熱處理對生濕面品質的影響
2018-09-10 20:50:15付朝煦張艷玲肖甚圣等
糧食科技與經濟 2018年2期
付朝煦 張艷玲 肖甚圣等
[摘要]文章針對褐變及高水分含量導致市售散裝生濕面保質期過短問題,研究了低熱干燥與熱處理結合法對生濕面品質及保鮮效果的影響。試驗表明,僅采用低熱干燥降低生濕面的水分含量,對提高生濕面保鮮效果并不明顯;將低熱干燥與熱處理結合,則可達到較好的保鮮效果。本試驗對未經處理的生濕面進行簡易密封包裝,包裝成25g/包,作為空白對照組,當試驗方案為:溫度35℃、相對濕度75%條件下低熱干燥時間3h,熱處理溫度90℃、熱處理時間20min,此時生濕面糊化度33.21%,較空白對照組稍有增加;白度評分8.5分,與空白對照組相當;保質期達65h,是空白對照組的10倍。
[關鍵詞]生濕面;脫水干燥;熱處理;保鮮;保質
中圖分類號:S512.1 文獻標識碼:A DOI:10.16465/j.gste.cn431252ts.20180228
與掛面等生干面相比,生濕面保留了新鮮面條的口感與香味。但生濕面水分含量高,導致其在貯藏過程中微生物繁殖迅速,產品極易腐敗變質,同時,生濕面中酶未滅活,也很容易產生褐變。在夏天無保鮮措施的情況下,生濕面5小時左右即出現明顯變色、變味等變質現象。市售散裝或簡裝生濕面,由于其新鮮、價格低廉、不添加防腐劑,深受消費者喜愛,但過短的保質期則對其銷售、食用帶來了非常不好的影響。
預包裝生濕面往往通過添加酒精、山梨糖醇等防腐劑將其保質期由數小時延長至數月,然而,化學保鮮手段存在安全隱患,不符合“綠色”消費的趨勢。相比化學保鮮手段,物理保鮮則顯得更為綠色安全。
在所有物理保鮮方法中,熱處理最常見。Man Li等研究表明,通過熱處理適當降低生濕面的水分含量,可保留生濕面的風味并延長其保質期;通過熱處理滅活生濕面中的酶,是使生濕面保持色澤、延緩褐變的重要手段。但是熱處理過度會使生濕面過度糊化,從而導致品質劣變,因此需將熱處理的程度控制在合理范圍內,做到既能有效延長生濕面的保質期,又能保證生濕面的固有品質不被破壞。目前,通過物理手段對市售散裝生濕面進行保鮮處理的研究并不多。因此,本文將低熱干燥和熱處理技術結合,通過檢測面條糊化度、保質期、白度三個指標,探究低熱干燥時間、熱處理溫度、熱處理時間的最優參數。針對市售散裝生濕面易褐變、保質期過短的問題,提供了一個操作簡單、能有效延長保質期的方法,供生濕面研究者、散裝生濕面經營者參考。
1材料與方法
1.1材料與試劑
小麥粉:金龍魚多用途麥芯小麥粉;營養瓊脂培養基;孟加拉紅培養基;糖化酶;1mol/L鹽酸溶液;10%硫酸溶液;0.1mol/L氫氧化鈉;0.1mol/L碘液;硝酸鉀;氯化鉀;醋酸鉀。
1.2儀器與設備
壓面機:北京東方孚德技術發展中心,JMTZ-14;恒溫恒濕培養箱:廣東省醫療器械廠,LRH-150-S;生化培養箱:上海博訊實業有限公司醫療設備廠,SPX-250B-E;超凈工作臺:蘇凈集團安泰公司制造,SW-CJ-IFD;不銹鋼手提滅菌鍋:上海申安醫療器械廠,DSX-280A;真空充氮包裝機:上海人民包裝股份有限公,DZQ450L;電熱恒溫鼓風干燥箱:上海一恒科學儀器有限公司,DHG-9053A;高速萬能粉碎機:天津市泰斯特儀器有限公司,FW80;包裝材料:BOPA/CPP。
1.3方法
1.3.1生濕面制面工藝
參照LS/T3202-1993中的面條制作方法。
和面:取100g小麥粉,2g食鹽,加水35ml,水溫30℃,和面時間5min,合成面團。
醒面:將和好的面團在室溫下靜置15min。
壓片:調整面條機軋輥間隙,復合壓延面皮,由厚至薄,復合4次,共壓延5道。
切條:切割成寬度2mm,厚度1mm的面條。
1.3.2指標測定
水分含量的測定,采用直接干燥法,參照GB5009.3-2016;糊化度的測定,采用酶法,參照科學出版社《淀粉工藝學》;并由感官測評確定35%為生濕面糊化度上限;菌落總數的測定,參照GB4789.2-2016;霉菌總數的測定,參照GB4789.15-2016。
保質期參照標準,細菌總數≤1×105cfu/g,霉菌在數量上不做標準,以肉眼可見霉點或菌斑視為霉菌引起的生濕面變質;生濕面的保質期為細菌和霉菌均不超標的最長時間。
白度采用感官評定法,參照13/T3202-1993,并由感官測評確定7分為生濕面白度下限。
1.4試驗步驟
通過低熱干燥降低生濕面的水分含量,然后通過熱處理對生濕面進行保鮮處理,即:生濕面→低熱干燥→熱處理→儲藏→指標檢驗。
1.4.1空白組指標測定
通過預實驗,確定加速破壞試驗溫度為28℃,即生濕面儲藏溫度為28℃。
將未經任何處理的生濕面包裝成25g/包,密封包裝,作為空白對照組,檢測其水分含量、糊化度;在28℃條件下儲藏,檢測其以菌落總數為指標的保質期、以霉菌數量為指標的保質期、白度。
1.4.2低熱干燥參數的確定
參照魏益民等的方法,將低熱干燥溫度設定為35℃,低熱干燥濕度設定為75%;記錄低熱干燥時間0h、1h、2h、3h、4h對面條水分含量及表觀狀態的影響。
1.4.3正交試驗
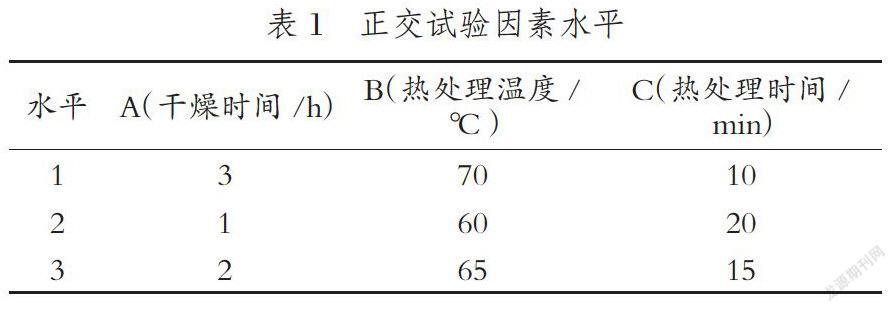
選擇低熱干燥溫度35℃,低熱干燥濕度75%。將低熱干燥時間的最佳值作為中值;小麥粉的起始糊化溫度為62℃左右,因此選擇65℃作為熱處理溫度參數的中值;通過預實驗,選擇15min為熱處理時間的中值。圍繞中值各取3水平,以面條糊化度、保質期、白度為指標,用L9(34)進行正交試驗,因素水平表(見表1)。
根據正交試驗的結果及趨勢圖分析,確定是否需要補充優化試驗,得到低熱干燥時間、熱處理溫度、熱處理時間的最佳參數。
2結果與分析
2.1空白組檢測結果
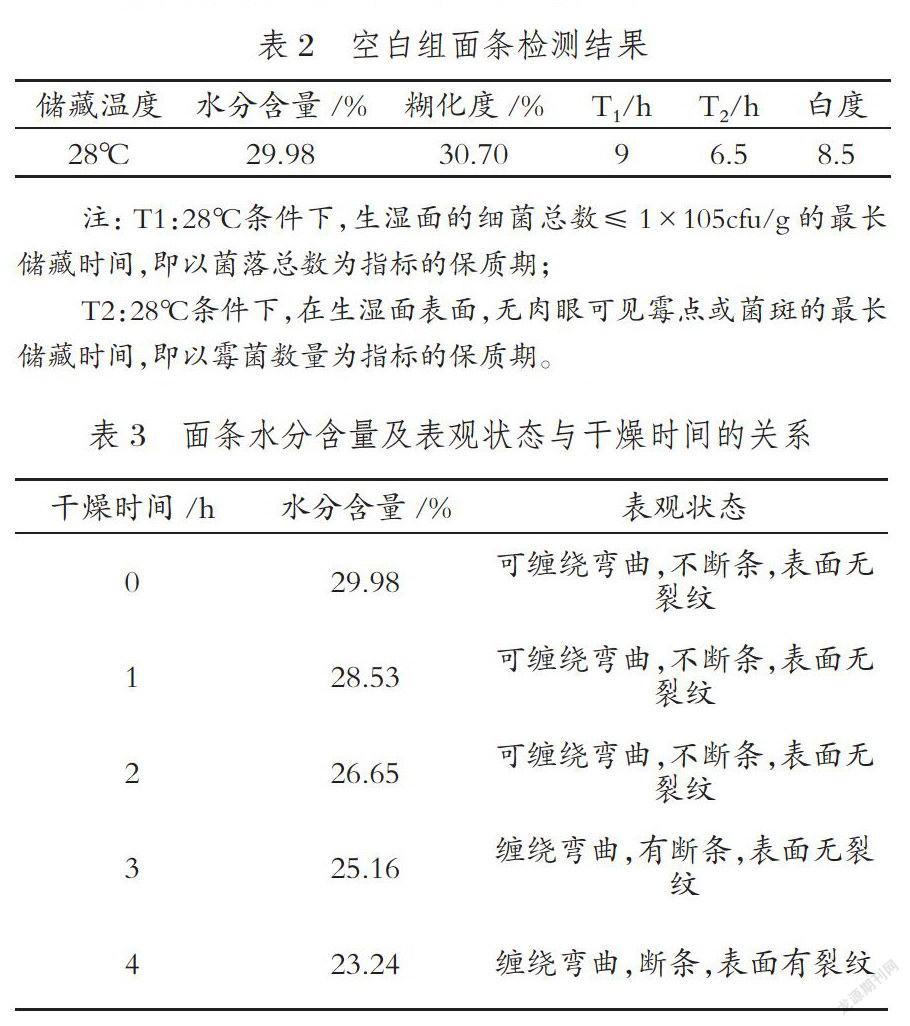
空白組面條的檢測結果(見表2)。
2.2低熱干燥時間對生濕面品質的影響
結果顯示:隨著干燥時間的增加,面條水分含量逐漸降低,3h時出現斷條現象,因此將2h作為最佳低熱干燥時間,3h作為干燥極限時間。在35℃、相對濕度75%條件下,干燥2h的面條,水分含量約為27%;干燥3h的面條,水分含量約為25%(見表3)。
檢測結果表明,低熱干燥3h后的生濕面,保質期不足24h。Man Li等的研究表明,23%~24%是新鮮面條變質的臨界含水量,當面條含水量超過該水平時,面條褐變和微生物生長速度迅速增加。朱科學等在研究中,也得出類似結論。即僅通過低熱干燥降低生濕面的含水量,對生濕面保鮮的效果不明顯。因此,在對生濕面進行低熱干燥處理后,仍需要對其進行進一步抑菌處理。
2.3正交試驗
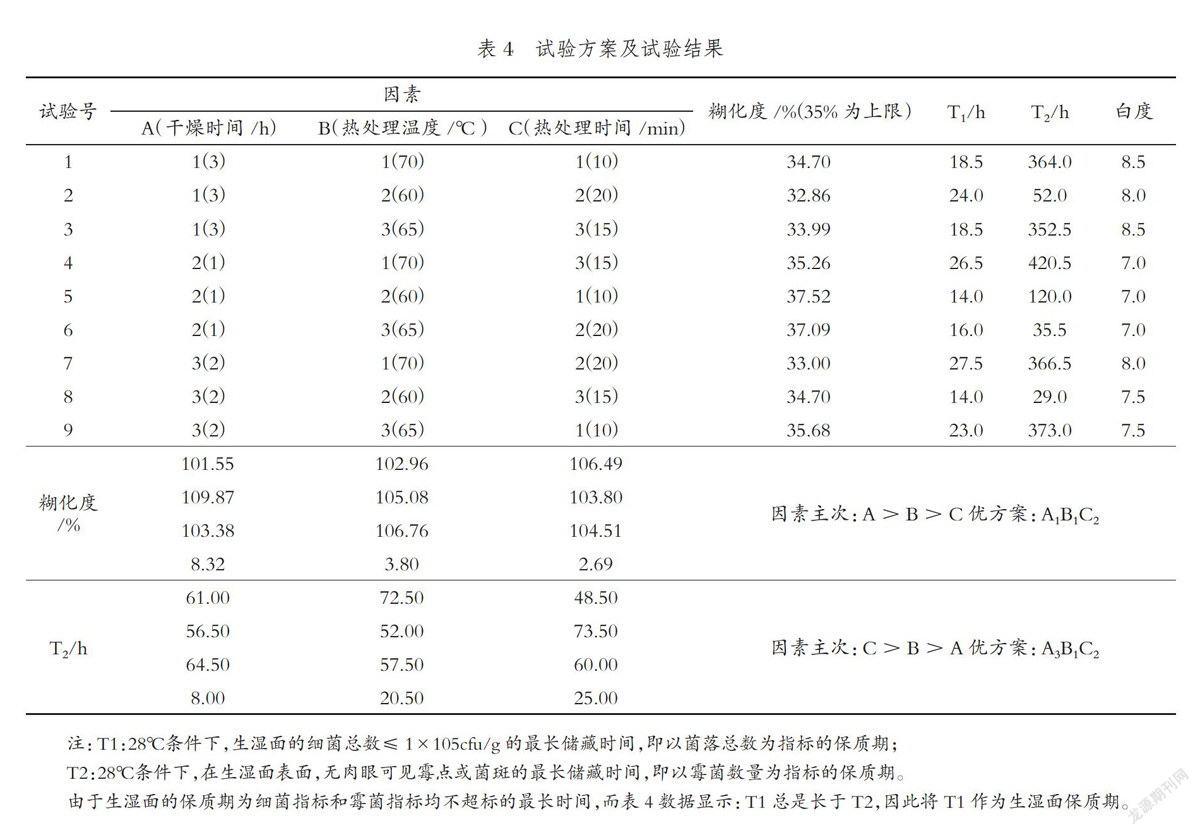
正交試驗的試驗方案及試驗結果(見表4)。
從表4的試驗結果分析可以看出,不同因素對不同指標的影響程度不同,因此,通過綜合平衡法選擇最優方案。
將糊化度以T1作為參考標準,并做趨勢圖,(見圖1,圖2)。
對表4和圖1進行綜合分析:
因素A(低熱干燥時間):對于糊化度來說,取A1更佳,且A是最主要影響因素,在確定最優水平時應重點考慮;對保質期來說,取A3更佳,但從趨勢圖來看,取A1、A3時保質期差別不大,且從極差來看,A是最次因素。所以根據多數傾向和A因素對不同指標的重要程度,選取A1,即干燥時間為3h。
因素B(熱處理溫度):對于糊化度來說,取B1更佳;對保質期來說,取B1更佳,因此選取B1,即熱處理溫度為70℃。
因素C(熱處理時間):對于糊化度來說,取C2更佳;對保質期來說,取C2更佳,因此選取C2,即熱處理時間為20min。
綜合得到優方案為A1、B1、C2,即低熱干燥時間3h,熱處理溫度70℃,熱處理時間20min。
對優方案進行驗證試驗,將生濕面在35℃、相對濕度75%條件下,低熱干燥3h后簡易密封包裝,再在70℃下處理20min,于24h后檢測。結果表明:生濕面糊化度32.30%,T1為24h,白度評分9.0分。即優方案檢測結果與正交試驗的各組試驗結果相比,均接近或更佳,因此可將該優方案視為最佳方案。
2.4正交試驗的優化
從圖1可看出,隨著熱處理溫度的升高、熱處理時間的延長,生濕面的糊化度均呈現下降的趨勢;即提高熱處理溫度、延長熱處理時間,均能使生濕面的糊化度進一步降低。有研究表明:在面條高溫高濕干燥工藝中,通常選用70~90℃作為面條的高溫干燥溫度。故對生濕面熱處理的溫度進行優化試驗,進一步優化參數。
將生濕面在35℃、相對濕度75%條件下,干燥3h后稱重,密封包裝,25g/包。樣品分別在70℃、80℃、90℃、95℃、100℃溫度下熱處理20min后,進行糊化度、保質期測定。試驗結果(見圖3)。
試驗結果表明,當熱處理溫度為90℃以下時,生濕面的糊化度在33%~35%,不超過糊化度上限35%:當熱處理溫度超過90℃時,生濕面的糊化度超過35%上限,生濕面品質發生劣變。因此將生濕面的熱處理溫度控制在70~90℃。
當熱處理溫度控制在70~90℃時,生濕面的糊化度均處于合適范圍內,隨著溫度升高,生濕面的保質期延長。當熱處理溫度為90℃時,相比70℃,生濕面保質期延長了39h,因此將熱處理溫度90℃作為優化工藝參數。經調查得知,在實際售賣中,一般會采用簡易包裝、冷藏等方式對生濕面進行保藏,市售散裝生濕面的貨架期一般不超過48h,即將生濕面保質期延長至65h,在市售散裝生濕面的實際應用中已經足夠。因此,不對熱處理時間進行另外的優化試驗。
2.5試驗最優方案的驗證
對優化后的方案進行驗證試驗,將生濕面在35℃、相對濕度75%條件下,干燥3h后密封包裝成25g/包,再在90℃下處理20min,于65h后進行檢測。結果表明:生濕面糊化度33.21%,以菌落總數為指標的保質期為65h,白度評分8.5分。即優化后的方案檢測結果與優化前的方案試驗結果相比,均接近或更佳,因此可將該方案視為最佳方案。
綜上所述,選擇干燥3h,熱處理溫度90%,熱處理時間20min為最佳工藝參數。另外,當熱處理溫度在70℃~90℃范圍內,溫度越高,生濕面保質期越長。在實際生產中,可以根據實際需要(生濕面保質期長短),在70℃~90℃范圍內,選擇合適的熱處理溫度。
3結論
本文研究了在不添加防腐劑的情況下,探討低熱干燥結合熱處理的方法對生濕面保鮮效果及品質的影響,并得到了最優參數。試驗結果表明,在溫度35℃,相對濕度75%條件下低熱干燥時間3h,熱處理溫度90℃、熱處理時間20min時,生濕面糊化度33.21%,較空白對照組稍有增加;保質期達65h,是空白對照組的10倍,白度評分8.5分,與空白對照組相當。
另外,當熱處理溫度在70~90℃范圍內,溫度越高,生濕面保質期越長;在實際生產中,可以根據實際需要(生濕面保質期長短),在70~90℃范圍內,選擇合適的熱處理溫度。
