電子束焦點位置對TC4板材焊接接頭顯微組織的影響
2018-09-12 09:14:08
精密成形工程 2018年5期
(南昌航空大學(xué) 焊接工程系,南昌 330063)
鈦合金因密度低、比強度高、蠕變性好、熱穩(wěn)定性好及耐腐蝕而被應(yīng)用于航空航天領(lǐng)域[1—2]。在眾多的鈦合金中,TC4鈦合金應(yīng)用最為廣泛,其使用量超過鈦合金總量的50%[3]。TC4是一種中等強度的鈦合金,含有質(zhì)量分?jǐn)?shù)為4%的V和6%的Al,使得該合金具有優(yōu)異的綜合性能,非常適合使用在某些結(jié)構(gòu)構(gòu)件上[4],例如:航空發(fā)動機(jī)的風(fēng)扇、壓力機(jī)盤葉片及飛機(jī)結(jié)構(gòu)中的梁等主要承力構(gòu)件。在焊接過程中,由于鈦合金容易被氧化生成一層致密的氧化膜,所以需要在保護(hù)氣體或真空下進(jìn)行焊接[5—7]。然而,如果使用傳統(tǒng)的焊接方法很難實現(xiàn)20 mm厚的鈦合金焊接,其主要原因是傳統(tǒng)的焊接方法能量密度低、熱影響區(qū)寬、工件變形大、易產(chǎn)生脆性相或者裂紋等[8]。
真空電子束焊因其具有焊接速度快、功率密度高、焊接能量集中、焊縫深寬比大、焊接焊件質(zhì)量好等優(yōu)點,非常適合焊接厚板鈦合金[9—10],且由于焊接接頭的熱輸入小,所以焊件熱影響區(qū)較傳統(tǒng)焊接方法小很多,可保證焊接接頭的質(zhì)量[11—12]。在電子束焊接過程中,其工藝參數(shù)對焊接接頭的性能具有很大的影響。李娟[13]等研究了鈦合金電子束焊接組織演變規(guī)律,結(jié)果表明增大熱輸入會使晶粒和組織粗化,但可以減少組織不均勻性,而減小熱輸入會使組織晶粒細(xì)化,但不均勻性和氣孔數(shù)量增加。宮平[14]等采用正交實驗研究電子束工藝參數(shù)對焊縫形狀的影響,結(jié)果表明不同的聚焦電流對焊縫形狀影響較大,電子束流對焊縫的形狀影響較小,僅對焊縫整體大小有明顯影響。但是,其僅僅對焊縫形狀進(jìn)行了研究,并未對顯微組織進(jìn)行深入分析,因此,采用20 mm鈦合金板材進(jìn)行對接,研究不同焦點位置對焊接接頭顯微組織的分布規(guī)律,探討不同的焦點位置對接頭顯微組織的影響。
1 試驗
試驗材料為100 mm×40 mm×20 mm的 TC4板材,母材為固溶態(tài)。采用KS15-PN150KM真空電子束進(jìn)行對接,焊接加速電壓U為60 kV,工作距離為300 mm,為了減小焊接過程中由于受熱而產(chǎn)生對接間隙,在焊接前先使用小電流將表面封焊,然后再進(jìn)行焊接,通過測得表面聚焦電流為504 mA,其線能量為q=(60×U×Ib)/v,其中Ib為電子束流,v為焊接速度,工作參數(shù)見表1。焊接方向是沿板材軋制方向進(jìn)行,焊前對 TC4鈦合金進(jìn)行酸洗以去除表面氧化膜和油污,酸洗液采用體積分?jǐn)?shù)為 24% HCl+38%HNO3+11% HF+H2O(HCl質(zhì)量分?jǐn)?shù)36.5%,HF質(zhì)量分?jǐn)?shù)為40%),酸洗后用清水沖洗并吹干[15]。焊后,切取金相試樣并鑲嵌、磨制和拋光,然后用 20%HF+10% HNO3+70% H2O(HNO3質(zhì)量分?jǐn)?shù)為65%~68%)溶液進(jìn)行腐蝕,采用 4XB-TV倒置金相顯微鏡對焊縫、熱影響區(qū)以及母材的顯微組織進(jìn)行金相觀察。通過觀察各區(qū)域的晶粒尺寸、晶粒梯度等,來揭示顯微組織轉(zhuǎn)變成形規(guī)律[15]。
顯微硬度測試采用 WT-401MVD型數(shù)顯顯微硬度計,以工件表面為零界面,沿熔深方向,分別在距焊縫上表面3, 9, 15 mm(分別代表頂部、中部、底部)處測試母材、熱影響區(qū)和焊縫的顯微硬度,分別代表焊縫頂部、中部、底部的顯微硬度,其測量焊縫頂部、中部和底部 3組顯微硬度數(shù)據(jù),測試順序為母材-熱影響區(qū)-焊縫-熱影響區(qū)-母材。載荷為2 N,加載時間為10 s,相鄰點間隔為0.2 mm。

表1 焊接工藝參數(shù)Tab.1 Parameters of welding process
2 結(jié)果與分析
表面聚焦接頭顯微組織見圖1,其中a, b, c為焊縫上、中、底部區(qū)顯微組織。圖1a中含有大量α',其排列致密整齊,晶粒較粗大,還有少量α相,圖1b中含有大量的α相,分布于焊縫中心,焊縫底部存在缺陷,且氣孔較大,組織不如頂部致密。其原因是在焊縫頂部,電子束直接打入,所以其溫度較高,持續(xù)時間較長,所以晶粒較大,在焊縫中部,熔池劇烈運動,其結(jié)晶形成晶粒細(xì)小,在焊縫中心出現(xiàn)等軸α相。在焊縫底部,由于鈦合金流動性較差,底部金屬未及時補充,導(dǎo)致在焊縫底部存在疏松、氣孔,組織不如頂部致密。圖1d, e, f為熱影響區(qū)上、中、底部的顯微組織。圖1d中含有大量馬氏體組織α',對比圖1d, e, f中可以看出熱影響區(qū)頂部的板狀馬氏體組織較中部和底部大,由于冷卻速度直接影響馬氏體組織的厚度,冷卻速度越快,針狀馬氏體越細(xì)小,所以,熱影響區(qū)頂部冷卻速度較熱影響區(qū)中部和底部小。其冷卻速率的差異性可以這樣解釋:在熱影響區(qū)頂部,由于熱輸入量最多,且在高溫下停留時間較長,其熱影響區(qū)寬度大,溫度梯度也就小,而在熱影響區(qū)底部快速的熔化然后又快速的冷卻,其熱影響區(qū)較窄,溫度梯度大,所以其冷卻速率存在差異。在熱影響區(qū)中,由于冷卻速度不同,使得熱影響區(qū)顯微組織沿熔深方向呈現(xiàn)梯狀分布,頂部顯微組織較大,中部和底部組織較小,此外,熱影響區(qū)中部組織排列較底部整齊,組織最為致密。
其焊縫組織與熱影響區(qū)組織比較,發(fā)現(xiàn)焊縫中含有大量α相,而熱影響區(qū)幾乎都是板條狀或針狀馬氏體組織,其次,由于熔池的流動,焊縫區(qū)晶粒尺寸較熱影響區(qū)小。焊縫區(qū)由于存在熔池流動使得組織較熱影響區(qū)復(fù)雜,含有亞穩(wěn)態(tài)β相,α相等。沿熔寬方向,焊縫組織在中心位置為α相,兩側(cè)為β相轉(zhuǎn)變組織。在熱影響區(qū)中,存在大量α',由于其冷卻速度較慢,其馬氏體組織較大,母材為固溶態(tài),所以也存在大量馬氏體組織。

圖1 表面聚焦焊縫及熱影響區(qū)顯微組織Fig.1 Microstructure of surface focus weld and heat affected zone

圖2 不同聚焦位置焊縫及熱影響區(qū)顯微組織Fig.2 Microstructure of weld and heat affected zone in different focus positions
不同的焦點位置下焊縫頂部和熱影響區(qū)中部顯微組織見圖2,由圖2a—d可知在焊接過程中無論焦點在何位置,焊縫中都存在大量由柱狀晶β相轉(zhuǎn)變形成的馬氏體組織。焊縫區(qū)的柱狀β相焊后快速冷卻,部分由bcc的β相通過無擴(kuò)散相變過程轉(zhuǎn)變?yōu)閔cp的α相,生成的亞穩(wěn)的細(xì)小盤狀或針狀的馬氏體組織,還有部分為剩余亞穩(wěn)態(tài)的β相。上聚焦由于熱輸入較分散,表面受熱面積大,加熱時間長,導(dǎo)致其散熱慢,溫度梯度小,在高溫下保存時間長,其表面有大量的晶間α相生成,進(jìn)而晶粒較表面聚焦大。在表面聚焦時,由于束流密度大,其穿透能力強,可以直接擊穿母材,形成“I”形焊縫,同時其受熱時間短且集中,熱量迅速傳遞至整個焊縫,而且熔池流動劇烈,所以熱量自上而下均勻分布,其顯微組織致密、均勻、殘余應(yīng)力小。內(nèi)部聚焦和底部聚焦一般人們稱為下聚焦其焊接后的焊縫形狀呈現(xiàn)頂部寬,底部窄的形貌。由圖2c, d可知,焊縫頂部的馬氏體組織排列致密,為針形籃網(wǎng)組織特征,焊縫組織沿熔合線向焊縫中心生長為柱狀β相組織,其焊縫熔寬較表面聚焦大,快速冷卻形成針狀馬氏體組織。在底部聚焦焊接時,其頂部加熱時間較表面聚焦長,電子束流在焊縫內(nèi)部匯聚,所以其頂部晶粒粗大,α′板條束呈羽毛狀分布于兩側(cè),其他部位的針狀馬氏體相互交織。
不同焦點位置在熱影響區(qū)中部的顯微組織見圖2e—h。由圖 2e—h可知,熱影響區(qū)也存在大量的馬氏體組織,細(xì)小針狀和板狀馬氏體組織沿熔合線一定取向整齊排列,由于熱影響區(qū)中部溫度梯度是垂直于熔合線的,所以,其顯微組織也應(yīng)該沿垂直熔合線呈梯度分布。層間距大小順序為底部聚焦>內(nèi)部聚焦>上聚焦>表面聚焦,所以其熱影響區(qū)冷卻速度應(yīng)為底部聚焦<內(nèi)部聚焦<上散焦<表面聚焦,即表面聚焦冷卻速度最快,底部聚焦冷卻速度最慢。
焊縫中部顯微組織見圖3,可以看出不同聚焦?fàn)顟B(tài)下焊縫中部晶粒尺寸相差很大,其形成原因為在表面聚焦時,電子束流密度大,在焊縫中心流動速度快,所以焊縫中部晶粒較細(xì)小,形成的組織最為致密、均勻。上聚焦時,電子束流呈現(xiàn)分散的趨勢,其峰值溫度更低,焊后冷卻速度較表面聚焦慢;其次,由于聚焦束流密度較小,對母材產(chǎn)生的沖擊也較小,熔池流動速度較表面聚焦平緩,所以,上聚焦在焊縫中部晶粒尺寸較表面聚焦大。內(nèi)部聚焦和底部聚焦時,其電子束呈現(xiàn)匯聚的趨勢,底部聚焦熔池速度最慢,溫度梯度最小,所以晶粒尺寸最大。
由于焊接時電子束加熱斑點較大,在焊接過程中表面加熱時間較長,熔池也較大,而導(dǎo)致電子束對熔池攪拌作用小,所以流動速度較慢。在熱影響區(qū),金屬處于未熔化狀態(tài),其顯微組織的最大影響因素為高溫停留時間和冷卻速度,高溫停留時間越長,晶粒尺寸越大;冷卻速度越慢,其晶粒尺寸越大。所以在熱影響區(qū)中,僅僅只需要知道哪些位置散熱最快,哪些位置加熱溫度最高,就可以區(qū)別出晶粒的尺寸。

圖3 不同聚焦位置焊縫中部顯微組織Fig.3 Microstructure of the middle of the weld in different focus positions
沿熔寬方向,距焊縫中心不同距離的區(qū)域的高溫停留時間和冷卻速度均不同,所以這些區(qū)域的顯微組織也存在較大差別。由于焦點位置是沿熔深方向改變的,所以,焦點位置對熔寬方向影響較小。在焊接時,熱影響區(qū)較焊縫溫度低,且越遠(yuǎn)離焊縫,溫度越低,靠近焊縫側(cè)溫度較高,發(fā)生相變,而靠近母材側(cè)熱影響區(qū),溫度較低,僅僅造成晶粒長大。從母材一側(cè)到靠近焊縫一側(cè),α′相的數(shù)量不斷增多,初生α相和β相逐漸較少。根據(jù)理論分析可知,越靠近焊縫的區(qū)域所獲得的熱量越多,冷卻時β相幾乎全部轉(zhuǎn)變?yōu)棣痢湎啵拷覆囊粋?cè)的區(qū)域,由于溫度較低,只有部分形成α相。沿熔深方向,不同焦點位置,其熱量峰值出現(xiàn)的位置和大小不同。很明顯,表面聚焦和上聚焦時溫度的峰值位置在焊縫頂部,其溫度沿熔深向下遞減。而在內(nèi)部聚焦和底部聚焦時,由于焦點位置位于焊縫,且焊縫形狀為頂部寬,底部窄,所以其熱分布梯度不如表面聚焦明顯,此外,由于熔池較表面聚焦大,所以其溫度的峰值也較表面聚焦要小,且其峰值位于焊縫中部附近,與頂部溫度差距不大。所以,不同焦點位置對焊縫熔深方向顯微組織有較大影響。
TC4焊接接頭顯微硬度值見圖4。由圖4b可知,沿熔寬方向呈現(xiàn)“W”形,焊縫顯微硬度最高,熱影響區(qū)顯微硬度次之,母材顯微硬度最低,在熱影響區(qū)部分區(qū)域出現(xiàn)軟化現(xiàn)象。其熔寬方向顯微硬度呈現(xiàn)這種趨勢的原因為:在焊縫處,由于電子束的直接加熱且溫度最高,組織迅速熔化又迅速冷卻,形成大量的針狀馬氏體組織;而熱影響區(qū)溫度較低,組織未發(fā)生熔化,其冷卻速度較焊縫區(qū)小,其晶粒尺寸也較焊縫大,所以顯微硬度熱影響區(qū)較焊縫低。在靠近母材側(cè)熱影響區(qū),其最高溫度也不會很高,僅僅使晶粒長大,所以導(dǎo)致其顯微硬度較母材小。通過對表面聚焦焊縫的分析,發(fā)現(xiàn)其顯微硬度與冷卻速度呈現(xiàn)正相關(guān)性。所以,沿熔深方向,其硬度變化趨勢也可以作如此解釋,即在焊縫頂部,由于焊縫頂部加熱時間較長,底部加熱時間較短,在頂部溫度梯度小,冷卻速度慢,底部溫度梯度大,冷卻速度快。所以,焊縫頂部顯微硬度最小,焊縫底部顯微硬度最大,即沿熔深方向向下顯微硬度遞增。
焦點位置對焊接接頭的熔寬方向顯微硬度變化趨勢無明顯影響,如圖4所示,都呈現(xiàn)“W”形,焊縫處顯微組織硬度最高,隨距焊縫中心距離增加,顯微硬度降低,在靠近母材處熱影響區(qū)顯微硬度已經(jīng)小于母材,即部分熱影響區(qū)出現(xiàn)軟化的現(xiàn)象。沿熔深方向,自上而下其顯微硬度逐漸升高,在底部達(dá)到最大硬度。不同焦點位置焊接其焊縫頂部顯微硬度相差不大,這是因為其表面晶粒都較為粗大。而在其焊縫中部和底部,其表現(xiàn)為表面聚焦顯微硬度最大,上散焦次之,底部聚焦最小,其形成原因為表面聚焦焊縫中部和底部晶粒最為細(xì)小。采用表面聚焦時,電子束集中于焊縫頂部,而后呈現(xiàn)發(fā)散趨勢,而由于其焊縫的熔池會對電子束流有阻礙,使得束流由頂部垂直向下傳遞,由于焊接功率密度高,電子束流密度大,直接沖擊至焊縫底部,而使得焊后焊縫呈現(xiàn)“I”形。其束流細(xì)小,直接沖擊熔池,通過攪拌使焊縫內(nèi)部流動最為劇烈,這也是焊縫中部晶粒最為細(xì)小的主要原因。其次,表面聚焦時,焊縫中部溫度較其他焦點位置焊接溫度高,所以其溫度梯度最大,冷卻速度最快,生成的晶粒最小。采用表面聚焦的方式進(jìn)行焊接的接頭平均顯微硬度較其他3種聚焦方式高,即表面聚焦>上聚焦>內(nèi)部聚焦>底部聚焦。而在上聚焦或其他位置聚焦,其電子束流分散,導(dǎo)致熔池內(nèi)部受力也較為分散,熔池內(nèi)部流動較表面聚焦小,所以其焊縫中部晶粒較粗大。在焊接過程中,熔池內(nèi)部存在劇烈的流動過程,這也是在焊縫區(qū)形成柱狀晶的主要原因,在焊縫中心位置由于流動速度最大,晶粒難以形核,而靠近熔合線處,熔池流動速度最慢,所以其最容易異質(zhì)形核。所以,晶粒總是沿熔合線向焊縫中心生長。
對比不同聚焦?fàn)顟B(tài)下的焊縫平均硬度可知,無論是焊縫底部、中部還是頂部,當(dāng)焦點位于工件表面焊接時,顯微硬度最大,因為進(jìn)行表面聚焦焊接時,束斑最亮,電子束流的能量密度最大,工件所獲得的能量最集中,在焊后快速冷卻時,轉(zhuǎn)變?yōu)轳R氏體的數(shù)量最多,且組織致密,因此焊縫硬度最高。電子束焊接時,隨著熱源的移動,熔池的底部最先開始冷卻凝固,冷卻速度較快,熔池的頂部最后開始冷卻凝固,冷卻速度較慢,這使得焊縫底部的晶粒尺寸較為細(xì)小,焊縫頂部的晶粒尺寸較為粗大。同時,熔池流動越劇烈,焊縫區(qū)晶粒尺寸也越細(xì)小。綜上所述,焊縫的顯微組織沿熔深方向呈梯度分布,上部晶粒最為粗大,中部次之,下部晶粒尺寸較為細(xì)小。所以,其顯微硬度也是沿熔深方向呈梯度分布,上部晶粒最為粗大,中部次之,下部晶粒尺寸較為細(xì)小。
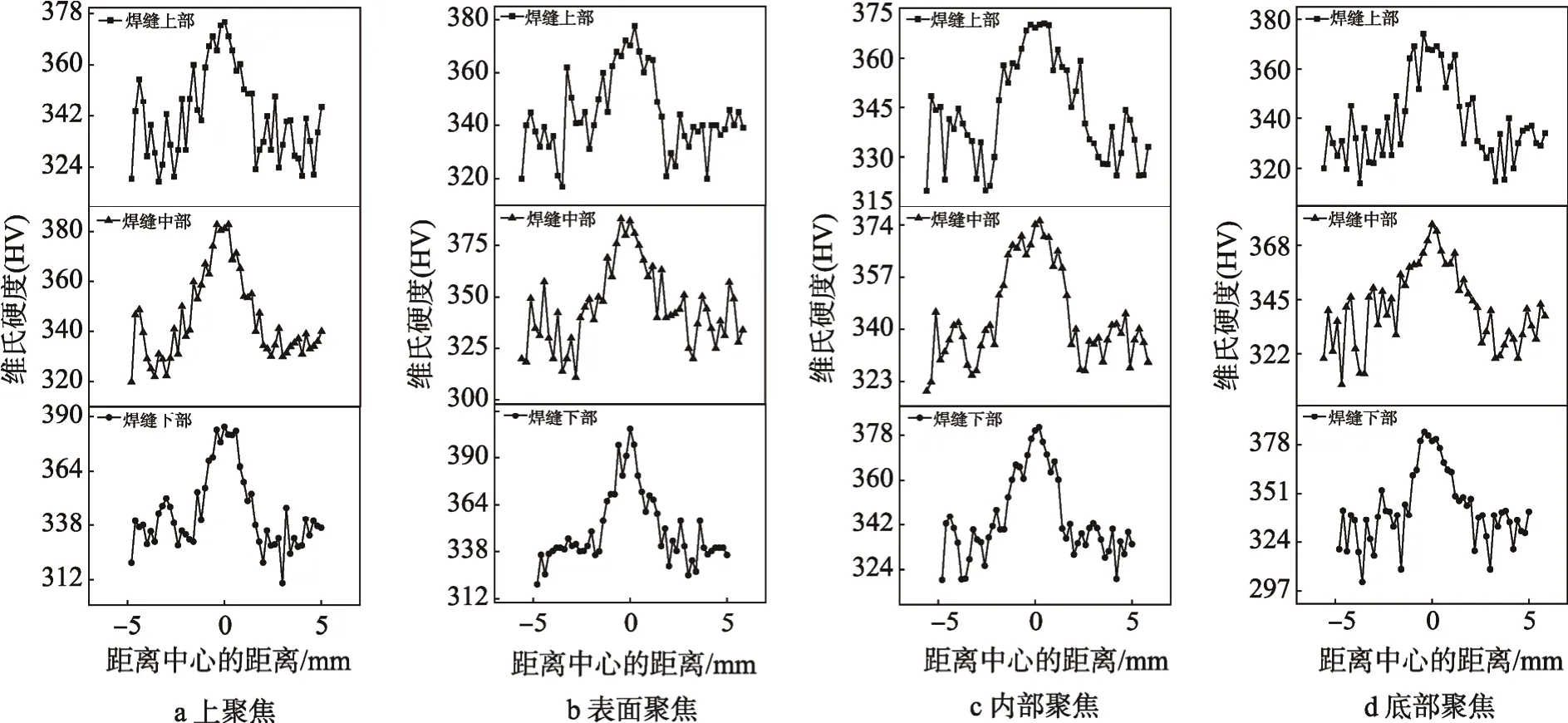
圖4 接頭顯微硬度分布Fig.4 Microhardness distribution of joint
熱影響區(qū)分布規(guī)律和焊縫分布規(guī)律類似,由于其在焊接過程中未發(fā)生熔化,所以,其晶粒尺寸主要影響因素為最高溫度和溫度梯度。溫度梯度為熱影響區(qū)組織差異的主要原因,在熱影響區(qū)中,其底部顯微硬度最高,頂部顯微硬度最低,這是由于在焊縫底部最先凝固,焊縫頂部最后凝固,導(dǎo)致熱影響區(qū)中底溫度梯度最大,頂部溫度梯度最小導(dǎo)致的。不同焦點位置對熱影響區(qū)顯微硬度的影響較小,僅僅在底部聚焦時在熱影響區(qū)頂部顯微硬度出現(xiàn)降低,這是因為底部聚焦時電子束過于分散,導(dǎo)致熱影響區(qū)溫度梯度減小。
3 結(jié)論
1)當(dāng)采用表面聚焦時可得到組織均勻的“I”型焊縫,不同聚焦?fàn)顟B(tài)下焊縫中部晶粒存在較大差別,表面聚焦晶粒最為細(xì)小。
2)TC4焊接接頭顯微硬度沿熔寬方向呈“W”形分布,沿熔深方向向下遞增。不同焦點位置對焊縫顯微硬度存在影響,表面聚焦時焊縫顯微硬度最高。
猜你喜歡
中學(xué)生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
當(dāng)代陜西(2021年2期)2021-03-29 07:41:24
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
通信電源技術(shù)(2016年3期)2016-03-26 07:13:38