低磷鋼轉爐脫磷工藝分析及優化措施
2018-09-04 09:52:40寧知常苗振魯
山東冶金 2018年4期
寧知常,苗振魯
(山東鋼鐵集團日照有限公司 煉鋼部,山東 日照276805)
1 前言
目前低磷鋼的需求量呈現上升趨勢,各鋼廠均有意識擴大低磷鋼種的開發與生產。本研究通過對轉爐脫磷影響因素的分析,制定出前中期快速脫磷期雙渣操作、強化過程溫度控制、終點前采用高拉補吹、控制終點磷等優化措施,既可以提高脫磷效率又能避免鋼水過氧化,減緩對爐襯的侵蝕,實現冶煉轉爐終點磷的大幅度降低,滿足提高低磷鋼生產量的需求。
2 轉爐脫磷工藝分析
2.1 轉爐脫磷的影響因素分析
1)鋼液脫磷熱力學基礎。脫磷的基本反應是在鋼—渣界面進行的,按爐渣分子理論的觀點,由下列反應組成:

因此低溫、高堿度、高氧化性有利于脫磷,增加渣量也可以促進脫磷。
2)轉爐溫度控制對脫磷效果的影響。P的氧化是強放熱反應,因此溫度對脫磷有較大影響。根據文獻[1]介紹,認為溫度在1 350~1 450℃時脫磷效果最好。但在此低溫狀態下,轉爐爐渣流動性差、化渣不良,不符合轉爐煉鋼的需求。因此需要選擇合適的溫度制度,平衡好渣態與熔池溫度,從而達到提高脫磷效果的目的。
3)轉爐造渣制度對脫磷效果的影響。轉爐脫磷過程中FeO和CaO是參與脫磷的主要氧化物,但由于P2O5與FeO生成的磷酸鐵只能在1 450℃以下的較低溫度穩定存在,而實際煉鋼溫度遠遠高于此溫度,因此更為穩定的磷酸鈣是實現轉爐脫磷的關鍵。但渣系過高的堿度又會造成渣的熔點過高,出現“返干”的問題,進而又會降低脫磷的實際效果,并會影響到轉爐冶煉的進行。
4)轉爐動力學條件對脫磷效果的影響。P從鋼向渣的轉移需要一個足夠的時間和合適的動力學條件,轉爐熔池反應空間大,同時在底吹、頂吹以及冶煉過程中生產的氣體的攪拌下,鋼液和渣可以得到充分的混合。
轉爐脫磷一個復雜的物理化學反應,既要考慮熱力學條件和動力學條件,同時也需要考慮冶煉過程中的動態變化過程。因此在實際生產過程中需要綜合考慮熔池溫度、渣的狀況、氣體攪拌強度等方面,使之合理匹配才能得到較好的效果。
2.2 P在冶煉過程中的變化趨勢
為了研究鋼液中P含量在轉爐吹煉過程中的變化[2],在吹煉過程中每間隔2.5 min,取渣樣、鋼樣并測溫。試驗進行了5爐,記錄其吹煉過程中各階段鋼水成分、溫度數據(平均值)和所取渣樣分析結果(平均值),得到在整個吹煉過程鋼中C、P含量,爐渣堿度和爐渣中(FeO)含量及熔池溫度變化趨勢見圖1~5。由圖1~5可知:
1)鐵水中Si、Mn首先被氧化,在吹煉至5 min左右時,Si、Mn基本氧化完。此時,因Si被大量氧化為SiO2進入渣中,爐渣堿度較低,脫磷條件較差。當吹煉到5 min時,爐內溫度達到1 403℃,反應以脫碳、脫磷為主,而受溫度低影響,脫碳速度較慢,相應渣中(FeO)含量增加,達到17.56%。與此同時,造渣料已經全部加入,在高(FeO)的條件下,造渣料逐漸熔化,爐渣堿度逐漸升高,達到1.57。在低溫、高(FeO)的條件下,脫磷反應充分進行,此時鋼水P含量降到0.039%,脫磷率達到30%,脫磷速度達0.008 0%/min。
2)轉爐吹煉從5~12.5 min即吹煉中期,隨著溫度不斷升高,碳氧反應越來越劇烈,渣中(FeO)消耗增加,渣中(FeO)含量降低,在9%~12%范圍內。但此時造渣料全部熔化,堿度較高;脫碳反應劇烈,鋼水攪拌能力強;如果合適控制槍位,使渣中保持一定(FeO)含量與流動性,爐內脫磷反應得以繼續進行。吹煉到12.5 min時鋼中P降到0.019%,脫磷率達到66%,脫磷速度約在0.002 5%/min。
3)到轉爐吹煉后期,隨著鋼中C含量降低,脫碳速度降低,渣中(FeO)含量有所增加,達到13%,爐渣堿度達到3.3。在高堿度、高(FeO)含量的條件下,鋼水中的P得到進一步去除。到吹煉終點,鋼水P達到0.008%,脫磷率達到86%,脫磷速度為0.002 8%/min。
脫磷反應在整個吹煉過程持續進行,吹煉前期脫磷速度最快,也是脫磷的最佳時期。吹煉中期與后期,脫磷速度略慢,但是脫磷量卻占到了整個脫磷量的65%,是脫磷的重要時期。吹煉前期脫磷是在低溫、高(FeO)及一定堿度的條件下進行的,吹煉中期,脫磷是在高堿度、一定的爐渣(FeO)含量和良好的動力學條件下進行的。吹煉后期,脫磷是在高堿度和高(FeO)含量條件下進行的。
另外,在現有鐵水條件和生產工藝條件下,轉爐常規冶煉時脫磷率僅為80%~85%,還不具備生產要求轉爐終點P含量<0.010%、成品鋼中P含量<0.015%的鋼種。
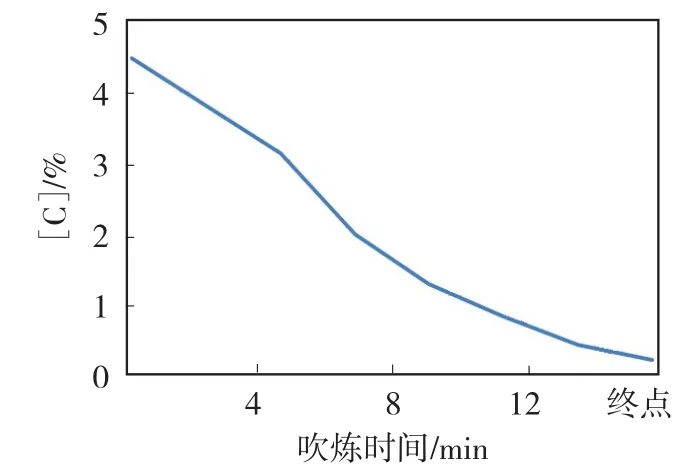
圖1 鋼中C含量變化趨勢
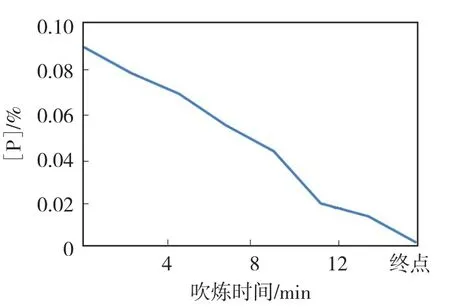
圖2 鋼中P含量變化趨勢
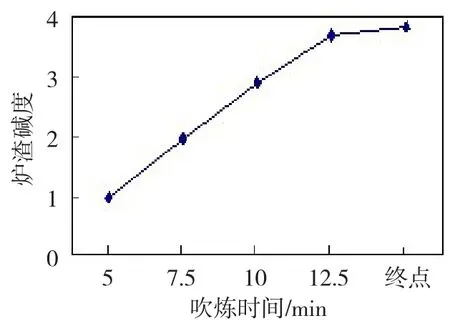
圖3 爐渣堿度變化趨勢
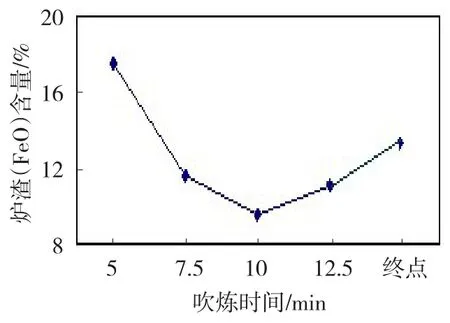
圖4 渣中(FeO)含量變化趨勢
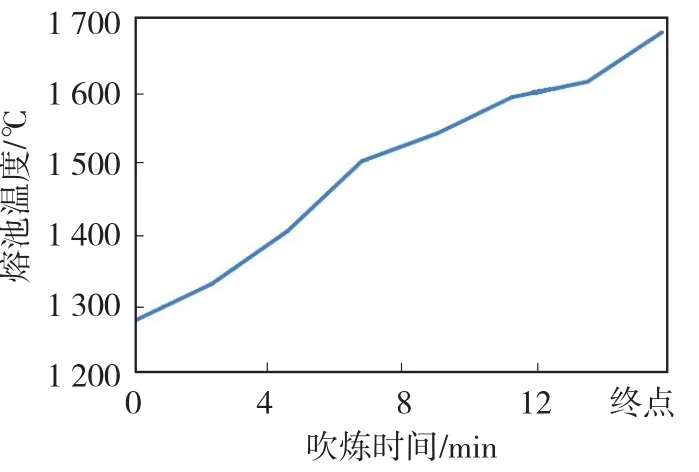
圖5 熔池溫度變化趨勢
3 脫磷工藝優化
3.1 脫磷工藝優化設計
通過試驗分析可知,脫磷反應在整個吹煉過程持續進行,根據這一現象將整個轉爐吹煉過程分為快速脫磷期、倒爐期和強制脫磷冶煉期3個階段,各階段任務要點見表1。

表1 低磷鋼轉爐冶煉工藝設計
3.2 脫磷工藝試驗結果及分析
根據脫磷工藝設計進行了第一輪6爐次試驗,工藝數據及結果見表2,渣樣分析結果見表3。
1)終點溫度控制對鋼中P含量的影響較大,隨著終點溫度的升高,P含量出現上升趨勢。6爐試驗,其中4爐的出鋼溫度在1 625℃以下,終點P含量在0.006 5%以下,另外2爐出鋼溫度在1 635℃以上,終點P含量在0.008 0%以上。因此,冶煉終點P含量不超過0.005%的超低磷鋼時,出鋼溫度不宜超過1 625℃。
2)冶煉過程動態變化對脫磷的影響。6爐中,轉爐終點脫磷率在93.5%以上的比例達到了83%,其中1爐脫磷率較低。終點P含量在0.006 0%以下的有3爐,占總爐次的50%。705872爐次由于底吹攪拌時間較長,爐溫較低造成爐渣黏稠,未能倒出爐渣。705497倒渣前吹煉時間短,鋼中的Si沒有徹底氧化,影響了前中脫磷效果,分析鋼成分,鋼中的P含量還很高,脫磷率只有40%。
3)試驗結果表明,當倒渣前吹煉時間不足5 min時,由于Si沒有完全氧化,盡管渣中的FeO含量比較高,脫磷效果仍差;而將吹煉時間控制在6~7 min時,盡管渣中(FeO)含量出現下降,但由于鐵水中的Si幾乎完全氧化,渣中堿度也出現了上升,反而能獲得較好的脫磷效果,同時鋼中P向渣中轉移也需要一定的時間。冶煉中前期的脫磷效果,除了吹煉時間外,熔池溫度控制也非常重要,低溫更能獲得良好的脫磷效果。
4)采用單一轉爐冶煉低磷鋼,溫度的控制是關鍵,主要是中前期熔池溫度和終點溫度控制,是實現終點溫度和P控制的基礎。在整個溫度的控制過程中,控制熔池的均衡升溫,避免熔池溫度的大起大落是控制的基本要求。雙渣時的吹煉時間控制對脫磷效果至關重要,吹煉時間短,鐵水中的Si還沒有徹底氧化,抑制了脫磷反應的進行,此時雙渣起不到很好的脫磷效果;若雙渣時吹煉時間太長,渣中(FeO)急劇下降。前期冶煉時間長,熔池溫度太高,脫磷效果也不會太好,而且還會影響到雙渣后的操作。但從試生產結果看,轉爐后期脫磷率下降,甚至出現“回磷”現象。造成這一現象的原因一方面是熔池溫度上升后(>1 550℃),P在渣-鋼中的分配平衡被打破,出現P向鋼中轉移的趨勢;同時也存在由于渣料加入過多降低了渣的活動進而影響了脫磷效果。
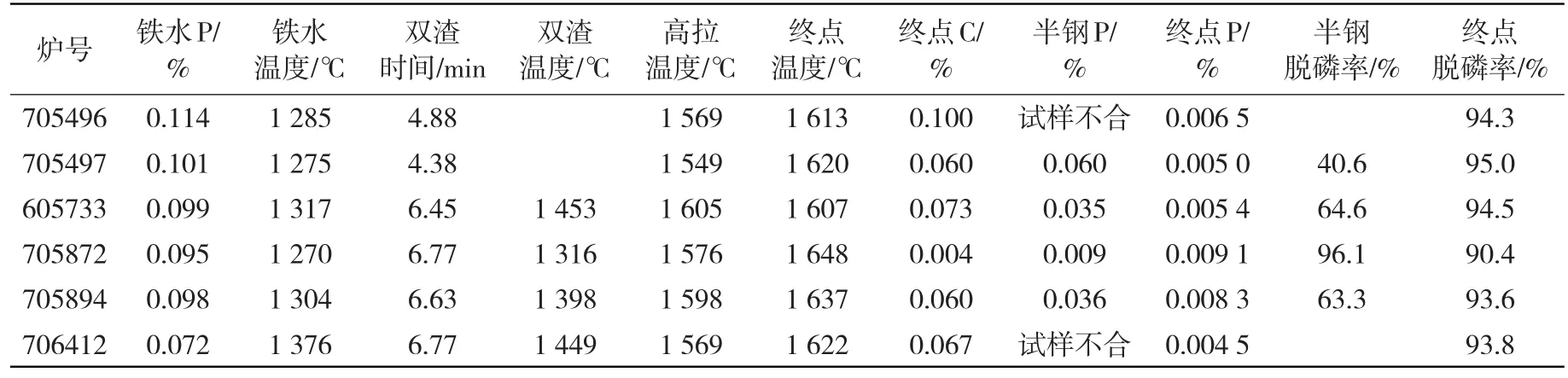
表2 脫磷工藝第一次優化后6爐次試驗情況
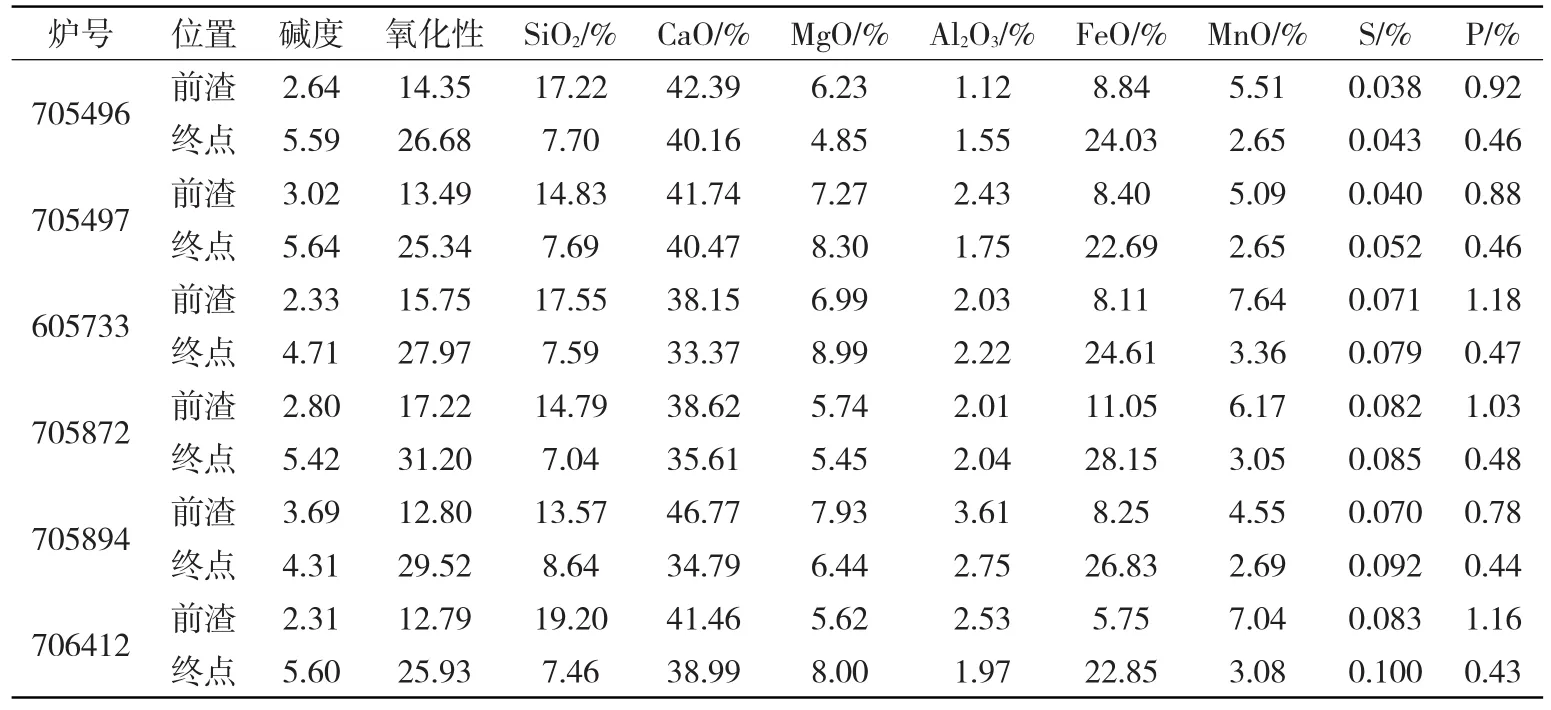
表3 脫磷工藝第一次優化后渣樣分析結果
3.3 脫磷工藝進一步優化
在總結第一次雙渣脫磷工藝試驗的基礎上,增加以下措施:冶煉前中期,適當底吹攪拌強度,增加前期渣量,但確保快速成渣;降低前期氧槍的供氧流量,延長冶煉時間至5~7 min;熔池溫度控制在1 350℃以下。冶煉后期,加大化渣劑用量,在保障快速成渣的基礎上提高渣系堿度;嚴格控制終點溫度在1 630℃以下。
1)前中期快速脫磷期采用雙渣操作。根據鐵水[Si],第一批料加入適量石灰,以確保前期爐渣堿度控制在2.0~2.5;為加速成渣和控制熔池溫度,隨第一批料加入足量礦石及適量助熔劑。采用高槍位化渣,前期槍位控制在1.8~2.0 m,以提高渣中TFe含量,增加爐渣氧化性,提高前期脫磷效率。根據鐵水[Si]含量,倒出1/3~1/2的前期渣,然后重新加入渣料造渣。
因為經過二次造渣,爐渣中(SiO2)含量較低,所以要采取適當措施,如提高槍位和加入適量助熔劑的方法,防止爐渣返干,影響脫磷。具體操作要求如下:吹煉時間5~7 min;爐渣成分要達到堿度2.0以上,FeO含量8%以上,渣中P含量1.2%以上;雙渣時的溫度控制1 330~1 400℃,控制目標溫度(1 360±10)℃。半鋼成分P含量0.035%以下;放渣量占爐渣總量的30%~50%。
2)吹煉過程控制。雙渣后分批次陸續補加石灰,確保終渣堿度在4.0以上。由于采用雙渣操作后渣中(SiO2)降低,化渣困難,要采取低氧壓高槍位吹煉操作,并加入適量助熔劑,以確保全程化渣,防止回磷。選擇合適的TSC測量時機,TSC溫度控制在(1 550±10)℃,TSC[C]控制在0.6%±0.1%。
3)采用高拉補吹。高拉補吹是既可以提高后期脫磷效率又能避免鋼水過氧化的有效措施,可以增加后期爐渣的(FeO)含量,促進爐渣熔化。TSC測量完畢,再吹氧300 Nm3左右提槍。倒出部分爐渣,根據TSC[P]含量,加入適量石灰和礦石,降槍吹煉至終點。
4)后期和終點控制目標。爐渣堿度4.0~5.0,FeO 18%~25%;終點C含量≤0.05%;終點P含量≤0.006%,目標為0.005%以下;出鋼目標溫度1 600~1 620℃,嚴禁終點溫度超過1 630℃;采用多倒終渣的方法,防止出鋼過程爐口下渣;出鋼前用氮氣吹掃爐身和煙道,清理爐身浮渣和煙道粘渣,防止其在出鋼過程脫落掉入鋼包。
5)采用“雙擋”技術,嚴格控制出鋼下渣。出鋼前期使用擋渣塞擋住前期渣,冶煉低磷鋼種時使用軟質擋渣塞進一步提高前期的擋渣效果;出鋼后期使用擋渣棒擋住后期渣,保證擋渣效果,減少下渣回磷。同時維護好出鋼口的內、外口,使鋼流圓滑,提高擋渣的嚴密性。
6)優化合金配比,減少合金回磷。合金中的P含量對成品P影響也較大,加入合金后都要或多或少地增磷。優化合金配加方案,減少高磷合金的加入量,以減少合金回磷。
7)采用弱脫氧或不脫氧工藝,優化渣洗技術,提高出鋼過程的脫磷率。采取不脫氧或弱脫氧工藝,在出鋼過程中采用渣洗技術,充分利用鋼流沖擊和鋼包底吹攪拌的動力學條件以及出鋼過程鋼水溫度降低的熱力些條件,從轉爐出鋼到CAS精煉處理前還能夠脫除鋼水中部分P。
4 結語
在前中期快速脫磷期,采用雙渣操作;TSC過程溫度控制在1 550~1 570℃,終點前采用高拉補吹,可以有效地控制終點磷,滿足生產低磷鋼的要求。通過對脫磷工藝進行優化既可以提高脫磷效率又能避免鋼水過氧化,可以有效地減緩對爐襯的侵蝕,實現了轉爐冶煉終點P≤60×10-6、成品P≤80×10-6的比例達90%。
猜你喜歡
中老年保健(2021年12期)2021-11-30 02:58:01
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
攝影之友(影像視覺)(2019年2期)2019-03-05 08:27:14
中華詩詞(2018年11期)2018-03-26 06:41:34
Coco薇(2016年8期)2016-10-09 02:11:50
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國醫藥科學(2015年19期)2015-02-27 12:33:11
石油化工應用(2014年8期)2014-03-11 17:40:03