形覆蓋焊縫上半部分的目的,考慮到焊接的實際情況可能比較復雜,隨機解剖了兩個試件,觀察其焊縫的下表面(見圖4)。

圖4 試件a,b的解剖圖
從圖4可以看出,試件a的焊縫底面成型不好,2.77 mm的平面已經有部分被熔化掉;試件b成型較好,2.77 mm的平面基本存在。但整體上看,還是不能保證所需的反射平面一定存在,所以第一種方案是不可取的,故最終選定第二種方案。
2.3 靈敏度的確定
通常動車組中的需檢測的焊縫質量等級要求符合ISO 5817《焊接-熔化焊-鋼,鎳,鈦及其合金的熔化焊接頭-缺陷質量分級》的B級,通過查詢ISO 17635《焊縫的無損檢測-金屬材料一般規則》,對應超聲檢測的等級為ISO 19285《焊縫無損檢測-相控陣超聲檢測-驗收等級》的2級。使用直徑為3 mm的橫孔(標準中的技術1)做TCG曲線(深度補償曲線)調整靈敏度。
3 方案的驗證
3.1 試塊驗證

圖5 實物試塊上、下表面外觀
為了驗證第二種方案的可行性,制作了實物試塊,其上、下表面外觀如圖5所示。在試塊焊縫上表面的邊緣加工兩條線性缺陷,在焊縫的根部中間加工一條線性缺陷,以此驗證相控陣覆蓋范圍的正確性。
對此實物試塊采用第二種方案設置的相控陣檢測系統進行檢測,得到的波形如圖6所示。
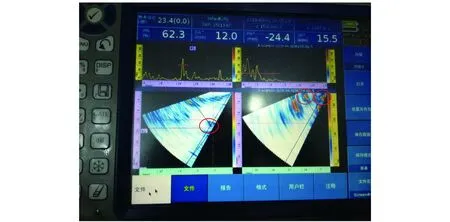
圖6 缺陷試塊的超聲相控陣檢測波形
從圖6可以看出,試塊上、下表面的缺陷都能夠被檢測出來(圖中圈出的部位),而且位置的顯示也和實物相符,證明此種方案通過一次掃查可以覆蓋整個被測焊縫。
3.2 方案的驗證
對實物焊縫進行檢測時,發現部分工件的焊縫內部存在超標缺陷。為了驗證檢測方案及系統調試的正確性,解剖其中存在超標缺陷的兩個工件,并用磁粉或射線檢測方法進行檢測驗證。工件一的相控陣顯示及相應的磁粉檢測結果如圖7所示,工件二的相控陣顯示及射線檢測結果如圖8所示。

圖7 工件一的相控陣檢測與磁粉檢測結果
從圖7,8可以看出,相控陣檢出的超標缺陷都是實際存在的,而且缺陷波和余高波也比較容易區分,足以說明此方案的可行性。值得注意的是,在掃查過程中,保證步進偏置的準確性是非常重要的。

圖8 工件二的相控陣檢測與射線檢測結果
4 方案實施
從2017年12月,采用該方案對焊接構架的同結構的新制焊縫進行檢測,最初檢測的2個構架的8條焊縫中均發現了不同程度的超標缺陷。經過分析,查出是焊接組裝方法及焊接時焊槍角度的不當導致了缺陷的形成,后來改進了焊接組裝的方法并調整了焊接時焊槍的角度。截止到2018年2月底,共檢測了20個構架上的80條焊縫,檢測出6條存在超標缺陷的焊縫。同時,此種方案用于檢修動車的焊縫檢測,也發現了數條存在超標缺陷的焊縫。
5 結論
采用超聲相控陣檢測異形結構焊縫的焊接缺陷時,需要先分析焊縫可能產生的缺陷類型,在滿足焊縫被完全覆蓋(即步進偏置合理)的前提下,針對可能產生的缺陷設置合理的檢測參數。實際的檢測應用表明,通過制定合理的工藝方案,超聲相控陣檢測能實現對動車組構架異型焊縫的檢測。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
