SHS法陶瓷內襯復合鋼管及其力學性能的研究
2018-09-10 09:13:50侯星慧于景坤
陶瓷學報 2018年3期
關鍵詞:實驗
侯星慧,于景坤
(東北冶金高溫材料與技術研究所,遼寧 沈陽 110819)
0 引 言
自蔓延高溫合成(SHS)是利用反應物之間產生高放熱化學反應而在短時間內合成新材料的一項技術[1-3]。由于其具有能耗低、效率高、工藝設備簡單等特點,因此,自上世紀90年代傳入我國后已取得了巨大的發展[4-7]。特別是將自蔓延和分離技術相結合制備的陶瓷內襯復合管具有成本低廉、耐磨耐蝕好、耐高溫沖擊性能高等一系列優點,而被廣泛應用于礦山、冶金、化工和建材等領域[8-11]。SHS陶瓷內襯復合鋼管用于長距離輸送尾礦時,其使用壽命是普通無縫鋼管的3-4倍;用于輸送火力發電用煤粉時,由于陶瓷內襯的高耐磨性,因而大幅度提高了輸煤管道的使用壽命;用于輸送水泥時,20#無縫鋼管的使用壽命僅為5-10天,而復合管在使用了11個月后僅磨損了0.35 mm,預計其使用壽命可高達6-9年[12]。由上述可見,近年來SHS分離技術制備陶瓷復合管技術得到了迅速發展,應用得到了廣泛的普及[13-16]。為了進一步提高陶瓷內襯復合管的性能,本研究采用SHS-重力分離法制備了Al2O3-Fe-Cr陶瓷內襯復合鋼管,分析了復合管的陶瓷層和過渡層的顯微組織及成分,探討了復合管基體金屬/過渡層/陶瓷層的界面結合結構及其對復合管力學性能的影響。
1 實驗方法
1.1 實驗原理
SHS-重力分離法制備陶瓷復合鋼管主要是基于如下所示的鋁熱反應原理來實現的[17]。

利用鋁熱反應(1)和(2)所產生的熱量使反應處于熔融狀態,這樣就會使鋼管中粉末反應物料上部形成由金屬和陶瓷兩相熔體組成的熔池(如圖1b所示)。由于金屬Fe(7.86 g/cm3)、Cr(7.22 g/cm3)的密度大于陶瓷Al2O3(3.965 g/cm3)的密度,重力作用使互不相溶的兩相熔體分離,較輕的熔融陶瓷浮于熔池上部,而沉積于熔池底部的部分熔融金屬則首先附著于鋼管內壁形成過渡層,隨后流下來的Al2O3陶瓷再進一步附著于還原金屬膜上進而形成了連續、均勻的陶瓷內襯層(如圖1c所示)。這樣就在金屬管的內壁上形成了以金屬為過渡層的陶瓷涂層結構,此工藝雖簡單易操作,但燃燒過程復雜且難以控制,增加了制備出高致密度陶瓷涂層的難度[18-20]。
1.2 實驗原料
實驗用原料及鋼管的材質和規格見表1-表3。
1.3 實驗過程
SHS-重力分離法制備陶瓷內襯復合鋼管的實驗過程分為以下幾個步驟:
(1)實驗鋼管的內表面用10%的NaOH溶液除油,30%的HCl溶液除銹,鋼管一端用鋁箔紙包封;
(2)將實驗原料按反應(1)和(2)的化學計量比配制為10Al : 4Fe2O3: Cr2O3(即Al-Fe2O3/Al-Cr2O3= 8 : 2);
(3)將配好的鋁熱劑放到行星式球磨機中球磨24 h后,以1.5 g/cm3的裝料密度填充到備好的鋼管中,再在120 ℃的干燥箱中預熱5 h;
(4)將干燥后的鋼管垂直放置,用點燃的鎂條引燃其上部的鋁熱劑,促進自蔓延反應的發生。
1.4 涂層檢測設備
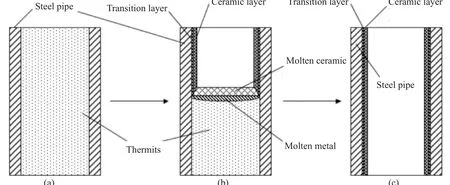
圖1 SHS-重力分離法合成復合鋼管的原理示意圖Fig.1 Schematic diagram for the synthesis of composite pipe by SHS-gravity separation method

表1 實驗原料Tab.1 Raw materials used in this study

表2 鋼管的材質和規格Tab.2 Material and specification of steel pipe

表3 鋼管的化學組成 (wt.%)Tab.3 Chemical composition of steel pipe
利用ZEISS Ultra Plus場發射掃描電子顯微鏡(附帶EDS能譜儀)對復合鋼管橫截面的微觀形貌和成分進行分析;利用X’Pert Pro MPD型X射線衍射儀對陶瓷涂層進行常溫相分析,X射線源為CuKα (λ =0.154056 nm),管電壓為40 kV,管電流為40 mA,掃描速率和掃描范圍分別為2 (o)/min和20-90 o;利用美國威爾遜TUKON1102顯微維氏硬度計測量陶瓷涂層的硬度,目鏡倍率10X,物鏡倍率50X,試驗力為1000 克力(gf)。
2 實驗結果與分析
2.1 復合鋼管的顯微結構
圖2 示出了利用SHS-重力分離法制備的陶瓷內襯復合鋼管的界面顯微結構及復合鋼管宏觀試樣的照片。由宏觀試樣可知,鋼管內壁上黏附一層均勻的陶瓷襯層,鋼管和陶瓷層間界面明顯。從顯微結構圖可知,在徑向方向上,復合鋼管的橫截面由三部分組成:鋼管基體層、中間過渡層和陶瓷涂層。在SHS反應的瞬間高溫下,由熔體傳向鋼管的熱量會使鋼管內壁熔化,從而與過渡層金屬形成冶金結合。另外,過渡層一部分會延伸嵌入到陶瓷涂層中,形成鑲嵌結構。這種鑲嵌結構相交于鋼管和陶瓷之間,可以顯著提高復合鋼管的結合性能。
2.2 復合鋼管陶瓷內襯的組成
對圖2中的中間過渡層和陶瓷涂層進行了EDS分析,其結果如圖3所示。金屬元素主要分布在中間過渡層,并含有少量的O、Al和Si;而構成陶瓷涂層的則主要是氧化鋁,同時含有少量的金屬顆粒。根據互不相溶熔體分離機制的研究結果可知[21-24],金屬相和氧化鋁陶瓷相的分離過程亦遵循Stokes規律。快速冷卻會使熔體的動力粘度急劇增大,且兩相分離主要依靠兩者的密度差,短時間內分離不完全。因此,陶瓷相(黑色)中會夾雜少量的金屬相顆粒(白色)。
圖4 示出了陶瓷內襯的X射線衍射分析結果。陶瓷涂層的主晶相為α-Al2O3,金屬相Fe和Cr則幾乎以Fe-Cr合金的形式存在。相比于單一的Fe相,Fe-Cr合金可以提高陶瓷涂層的耐蝕性[25,26]。除此之外,
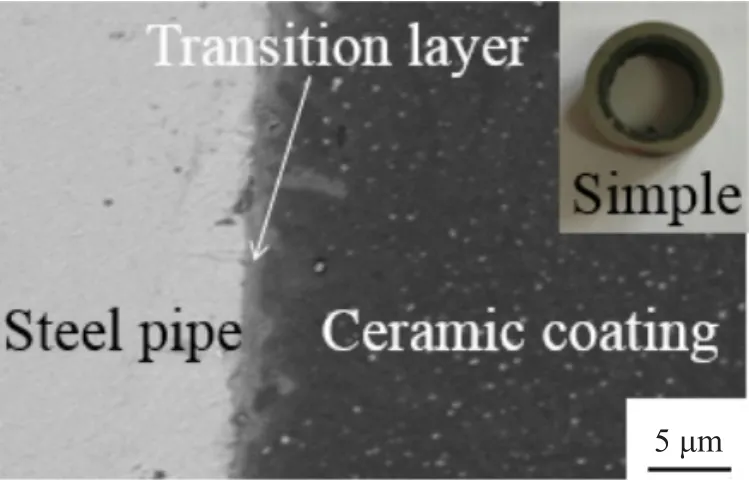
圖2 鋼管基體-過渡層-陶瓷涂層的界面結構Fig.2 Interface structure of steel pipe-transition layer-ceramic coating
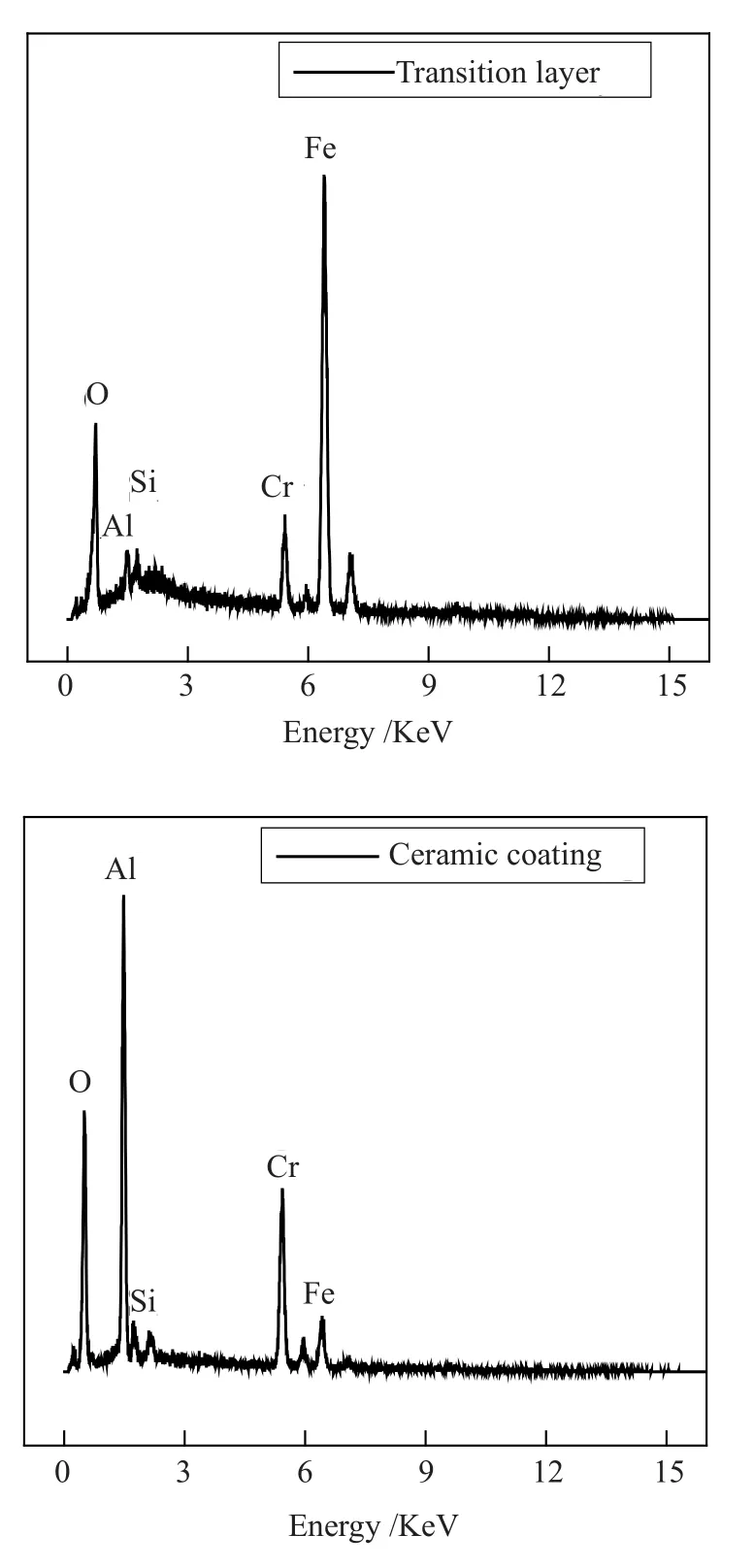
圖3 復合鋼管的EDS光譜Fig.3 EDS spectra of composite steel pipe
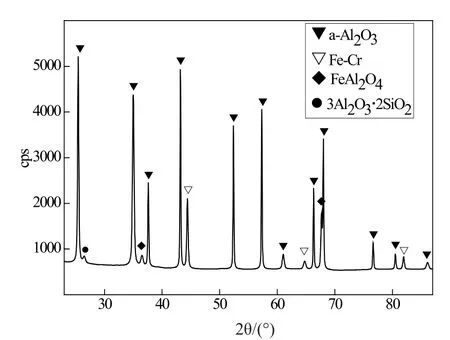
圖4 復合鋼管的XRD分析Fig.4 XRD analysis of composite steel pipe
還會有少量的鐵鋁尖晶石(FeAl2O4)和莫來石(3Al2O3·2SiO2)相生成。但相比于Fe-Cr合金,它們的生成量較少,且3Al2O3·2SiO2的生成降低了FeAl2O4的生成量。因此,在復合反應Al-Fe2O3/Al-Cr2O3體系中添加3wt.% SiO2,有助于提高復合鋼管的耐蝕性。
2.3 復合鋼管的力學性能
圖5 示出了陶瓷涂層顯微硬度的壓痕識別測量結果。圖5a中靠近過渡層的陶瓷涂層顯微硬度為859 HV,圖5b中遠離過渡層(靠近陶瓷層內壁)的陶瓷涂層的顯微硬度為1286 HV。
圖5 a靠近過渡層處,氧化鋁陶瓷中的金屬元素較多。這種分布既不會影響陶瓷涂層內壁的耐磨性,亦也可起到陶瓷增韌的作用,使涂層結合性能提高,不易剝落及出現裂紋。
圖5 b壓痕處的裂紋長度C為12 μm,而陶瓷涂層的顯微硬度與斷裂韌性之間有如下關系:

式中,KIC為陶瓷涂層的斷裂韌性,MPa?m1/2;E為陶瓷的楊氏模量,GPa;P為測量陶瓷硬度時的壓痕載荷,N;C為陶瓷的裂紋長度,mm;HV為陶瓷涂層的顯微硬度,GPa。
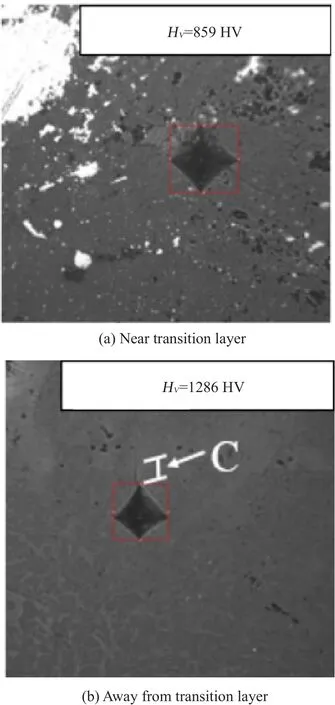
圖5 陶瓷涂層硬度的壓痕識別結果Fig.5 Indentation identification of the hardness of ceramic coating
對于Al2O3體系,楊氏模量E取350 GPa。在本實驗中,壓痕載荷P=1000 gf=9.80665 N,裂紋長度C=0.012 mm。將各數據代入上式(3)進行計算可知,當顯微硬度為1286 HV時,陶瓷涂層的斷裂韌性為6.2 MPa·m1/2。
此陶瓷涂層的斷裂韌性大于氧化鋁陶瓷本身的斷裂韌性,考慮到陶瓷涂層的組成分布,靠近過渡層處的陶瓷涂層的斷裂韌性又優于遠離過渡層處的陶瓷涂層的斷裂韌性。因此,這不僅在一定程度上改善了陶瓷涂層的斷裂韌性,也提高了復合鋼管的耐磨性。
由于陶瓷涂層中的金屬相顆粒及尖晶石相具有較大的斷裂伸長值,能夠增強脆性陶瓷材料阻止裂紋擴展的能力。因此,在靠近過渡層處,陶瓷涂層中夾雜的這些金屬相顆粒能夠有效地緩解陶瓷凝固時產生的殘余應力,降低裂紋的產生與擴展,提高結合性能。
3 結 論
(1)復合鋼管的耐蝕性主要取決于陶瓷涂層內部的成分和組織結構,涂層中α-Al2O3為主物相,起著陶瓷骨架的作用,耐蝕性較好;其次是Fe-Cr合金,散夾在Al2O3枝晶晶界處,相比單一金屬Fe,其耐蝕性得到提高;3Al2O3·2SiO2的生成,降低了FeAl2O4量,這亦提高了復合鋼管的耐蝕性。
(2)重力分離SHS法制備的Al2O3-Fe-Cr陶瓷內襯復合鋼管具有三層結構:鋼管-過渡層-陶瓷涂層。過渡層起著銜接鋼管基體和陶瓷涂層的作用,其中靠近過渡層處的陶瓷基體內夾雜的金屬顆粒起到為陶瓷增韌的作用,而遠離過渡層的Al2O3陶瓷本身具有較高的耐磨性,因此,提高了復合鋼管的力學性能。
猜你喜歡
作文·小學低年級(2025年2期)2025-02-13 00:00:00
小雪花·小學生快樂作文(2024年11期)2024-12-31 00:00:00
作文·小學低年級(2024年2期)2024-04-29 00:00:00
作文·小學低年級(2023年3期)2023-04-29 00:00:00
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
小主人報(2022年4期)2022-08-09 08:52:06
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55