虛擬軋制力檢測在中厚板軋機的應用
2018-09-10 09:01:56馬金
天津冶金 2018年4期
關鍵詞:檢測
馬 金
(天津鋼鐵集團有限公司煉軋廠中厚板,天津300301)
0 引言
中厚板軋制過程中軋制力檢測環節是整個過程的關鍵所在。在基礎自動化方面所涉及的自動壓靠、自動軋制等都需要進行軋制力檢測。同時,有關過程自動化方面所涉及的軋制規程的自適應也需要軋制力的檢測反饋,這樣就使得壓力傳感器成為軋制生產過程中的關鍵部件。天津鋼鐵集團有限公司3 500 mm煉軋廠中厚板裝備了2臺軋機,其中粗軋機(RM)的軋制力檢測由安裝在支撐輥軸承座底部的壓力傳感器(LoadCell)采集完成,如圖1所示。這種安裝在軋機上的工業級大負荷的壓力傳感器,采用ABB公司制造的LoadCell,可以滿足現場生產的需要。但是,由于這種壓力傳感器價格昂貴、訂貨周期長,且損壞后需國內檢測、國外維修,維修周期較長,嚴重制約了軋制生產。基于上述制約因素考慮,通過自主開發虛擬軋制力檢測模式(無壓頭軋制)的控制程序,徹底解決了壓力傳感器損壞后無法軋制的問題。
1 軋制力及軋制扭矩分析
壓力傳感器與軋輥布置示意圖如圖1所示。
當軋件咬入軋機后,軋件對軋輥的作用力如圖2所示。其中F,F'分別是上下輥在軋制過程中受到的總的變形抗力。在上輥中,Fv,Fh是F的垂直和水平方向的分力,下輥亦然。則由變形抗力所產生的扭矩應服從Torque=Force×Arm。因此,總的軋制扭矩T也可以被分解為由Fv和Fh分別產生的扭矩Tv和 Th,即 T=Tv+Th。通過上述分析,Fv、Tv及 T 之間存在著單值映射關系,可以通過對軋制扭矩T的觀測逆向推導出Fv觀測值。這樣就為在無壓力傳感器的情況下虛擬檢測壓力值提供了理論依據。由于Th與軋輥轉動方向一致,那么電機的輸出扭矩Tk(克服軋件形變的輸出扭矩)≈Tv,同時給出Tk=2Fv×d。
對公式Tk=2Fv×d進行分析,其中Tk是可以觀測量,即通過對電機電流變化的觀測,并通過計算便可以得到Tk。然而,式中的Fv變量是所要虛擬檢測的量,則水平力臂d的確定成為計算結果可靠性的關鍵。假設軋輥的剛度遠遠大于軋件的剛度,且軋輥所受到的總的軋制力F的作用點在軋輥與軋件接觸弧的中點位置。由圖2可以看出,總的軋制力F的作用點決定了水平力臂d的大小,而作用點又是由接觸弧長決定的,水平力臂d是關于接觸弧長Arc的函數,即d=b×Arc(其中b為水平力臂計算的系數)。參考軋制理論相關文獻,即可得到公式,其中R為軋輥半徑,Δh為壓下量即入口厚度減出口厚度。
在上述水平力臂的計算中,軋輥不變形作為前提條件被提出,那么在實際生產中軋輥的半徑R是一個變量,即R’。其中,水平力臂的計算中公式d=b×Arc中,b也是一個變化的系數。如圖3所示,在軋輥的剛度一定的情況下,隨著軋件剛度的升高,軋輥的半徑也逐步變小,即 R'2<R'1<R'。同理,系數b也會受軋輥變形的影響,對于系數b的確定應在同樣剛度的軋件情況下,根據不同的入口厚度來確定。
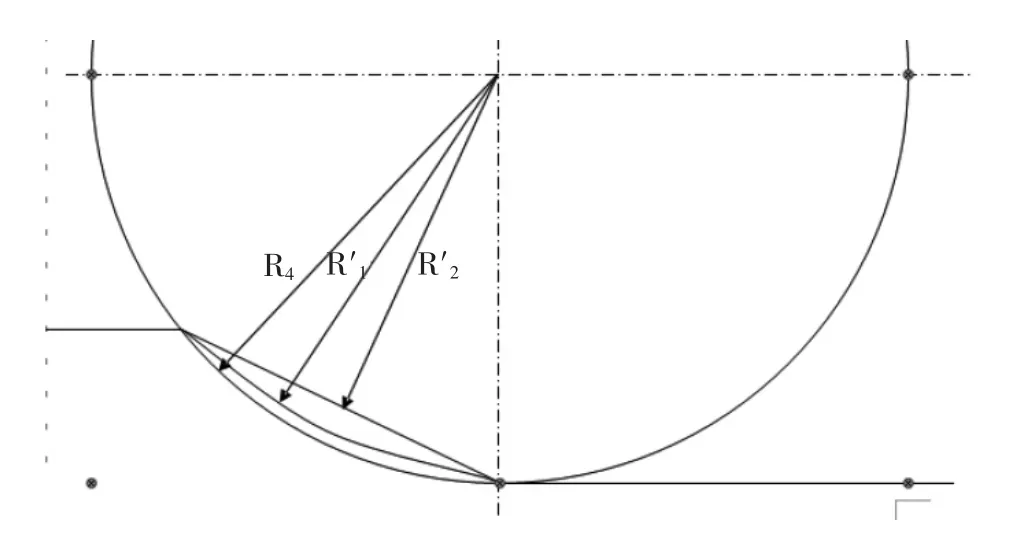
圖3 軋輥變形后軋輥半徑R和接觸弧長Arc的變化示意圖
基于上述分析,給出公式:

式中,cb1、cb2為訓練參數;h1為入口厚度。
綜上所述,基于圖2、圖3及分析結果,將給出如下公式:

式中,T為電機克服軋件變形的輸出扭矩;F為垂直方向的軋制力;b為水平力臂率;Arc為接觸弧長;h1為軋件的入口厚度;h2為軋件的出口厚度;cb1、cb2為訓練參數。
2 虛擬軋制力計算的編程實現
軋制力檢測在軋制生產中處于的重要地位,原因在于無論是輥縫的標定調零,還是軋制過程中的步序控制,都離不開軋制力的檢測。這就決定了虛擬軋制力的檢測取代壓力傳感器軋制力檢測,將涉及到輥縫標定調零及軋制過程兩大主要控制邏輯程序的修改。為實現虛擬軋制力檢查取代壓力傳感器軋制力檢測的目的,下面介紹這兩個控制部分的實現方法。
2.1 無壓力傳感器標定部分的實現
在壓力傳感器軋制力檢測方式下,原有系統采用自動輥縫標定調零模式來完成輥縫標定工作。自動輥縫標定調零的基本工作流程是:通過壓下電機對輥縫調節,當工作輥充分接觸后,壓力傳感器檢測值超過60 t,將觸發操作和傳動側接觸信號。當信號被觸發后,系統將記錄并存儲壓下位移傳感器的伸出值,記錄為零點,以備軋制過程中輥縫調節使用。
若系統在無壓力傳感器的情況下,要實現自動輥縫標定調零,是無法檢測或虛擬計算出軋制力的,這樣就無法觸發超過60 t的觸發條件,且無法記錄壓下位移傳感器的伸出值。在這種情況下要想輥縫標定調零成功,就必須人工手動確認工作輥接觸信號,用該信號觸發記錄,并存儲壓下位移傳感器伸出值的程序。人工確認工作輥接觸需采用壓鉛絲變形的方式進行——鉛絲模式,另外一種人工模式則采用無壓靠計算方式進行——計算模式。計算模式即虛擬壓靠模式,在上一次壓靠成功的基礎上,通過輥徑差和階梯墊差的變化來計算輥縫零點的位移傳感器的伸出值。待點擊壓實確認后,記錄并存儲壓下位移傳感器的伸出值。將鉛絲模式及計算模式進行記錄并存儲壓下位移傳感器的伸出值程序。
2.2 軋制過程虛擬軋制力的實現
依據軋制力與軋制力矩之間的映射關系:T=2F×b×Arc,編程實現了通過電機輸出扭矩的觀測值虛擬計算軋制力的源程序。在編寫過程中主要會遇到量綱統一、除數為零、限值濾波、扭矩確定等問題。
量綱統一是工程計算中非常重要的一個環節,若不能將計算輸入與輸出變量單位統一,結果可能會相差非常大。通過公式:

式中,T 為扭矩,N·m;F 為軋制力,N;b為水平力臂率;Arc為接觸弧長,m。
通過軋制扭矩來映射軋制力的公式應變化為:

式中,T 為扭矩,kg·m;F 為軋制力,Ton;b 為水平力臂率;Arc為接觸弧長,mm。
除數為零問題是工程數學中不可回避的問題,通常的解決辦法是將除數轉化為倒數相乘的辦法來解決。在公式中,變量b和Arc均不可以為零,否則計算過程中軋制力F將溢出,產生不確定的結果。因此,在做除法之前,用b和Arc是否為零作為使能條件來觸發除法計算。
限值濾波是為抑制電機輸出扭矩環節中所產生的干擾,確保得到反饋值為有效值。通過對電機扭矩反饋值的觀測,經過分析,需要濾掉的無效反饋值分為兩部分:一是反電流造成的扭矩反饋值與軋輥的運行方向不一致的那部分;二是由于無軋制過程中,電機對軋輥、摩擦等非軋制扭矩的部分。
通過限值濾波可以解決無效扭矩的干擾問題,軋制過程中軋制扭矩的確定是實現虛擬軋制力檢測的關鍵。由于軋制扭矩是具有方向的量,而軋制力的方向并不隨軋制扭矩方向的改變而改變,所以首先要將得到的電機輸出扭矩的反饋值取絕對值;其次,將取得絕對值后電機輸出扭矩除以重力加速度,將單位從國際單位轉換為工程單位;最后,根據電機輸出扭矩的組成分析,將轉換后的電機輸出扭矩值剔除非軋制扭矩部分,把有效軋制扭矩作為輸入變量,從而計算出虛擬軋制力。
至此,虛擬軋制力計算的程序實現部分基本完成,其軋制力所涉及的跟蹤、步序等邏輯控制程序以及過程控制部分的程序,本文將不再展開討論。
3 虛擬軋制力計算結果檢驗
通過上述章節的分析、建模及實現,已經基本完成了虛擬軋制力的計算采集工作。但是,經過虛擬軋制力計算程序所計算出的結果能否近似地反映出實際軋制力的反饋情況,則需要通過大量的歷史生產采集數據進行驗證,以充分證明其計算結果真實可靠。下面就如何進行結果檢驗進行逐步說明。
3.1 數據采集文件轉換
通過數據采集系統(Data Acquisition System)可以對所有變量進行數據采集工作。但所產生的數據文檔為.dat格式,需要通過特殊的DASView、IBA等專用軟件進行圖形分析。若要對變量的采樣值進行數理統計分析,則必須轉換為可讀取的文件格式,如.txt。經過必要的文件格式轉換,可以將原有的圖形逆向轉換為離散的樣本數據組。每組樣本數據都能準確地反映出瞬時樣本組中各個數據的對應關系。這樣通過對大量樣本,由數據統計分析其虛擬計算的結果與實際反饋值之間的置信度,用以證明虛擬計算模型的是否可靠、穩定、有效。
3.2 樣本集合的選擇
在文件轉換得到大量實時采集的樣本集合時,必須從中分解出有效的樣本集合,只有這樣才能有效客觀地反映出現實物理模型中各變量的映射關系。虛擬軋制力計算模型是基于電機輸出扭矩的觀測值計算得到的,且電機扭矩是通過電機輸出電流的檢測得到的。考慮到電機輸出電流的變化會受到外界負載、啟制動、干擾等因素的影響,那么篩選出有效、可用的樣本集合就成為虛擬計算驗證的關鍵環節。首先,要將電流方向與扭矩方向不一致的樣本點從樣本集合中刪除,消除反向電流所產生扭矩的影響。其次,要將與相鄰采樣點相差較大的樣本點從樣本集合中刪除,消除由干擾引起的影響。
3.3 虛擬計算結果比較
由于軋制力檢測環節是在每個采樣周期內完成,且樣本集合容量太大,因此選取軋制生產過程中所采集的一道次的采樣集合,作為壓力傳感器檢測值與虛擬軋制力計算值進行比較的依據。由于在軋制生產過程中,每一道次軋制的邊界條件都是固定不變的,這也為虛擬計算的結果比較提供了前提條件。以生產的一塊鋼板為例,在粗軋機生產至第6道次的軋制力數據采集及虛擬計算軋制力的比較結果,如圖4所示。其邊界條件為:輥徑=1 146 mm、入口厚度=111.42 mm、出口厚度=87.5063 mm、Cb1=0.4521、Cb2=0.001、軋制扭矩=電機輸出扭矩-電機額定扭矩×3%。
通過圖4可知,計算的虛擬軋制力與實際檢測的軋制力擬合較為良好,其標準差小于200 t。需要特別指出的是,軋制扭矩的確定是將電機輸出扭矩減去摩擦力矩、空轉力矩和動力矩得到的,其中非軋制扭矩占電機額定扭矩比例應由現場實際測試決定。
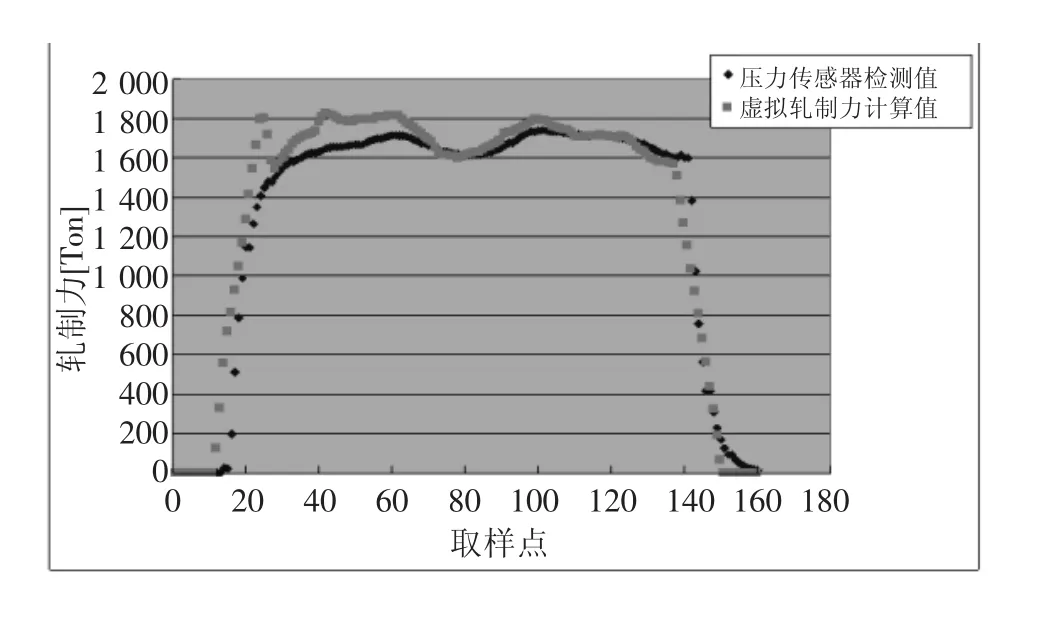
圖4 壓力傳感器檢測值與虛擬軋制力計算值分布圖
4 結論
本文以天津鋼鐵集團有限公司3 500 mm煉軋廠中厚板粗軋機在虛擬軋制力檢測模式下軋制生產為背景,從軋制力與軋制扭矩模型建立、編程實現、結果驗證等方面進行了簡要論述。以虛擬軋制力檢測模式指導軋制生產,經過多年的生產實踐檢驗,將理論分析與實際應用相結合,實現了穩定生產的目標。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
