棒材測長輥設備故障分析與改進
2018-09-10 09:01:54張寶鑫天津鋼鐵集團有限公司棒材廠天津300301
天津冶金 2018年4期
關鍵詞:設備
張寶鑫(天津鋼鐵集團有限公司棒材廠,天津300301)
0 引言
棒材測長輥設備安裝在4#定尺擺剪前,作用是控制4#定尺擺剪剪切成品棒材的長短。成品棒材通過輸送輥道的運輸,將成品棒材運送到測長輥設備上。測長輥設備在運動中對成品棒材進行長度檢測。其測量原理是:帶編碼器的電機減速機驅動測長輥轉動,檢測到成品棒材后開始對運動的棒材進行長度測量,然后通過編碼器反饋信號給4#定尺擺剪指令,對成品棒材進行運動剪切。定尺剪切的長度預先在計算機設定好。在實際生產中,筆者發現4#定尺擺剪剪切成品棒材時經常出現剪切數剪,長度公差都不同。兩排成品棒材剪切后有時相差150 mm,嚴重超過標準要求的20 mm范圍,對成品棒材的定尺質量造成嚴重影響。由于4#定尺擺剪的剪切長度是由4#定尺擺剪前測長輥設備檢測到的長度所決定,所以測長輥設備測長不準是造成4#定尺擺剪剪切不準的根本原因。本文對測長輥設備測長不準的原因進行了分析,并提出了改進措施,使問題得到了解決。
1 改進前存在問題
1.1 測長輥設備的結構
原4#定尺擺剪前測長輥設備由輥子、軸承座、鼓型齒式聯軸器、電機減速機和輥道支架組成。測長輥輥子本體為普通的鋼制焊接加工件,通過安裝在測長輥兩軸端的軸承座,能夠使測長輥自由轉動無卡阻。電機減速機通過鼓型齒式聯軸器和帶軸承座的測長輥本體連接,傳遞扭矩,驅動測長輥轉動。電機減速機和帶軸承座的測長輥安裝在輥道支架上,輥道支架是與4#定尺擺剪剪體框架焊接在一起的鋼結構加工件,如圖1所示。
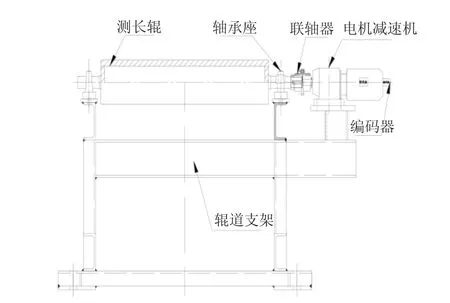
圖1 改造前的測長輥設備
1.2 測長輥設備的測長過程
測長輥設備安裝在4#定尺擺剪前,其安裝測長輥的輥道支架與4#定尺擺剪框架焊接在一體。測長輥的電機減速機尾部安裝有專門用于檢測成品棒材長度的編碼器。當成品棒材通過測長輥時,電機減速機驅動測長輥轉動,電機尾部的編碼器開始測長,當編碼器檢測達到定尺尺寸要求時,輸出信號,4#定尺擺剪開始剪切。以上為測長剪切的一個周期性動作,往復周期動作,剪切定尺成品棒材。
1.3 測長輥設備運轉中存在的問題及缺陷
測長輥設備在轉動測長過程中經常出現測量成品棒材長度不準確的現象。其測量成品棒材長度誤差較大(每排定尺剪切的成品棒材長度誤差105 mm左右),嚴重超差。由于測長輥設備安裝在4#定尺擺剪前,其作用是對成品棒材進行精確測量,然后通過反饋信號給4#定尺擺剪指令進行定尺剪切。測長輥設備的作用直接影響成品棒材的定尺剪切質量。長期以來,成品棒材剪切后長短不齊的問題一直制約著生產節奏,對產品的外觀質量也造成了嚴重影響,經常出現由于整捆棒材參差不齊而造成使用廠商要求索賠甚至退貨的嚴重后果。
針對以上所述情況,根據現場實際使用狀況,對設備結構分析如下。
1.3.1 測長輥設備的輥子本體存在問題
首先,原測長輥設備中輥子本體單元為普通的鋼制焊接加工件,輥子單元在正常轉動運行中,其上頂面標高應和前后其它運輸輥道的高度保持一致。但在運行過程中,使用一段時間后,其輥體表面出現磨損,輥體表面出現深溝,低于其它輥子標高,這就導致測長輥在轉動過程中有時輥體表面接觸不到成品棒材。但是測長輥設備檢測成品棒材的長度是依靠驅動測長輥電機后的編碼器來實現的,只要電機帶動編碼器轉動,編碼器就會默認過鋼長度,但實際由于輥體表面磨出深溝,通過輥體表面的成品棒材長度要大于實際編碼器監測到的長度,最終導致電機后編碼器默認長度與成品棒材實際過鋼長度產生誤差。
其次,原測長輥設備中輥子本體為普通的鋼制焊接加工件,輥子本體表面光滑,對成品棒材沒有任何約束,加之成品棒材表面帶肋,極易出現運動中的成品棒材在測長輥表面打滑現象,導致測長輥編碼器檢測成品棒材長度和實際通過的成品棒材長度不一致。這是造成測長輥測長不準確的原因之一。
1.3.2 測長輥設備輥道支架連接形式存在的缺陷
原測長輥設備的輥子本體軸承座和電機減速機底座通過連接螺栓安裝在測長輥的輥道支架上。測長輥設備的輥道支架是一個與4#定尺擺剪本體焊接在一起的鋼結構加工件。通過深入分析和觀察發現,這種焊接在4#定尺擺剪本體上的輥道支架存在嚴重的缺陷:測長輥設備的測長是依靠連接在電機減速機后的編碼器來檢測測長輥的轉動圈數,從而計算通過成品棒材的長度,然后進行信號反饋,對4#定尺擺剪發出指令,從而進行剪切。編碼器要求在沒有振動的環境下使用,這樣才能保證其運行的精度。編碼器的實際使用環境極其惡劣。連接編碼器的電機減速機安裝在測長輥設備的輥道支架上,原輥道支架是一個和4#定尺擺剪本體框架焊接在一體的支架。4#定尺擺剪在每次定尺剪切時都會產生巨大的振動,其本身就是一個振動源,對編碼器的檢測造成嚴重影響,經常出現由于振動頻繁過大而導致編碼器的損壞,使測長輥設備無法正常工作。這也是造成測長輥測長不準的原因之一。
2 相關設備問題及缺陷的解決方案
2.1 測長輥子本體的改進
原測長輥設備中的輥子本體單元是由普通的鋼制焊接件加工而成。根據上文所述情況,表明此種輥子本體不能對運輸中的成品棒材起到束縛作用,運動中的成品棒材容易在輥體表面出現打滑錯位現象,且普通材質的輥子表面極易磨損,與其他前后輥子形成高度差,從而對測長產生影響。為此,對測長輥的本體進行了改進。首先,將測長輥本體表面采用耐磨的不銹鋼(1Cr18Ni9Ti),增加輥體表面的耐磨性;其次,將輥體內部加裝永磁體,固定于輥體內表面,使測長輥本體自身帶有吸附力。當成品棒材通過測長輥本體時,測長輥本體在轉動過程
TIANJ IN METALLURGY中就能將成品棒材牢牢地吸附在輥體表面上,避免成品棒材在輥體表面運動過程中出現打滑現象,如圖2所示。
2.2 輥道支架改進
2.2.1 輥道支架的改進方案
測長輥設備的輥子本體和電機減速機本體連接在一個輥道支架上,而此輥道支架又和4#定尺擺剪本體框架焊接在一起。4#定尺擺剪每次剪切時的振動都會對連接在電機上的編碼器產生影響,導致編碼器經常損壞,導致測長輥測長不準確。為此,筆者決定將電機支架與輥道支架分離開,在沿輥道軸線的電機減速機方向外延,在旁邊的土建層上重新生根灌漿,安裝帶編碼器的電機減速機,使帶編碼器的電機減速機遠離振動源(4#定尺擺剪框架)。之后進行萬向軸選型,用于測長輥與電機減速機軸端的連接、傳遞扭矩,如圖3所示。
2.2.2 萬向軸的選型及強度校核計算
根據相關安裝尺寸,測長輥輸出軸端連接法蘭及電機輸出軸端連接法蘭為Φ100 mm,測長輥和電機減速機間距為500 mm。通過查閱文獻[1],選擇萬向軸型號為:SWC-I 100 A-465;萬向軸回轉直徑為100 mm、長度為465 mm、伸長量為55 mm;萬向軸公稱轉矩為Tn=1 250 N·m。
根據文獻[1],對所選萬向軸進行強度校核計算。轉矩計算公式為:

式中,T為電機減速機輸出轉矩;Tc為計算轉矩;K為工作情況系數。
根據文獻[1]查得:運輸機械主傳動K=1.3~1.8,為使測長輥運轉時安全系數最大,取K=1.8。
查電機減速機銘牌:電機減速機輸出轉矩為:450 N·m。所以計算轉矩為:

根據文獻[1],強度校核公式為:

式中,Tc為計算轉矩,N·m;Tn為公稱轉矩,N·m。
由于上述已知萬向軸公稱轉矩為Tn=1 250 N·m,計算轉矩為810 N·m,因此滿足公式Tc≤Tn要求,最終選型萬向軸為SWC-I 100 A-465,如圖4所示。
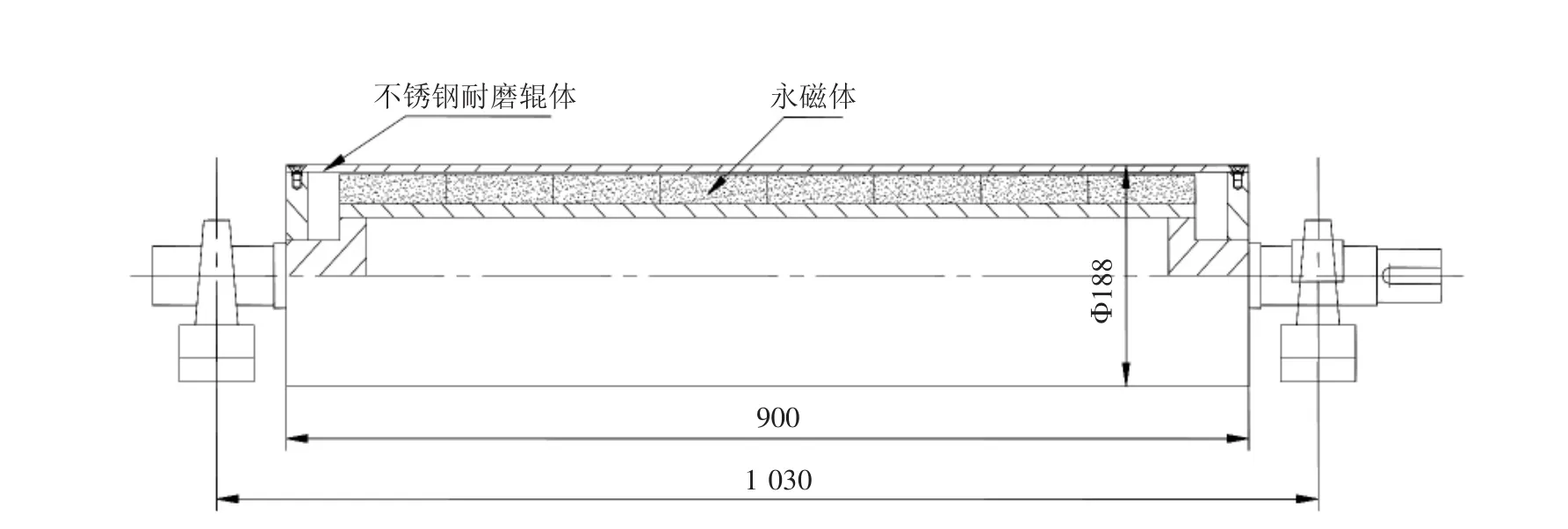
圖2 改造后的測長輥本體
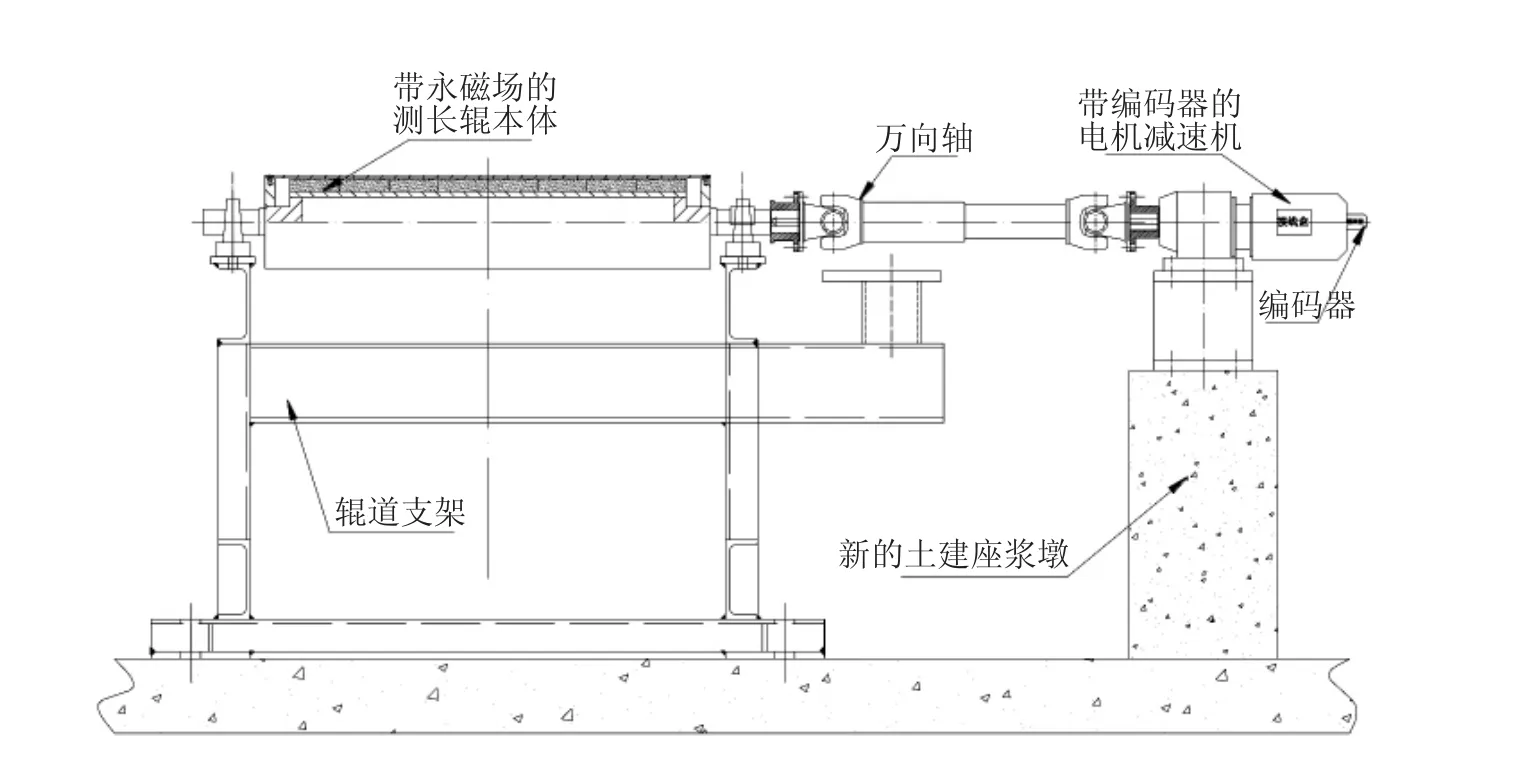
圖3 改造后的測長輥設備
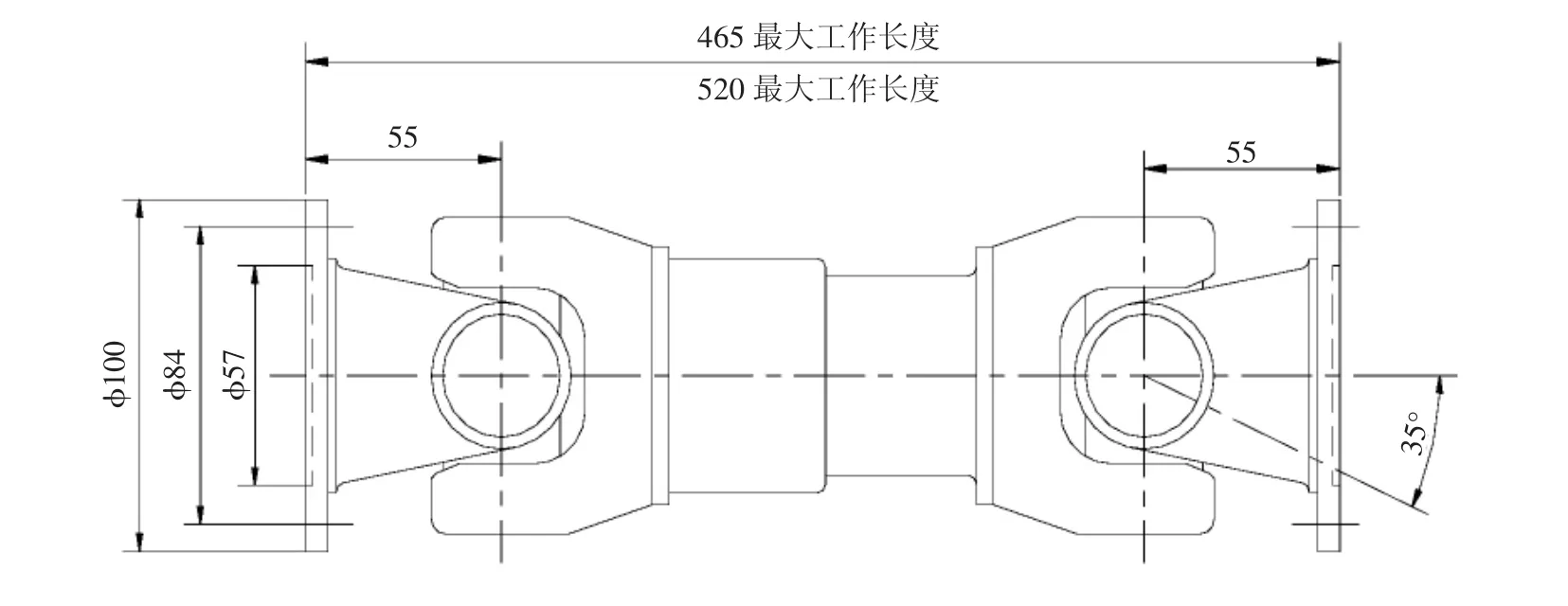
圖4 整體叉頭十字軸式萬向聯軸器(SWC-l100.a-465)
3 結語
通過對棒材測長輥設備的分析與改進,使測長輥設備的測長精度得到保證。通過改進測長輥本體輥筒材質,使測長輥本體易磨損的問題有所好轉,由每年需要更換測長輥本體數量由10個變成1~2個,既節省了備件費用,同時降低了維修職工的勞動強度;通過在測長輥內表面加裝永磁塊,徹底消除了測長輥本體與成品棒材在運動接觸中的打滑現象;通過對帶編碼器的電機減速機基礎移位進行改進,徹底解決了編碼器受振動容易損壞的問題,每年節省更換編碼器16個,節約備件費用4萬余元。測長輥設備的整體改進,實現了每年多生產合格的定尺成品棒材600余噸,為企業創造了可觀的經濟效益,同時保證了產品的質量和正常的生產節奏。此種改進方法適合在同類型測長輥設備的廠家進行廣泛推廣使用。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
